Маркировка колец поршневых
Монтаж поршней и поршневых колец
Самые большие проблемы поршневых колец и их повреждения возникают в результате неправильного обращения с ними при надевании на поршень. Здесь поршневое кольцо вообще подвергается самой большой механической нагрузке. Неумелое надевание колец невыгодно отражается на созданном в процессе производства контуре и распределении радиального давления кольца. В результате желаемый эффект уплотнения проявляется или лишь частично, или его нет вообще.
Поршневое кольцо можно растягивать до тех пор, пока внутренний диаметр не будет равен наружному диаметру поршня. Дальнейшее растягивание ведёт к деформации кольца, особенно на его спинке (рис. 1), что в установленном состоянии приводит к значительным проблемам с герметизацией.
Разрывы, отслаивание покрытия (прежде всего у колец, наполненных молибденом), меньшее усилие прижатия на спинке кольца и возникающие серповидные зазоры (рис. 2) являются проблемами, которые затрудняют работу кольца или вовсе выводят его из строя.
Внимание
Поршневые кольца с целью повышения упругости никогда не разгибать! При растягивании стыковых концов кольцо деформируется только на одном месте - в его спинке. Упругость кольца из-за этого не повышается. Наоборот, при усиленном разгибании кольцо теряет свою круглую форму и не может больше никогда правильно уплотнять,
Рис. 2 |
Монтаж и демонтаж поршневых колец
Проведите тщательную очистку бывшего в употреблении поршня от прилипшей грязи. Обращайте внимание особенно на то, чтобы кольцевые канавки были свободны от масляного нагара и грязи. Прочистите при необходимости отверстия для обратного стока масла с помощью сверла или другого подходящего для этого инструмента.
Обращайте внимание на то, чтобы не повредить боковые поверхности канавки при удалении из них масляного нагара. У нижней боковой поверхности канавки речь идёт об уплотняющей поверхности. При эксплуатации повреждения из-за царапин могут повлечь за собой чрезмерный расход масла или усиленный прорыв газов из камеры сгорания в картер двигателя.
Для монтажа и демонтажа поршневых колец непременно используйте специальные щипцы для ихустановки. Другие вспомогательные средства, как, напр., петли из провода или отвёртки повреждают и поршневое кольцо и поршень.
Никогда не натягивайте кольца рукой (исключение: маслосъёмные поршневые кольца со стальными пластинками). Существует не только опасность излома кольца, его деформации и растяжения, но и риск получить ранение от острых краев кольца, если оно разломается.
Внимание
Быстрое надевание поршневого кольца рукой без того, чтобы его сломать, доказывает, правда, ловкость механика, повреждает, тем не менее, поршневое кольцо в большинстве случаев уже при монтаже.
Монтажный набор для поршневых колец Товарный № 50 009 913 |
Никогда не натягивайте кольца на поршень показанным способом (рис. 1). Если кольцо деформируется и больше не лежит ровно в канавке, то оно больше не вращается в этой канавке, изнашивается только с одной стороны или не совсем достаточно уплотняет. Тем не менее, дело обстоитхуже, если с колец с молибденовым покрытием слой молибдена сходит или надламывается. Если потеря скользящего слоя не происходит уже при монтаже, то это случается самое позднее при обкаткедвигателя. Скользящий слой отделяется и повреждает поршень и поверхность цилиндра. Поршень заедает в диаметре цилиндра, потому что горячие отработавшие газы продуваются между поршнем и стенкой цилиндра. Оторвавшиеся частички повреждают поршень и рабочие поверхности цилиндра.
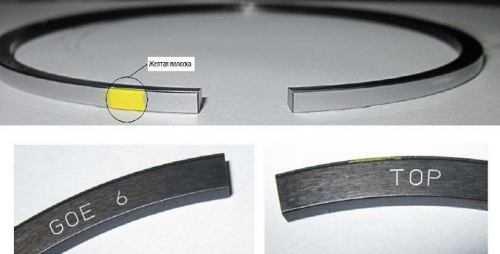
Избегайте излишнего снятия и надевания поршневых колец. При каждом монтаже кольца немного деформируются. Не снимайте кольца с уже ранее собранных поршней снова, чтобы, например, ихзаново измерить. Соблюдайте последовательность монтажа колец. Сначала монтируется маслосъёмное поршневое кольцо, затем второе, после него - первое компрессионные поршневые кольца. Обращайте внимание при монтаже на маркировку. «Тор» означает, что эта сторона должна указывать наверх, к камере сгорания. Если Вы не уверены, или нет маркировки «Тор», тогда вставляйте кольцо с надписью наверх. «Тор» не значит, что речь идёт о первом компрессионном поршневом кольце.
Рис. 2 |
Проверьте, могут ли кольца свободно прокручиваться (вращаться) в кольцевых канавках.
Проверьте, исчезаетли полностью кольцо по всей длине окружности в кольцевой канавке, т.е., рабочая поверхность кольца не должна выходить за пределы юбки поршня. Это важно, так как при недостаточном зазоре на дне канавки(неправильное кольцо или нагар на дне канавки) работа кольца не гарантирована.
При монтаже маслосъёмных поршневых колец, состоящих из двух частей, всегда обращайте внимание на положение спирального витого пружинного расширителя (рис. 6). Концы расширителя всегда должны быть расположены напротив стыка поршневого кольца.
Рис. 6 |
У состоящих из трёх частей колец правильное положение пружины-расширителя является обязательным для выполнения функции удаления масляной плёнки (рис. 1 и 2). В любом случае перед монтажом проверьте также у поршня с уже вставленными кольцами положение пружины-расширителя. Во время транспортировки концы пружины находятся в ненатянутом состоянии и могут находить друг на друга. Обе цветных маркировки на концах пружины должны быть видны (рис. 3). Если они не видны, то концы пружины перекрываются внахлёстку и кольцо не функционирует. Все стыки маслосъёмного поршневого кольца, состоящего из трёх частей (обе стальные пластины и пружина-расширитель), должны вставляться смещёнными на 120° по отношению друг к другу.
Сместите стыки поршневого кольца готового для монтажа поршня таким образом, чтобы они лежали примерно 120° по отношению друг к другу. Они помогают поршню и, соответственно, кольцам при первом запуске двигателя. Причина: при первом запуске двигателя сжатие несколько ниже, так как поршневые кольца ещё не приработались. При помощи смещения стыковых концов по отношению друг к другу можно помешать тому, чтобы при первом пуске двигателя слишком много газов просачивалось из камеры сгорания в картер двигателя и, вследствие этого, двигатель плохо заводился.
Вставка поршня во внутренний диаметр цилиндра
Если при ремонте уплотнительная поверхность блока цилиндров не подвергалась чистовой обработке, то основательно очистите её от остатков прокладки. Тщательно очистите все резьбовые отверстия от грязи, масла и охлаждающей жидкости, которая возможно ещё там есть. Проведите всю работу по очистке, прежде чем вставлять поршни в диаметры цилиндров. Смочите свежим моторным маслом все поверхности в поршне. Не забудьте поршневой палец и шатунный подшипник! При монтаже обращайте внимание на направление поршня (маркировка для монтажа на днище поршня, клапанных карманах). Очистите внутреннее отверстие цилиндра ещё раз ветошью и смочите его также моторным маслом. Проверьте Вашу натяжную ленту поршневого кольца на наличие повреждений и вмятин, устраните их и при необходимости поменяйте инструмент. При монтаже поршня обращайте внимание на то, чтобы натяжная лента или коническая монтажная втулка ровно лежала на уплотнительной поверхности головки блока цилиндров,
При монтаже поршня не должно быть сильного давления. Если поршень не хочет скользить внутри цилиндра, непременно проверьте натяжную ленту поршневого кольца. Не перекручивайте место открытия ленты таким образом, чтобы оно находилось на том же месте, где и стыковые концы колец.
Не устанавливайте поршни в двигатель без монтажного инструмента (риск получения травмы, опасность повреждения кольца). Если для монтажа используется рукоятка молотка, то на днище поршня может действовать только вес самого молотка. Никогда не используйте молоток для того, чтобы силой вогнать поршень в диаметр цилиндра! Если поршневые кольца не ломаются уже при монтаже, они всё-таки могут погнуться, и из-за этого не достаточнохорошо выполнять своё задание.
Монтаж с применением силы вредит не только кольцам, но также может повредить поршень. Это важно особенно для поршней бензиновых двигателей. У нихжаровые или рабочие пояса очень тонкие, и при ударе кольца легко надламываюся или совсем разламываются. Результат: потеря мощности и скорый (и дорогой) ремонт.
Избегайте того, чтобы грязь и песок попадали в диаметр цилиндра, после того, как поршни уже встроены. Положите при необходимости чистую ткань на/в отверстия, чтобы предотвратить загрязнение. Особенно тогда, когда работы проходят в пыльной обстановке и/или вне помещения.
Рис. 1 |
axela-mazda.ru
Поршневые кольца - обзорная статья

По назначению поршневые кольца разделяются на маслосъемные и компрессионные. Порыв газов из камеры сгорания в картер предотвращают компрессионные поршневые кольца. В свободном состоянии наружный диаметр кольца больше внутреннего диаметра цилиндра, поэтому часть кольца вырезана, этот вырез называется замком. Проникновению масла из картера в камеру сгорания препятствуют маслосъемные поршневые кольца. Основная их задача снимать излишки масла со стенки цилиндра. В отличие от компрессионных колец маслосъемные кольца имеют сквозные прорези, а устанавливают их ниже уровня компрессионных колец.

Использование узких поршневых колец является общим направлением в конструкциях высококачественных поршней. Тонкое кольцо будет уменьшать трение между поршневым кольцом и стенкой отверстия цилиндра, и предотвращать так называемую вибрацию колец на высоких оборотах двигателя. Но стоит отметить, что такие кольца из-за высоких рабочих температур и повышенных усилий, оказываемых на стенки, вызывают ускоренный износ цилиндров и лицевой поверхности самих колец (о компрессии двигателя читаем здесь).
Конструкция верхнего кольца является немаловажным фактором при использовании специальных поршней. Характеристики двигателя будут лучше при условии, что верхнее кольцо расположено высоко на поршне. Это достигается за счет того, что в перемычке между кольцами будет захвачен меньший объем недоступных газов. В случае, когда кольцо расположено слишком близко к верхней части поршня, может разрушиться от перегрева тонкая перемычка над канавкой кольца.
В очень жестких условиях работает верхнее поршневое кольцо и перемычка над его канавкой. Основная задача верхнего кольца при очень высоких давлениях и в окружении высокотемпературных газов обеспечивать качественное уплотнение у рабочей поверхности. По истечении миллионов циклов кольцо должно сохранять возможность уплотнения и упругость. Эти особенности поршневых колец определяет технология производства и металлургические особенности. Материал, из которого делают кольца, должен быть с низким коэффициентом трения и коэффициент износа.
Ковкий чугун один из первых материалов, из которого делали поршневые кольца. Этот материал хорошо сочетается с чугуном, который в свою очередь используется в блоках цилиндров. Его пористая структура позволяет уменьшить износ и удерживает масло. Помимо ковкого чугуна широкое распространение получила его производная — пластичный чугун. Этот материал имеет свойства чугуна при этом упруго деформироваться, что в свою очередь существенно облегчает установку поршневых колец.

Для форсированных двигателей требуются кольца с более высокими параметрами. Были найдены другие материалы, в частности на чугун стали наносить слой хрома (имеется в виду твердый хром). Впервые такие кольца использовались в самолетостроении. Именно здесь при очень высоких давлениях и температурах кольца с хромовым покрытием отлично противостояли истиранию и заеданию. Помимо этого хромированные кольца устойчивы к износу. Но есть и недостаток, эти кольца очень твердые, поэтому отверстия цилиндров должны быть сделаны точно.
На следующем этапе были сделаны поршневые кольца из нержавеющей стали. Стоит отметить, что кольца из нержавеющей стали это те же хромированные кольца, только с большим содержанием хрома. Для увеличения срока службы были сделаны кольца с молибденовым покрытием. Такие кольца стали основными в форсированных моторах, они легко прирабатываются и более долговечны. При установке колец на форсированный двигатель необходимо учитывать ряд факторов, которые помогут существенно увеличить срок службы изделия, например ширина колец. При оборотах двигателя более 6000 обычно ставят кольца шириной 1,59 мм. Использовать более тонкие кольца можно в случае, когда главнее характеристики мотора, а не его долговечность.
Конструкция верхних компрессионных колец.
Помимо, материалов из которого сделаны кольца, есть еще факторы, которые определяют как хорошо будет работать кольцо в разных режимах эксплуатации: расположение кольца на поршне и его конструкция. Как пример можно привести кольцо, которое имеет небольшое перекручивание, что в свою очередь позволяет ускорить приработку колец со стенками цилиндров. Важным типом компрессионного кольца является кольцо с L-образным участком. Такие кольца способны развивать дополнительное усилие, которое прикладывается к стенкам цилиндров при высоком давлении.
Второе компрессионное и маслосъемное кольца.
Второе компрессионное кольцо служит для дополнительного уплотнения вслед за верхним маслосъемным кольцом. Это кольцо следит за газами, которые уходят мимо верхнего кольца. Второе компрессионное кольцо действует по типу скребка, помогая маслосъемному кольцу не допустить попадания излишков масла в камеру сгорания и возникновение детонации.
 С 60-х годов получили большое распространение второе компрессионные кольца «без зазора». Стали изготавливаться кольца без видимого зазора для газов. При использовании таких колец сокращалось время обкатки. Также для успешного функционирования форсированных моторов важны маслосъемные кольца, в частности при использовании низко-октанового топлива.
С 60-х годов получили большое распространение второе компрессионные кольца «без зазора». Стали изготавливаться кольца без видимого зазора для газов. При использовании таких колец сокращалось время обкатки. Также для успешного функционирования форсированных моторов важны маслосъемные кольца, в частности при использовании низко-октанового топлива.
Видео.
Рекомендую прочитать:
autoepoch.ru
Поршневые кольца
При конструировании двигателя внутреннего сгорания инженеры неизменно сталкиваются с одной и той же проблемой - дно поршня и цилиндр не могут быть одного и того же диаметра. При этом масло не должно проникать в камеру сгорания. Массивный поршень заклинит в цилиндре, даже если он будет чуть меньше диаметром, а вот узкое гибкое кольцо, снабженное подвижным замком - нет. Применение колец оказалось идеальным компромиссом.
Типы поршневых колец
Поршневые кольца бывают двух типов – компрессионные и маслосъемные.
Компрессионные кольца служат для создания давления в камере сгорания.
Конструкция двигателя предусматривает небольшой зазор между стенками цилиндра и поршнем. Зазор не позволяет создать в камере сгорания необходимое давление, так как расширяющиеся газы неизбежно просачивались бы в картер двигателя. Эта задача была решена при помощи компрессионных колец. Это стальные тонкие кольца с разрезом. Разрез называют замком, потому что он позволяет упругому кольцу сжиматься и разжиматься в строго определенных пределах, не давая, в то же время, сорваться с поршня. Чтобы кольца могли беспрепятственно сжиматься, на внешней поверхности корпуса цилиндра вытачивают кольцевые пазы - канавки.
Кольца сделаны из упругой стали. По сути, кольцо - разновидность пружины. Они находятся в поджатом состоянии и за счет этого плотно прилегают к стенкам цилиндра. По мере стачивания колец в процессе эксплуатации плотность прилегания не падает, по крайней мере, до тех пор, пока износ не достиг критической точки.
 Поршень и поршневые кольца
Поршень и поршневые кольца Особенности расположения поршневых колец на корпусе поршня
На большинстве поршней современных двигателей устанавливается по три кольца. Два верхних кольца компрессионные, нижнее - маслосъемное.
Компрессионные кольца, даже при условии, что два кольца расположены одно над другим, не могут полностью устранить прорыв газов из камеры сгорания.
Проблему прорыва производители пытаются решить разными способами. Так, например, при монтаже колец в заводских условиях кольца располагают так, чтобы замки не находились друг над другом. Лучше всего разводить их на 180 градусов, чтобы они "смотрели" в разные стороны. Кстати, это условие необходимо соблюдать и при капитальном ремонте двигателя.
Прогрев помогает продлить срок эксплуатации любого двигателя, что бы ни заявлял на этот счет производитель. Кольца продолжают тереться о стенки цилиндров - такова конструкция ДВС
В период обкатки двигателя кольца притираются к зеркалу цилиндров, и зазоры практически исчезают. Этим в немалой степени объясняется существование режима обкатки двигателя. Если производитель предписывает такой режим в сервисной книге, его следует соблюдать Чем ответственней владелец подойдет к обкатке двигателя, тем надежней «лягут» кольца на зеркало цилиндров, и тем дольше будет служить мотор.
Маслосъемные кольца выполняют более простую функцию - снимают излишки масла, попадающие на стенки цилиндра снизу. В нижней части двигателя - картере, стоит настоящий масляный туман, который возникает при вращении коленвала. Рассеянное в воздухе масло смазывает стенки цилиндра, позволяя поршням беспрепятственно скользить вверх и вниз, но допустить его попадание в камеру сгорания нельзя. Под воздействием температуры оно немедленно частично сгорит, частично закоксуется, то есть осядет в виде плотного нагара на клапанах, стенках цилиндра, поверхности поршня, словом везде. Если такое происходит, двигатель выходит из строя очень быстро. Кстати, выражение "кольца залегли" имеет к закоксовыванию прямое отношение. Масло просачивается между стенкой цилиндра и изношенным маслосъемным кольцом, масло сгорает, а несгоревший остаток облепляет компрессионные кольца, которые в итоге перестают разжиматься и остаются в сжатом состоянии.
Эксплуатация поршневых колец
В процессе работы в цилиндре все кольца со временем теряют упругость. Этот процесс происходит неравномерно по окружности, и начинается в районе замка. В месте расположения замка (в зазоре) постепенно ухудшается контакт со стенкой цилиндра, и происходит перегрев. Кроме того, кольца подвержены повышенному износу при раскручивании до высоких оборотах непрогретого двигателя.
У компрессионных колец форма замка может быть ступенчатой, косой или прямоугольной. Чаще всего встречаются кольца с прямоугольным разрезом. Такие кольца обходятся производителю недорого, но они обладают самыми плохими уплотняющими свойствами.
Материалы для производства поршневых колец
Самый распространенный материал для изготовления поршневых колец высокопрочный серый чугун.
Кольца из чугуна сохраняют упругость и прочность в период всего срока службы. Этот материал показал себя с самой лучшей стороны в условиях повышенного трения – кольца из чугуна долго не стираются. За счет прочности материала кольца хорошо и равномерно прирабатываются, и плотно прилегают к зеркалу цилиндра.
При кажущейся простоте формы поршневого кольца процесс его производства сопряжен с рядом трудностей
Для увеличения термостойкости колец из серого чугуна в него добавляются легирующие добавки: никель, хром и тому подобные вещества.
Технология изготовления поршневых колец
При кажущейся простоте формы поршневого кольца процесс его производства сопряжен с рядом трудностей.
Они связаны, прежде всего, с повышенными требованиями к точности размеров и с самой формой кольца. К тому же в них делается разрез, что усложняет технологию производства.
Важно выдерживать такой параметр, как шероховатость наружной поверхности, в пределах 2,5 мкм. Имея такую шероховатую поверхность, кольцо быстрее прирабатывается к стенке цилиндра (зеркалу). Если отшлифовать наружную поверхность, притирка будет долгой, и обкатывать двигатель придется на протяжении десятка тысяч километров.
При изготовлении поршневых колец не допускаются трещины и прочие дефекты на их поверхности.
В процессе изготовления поршневых колец важно сделать их идеально ровными, чтобы давление по краям поршня распределялось одинаково.
Чугунные кольца отливают в формах, затем металл закаляют, "отпускают" и вырезают замок. После остывания отливки на поверхность напыляют износостойкий материал, кольцо подвергают шлифовке для окончательного придания нужной формы.
На рабочую поверхность маслосъемных колец наносится слой пористого хрома или молибдена для увеличения износостойкости и обеспечения защиты от коррозии.
blamper.ru
Поршневое кольцо. Комплект поршневых колец двигателя :: SYL.ru
В поршневой группе есть небольшая, но важная деталь. Это поршневое кольцо. Кольца незамкнуты, имеют небольшой зазор, который составляет лишь несколько сотых миллиметра. Детали посажены на канавки. Последние сделаны на внешней поверхности поршня. Наша статья расскажет вам о важности этих элементов, а также об их обслуживании.
Виды
Поршневые кольца двигателя по своему предназначению разделяются на несколько видов. Различают компрессионные, а также маслосъемные. Компрессионные не позволяют газам прорваться из камеры сгорания в картер двигателя. Размеры кольца снаружи немного больше, чем цилиндра, поэтому частично оно вырезано. Данный вырез называют замком.
Такие кольца призваны воспрепятствовать попаданию масла в камеры сгорания. Они снимают лишнее со стенок цилиндров. Эти кольца монтируются немного ниже, чем компрессионные. Данные детали имеют сквозные прорези.
Задачи, которые выполняют кольца
Для того чтобы энергия от сгорания топлива использовалась максимально эффективно, нужно придать системе герметичность. Так как характеристики поршня и гильзы могут меняться, между данными деталями уменьшается зазор. Это может привести к клину мотора. Производители зазор увеличили, а между этими деталями установили дополнительный уплотнитель – поршневое кольцо.
Уплотнитель, или кольцо, позволяет обеспечить эффективную герметичность камер, где сгорает горючая смесь. Далее, благодаря этим изделиям, от цилиндров и поршней отводится излишнее тепло. Уплотнители оптимизируют смазку поршневой группы.
Из чего их изготавливают?
Среди первых материалов, которые стали применять для производства колец, были сплавы ковкого чугуна. Именно этот материал показал свою высокую эффективность. Чугун отлично сочетался с теми материалами, которые применялись в изготовлении блоков цилиндра. Структура такого сплава, которая имела поры, позволяла материалу лучше удерживать смазочную жидкость, а износ при этом значительно уменьшался. Сегодня широко применяют другой чугунный сплав. Это пластичный вид. Его достоинство – качество, которое намного выше, к тому же он подвержен упругой деформации, что позволяет с легкостью устанавливать поршневое кольцо.
Но требования к данным деталям растут постоянно. Поэтому инженеры нашли более подходящие для материалы. Одна из первых модификаций – хромирование ковкого чугуна. Хром в таком случае применялся не привычный, а специальный, твердый. Эти изделия впервые были опробованы в самолетных моторах.
Также материалом для изготовления колец послужила нержавеющая сталь. Она является следующим этапом после хромирования чугуна. В составе сплава также присутствует хром, поэтому здесь можно наблюдать аналогичные свойства.
Чтобы увеличить срок службы этих деталей, инженеры решили создавать их из молибдена. Такой материал позволил увеличить износостойкость.
Симптомы износа поршневых колец
К сожалению, в этом мире ничто не вечно. И замена поршневых колец рано или поздно обязательно потребуется. Но именно благодаря своевременной замене можно увеличить ресурс двигателя внутреннего сгорания. Хотя в большинстве случаев, а особенно у начинающих автолюбителей, получается так, что замене подлежат не только эти расходные материалы. Давайте рассмотрим основные симптомы, по которым можно понять, что пора менять поршневые кольца.
Если у вашего мотора упала мощность, то в большинстве случаев это одна из причин, по которой владельцы авто приходят к мысли о необходимости замены этих самых колец. Мощность зависит от того, в каком состоянии находятся данные детали, а также от общего состояния группы. Если снизилась тяга, то первое подозрение - кольца.
Если вы заметили, что ваша машина стала потреблять больше масла, то, скорее всего, это свидетельствует о порядком изношенных маслосъемных кольцах. Если зазор поршневых колец выше положенного, масло не успевает сниматься. Результат – просачивание смазки в цилиндры, где часть ее сгорает, а другая улетает в трубу. Не всегда, конечно, мотор увеличивает аппетиты, однако проверить состояние этих деталей лишний раз стоит.
Кроме того, машина может начать потреблять и больше топлива. Если кольца свое отработали, то падает мощность. Следовательно, водитель будет нажимать педаль газа практически в пол. В результате свечи, которые залились топливом, станут причиной троения двигателя.
Если вы увидели что-то подобное, не пугайтесь. Нужно просто заменить расходные материалы. Цена поршневых колец невелика и составляет для самых ходовых моделей автомобилей порядка 1000-1500 рублей.
Не одной заменой…
Можно восстановить работу поршневых колец. В процессе работы двигателя может образовываться так называемый нагар, или же, по-другому, кокс. Он образуется в камерах сгорания. Так или иначе, но начинают появляться описанные выше симптомы. Что делать и как обойтись без сложного вмешательства?
Нагар скапливается не только в камерах сгорания, но и под кольцами. Лишь из-за этих образований подвижность колец блокируется. Теряется герметичность, в результате нарушается работа двигателя.
Раскоксовка поршневых колец
Суть этого подхода в том, чтобы снять нагар. Для этого можно воспользоваться различными химическими средствами. Их на радость автолюбителям очень много на авторынках. Максимально эффективная технология - это непосредственная заливка препарата в цилиндры через отверстия свечей.
Есть еще одна технология, правда, не такая эффективная. Можно добавить химическое средство очистки в топливо либо в масло.
Первый способ опробовали множество опытных автолюбителей. Давайте его рассмотрим. Для того чтобы выполнить такую несложную процедуру, понадобится выкрутить свечи, затем поставить поршни в одинаковое среднее положение. Далее необходимо залить средство в отверстия свечей. Лить нужно по 25 мл в каждый цилиндр примерно на 15 минут. Однако просто залить и отойти по своим делам не получится. Раскоксовка поршневых колец требует непосредственного участия автолюбителя. Чтобы помочь средству дойти до колец, нужно поворачивать колесо автомобиля вправо и влево. Достаточно пошевелить его лишь несколько раз.
Далее нужно снять высоковольтные провода с крышки трамблера и зафиксировать его. Это необходимо сделать для того, чтобы не пробились элементы зажигания или еще что-нибудь такое, когда двигатель будет крутиться стартером. Теперь нужно покрутить двигатель при помощи стартера в течении нескольких секунд. Так из цилиндров выйдет все лишнее. На завершающем этапе нужно все собрать, завести мотор и дать ему поработать несколько минут.
Замена поршневых колец
Если терапевтические процедуры не помогли, тогда определенно кольца надо менять. Для этого нужны прокладки блока и картрера, оправки для обжатия, а также динамометрический ключ.
Подготовка к замене
После того как вы сняли ГБЦ, поддон и масляный насос, нужно демонтировать крышки шатунов и их вкладыши. Далее, при помощи легких постукиваний молоточком, следует выпрессовать поршень. Затем производим очистку цилиндра.

Не лишним будет проверить износ цилиндра. Для этого можно опустить кольцо в цилиндр на 5 мм и проверить зазоры. Затем проделать то же самое, но на глубину уже 10 мм. Для расчета износа из второго размера нужно вычесть первый, а затем результат разделить на число пи. Если получилось меньше 0,15 мм, тогда можно менять кольца.
Заменяем кольца
Здесь необходимо запомнить один нюанс, прежде чем менять кольца поршневые. Размеры их должны соответствовать вашему мотору. Здесь зазоры должны составлять для первого кольца от 0,3 до 0,45 мм, для второго - 0,25-0,4 мм. Если у вас так, то все в порядке.
Прежде чем устанавливать их, многие советуют очистить канавки на поршне от нагара. Когда будете ставить поршень в цилиндр, нужно разогнать стыки. Далее следует произвести очистку блока от прокладки и скопившегося там нагара. Эти части на стыках нужно хорошо смазать, а затем собрать все назад. Вот и все, поршневое кольцо установлено.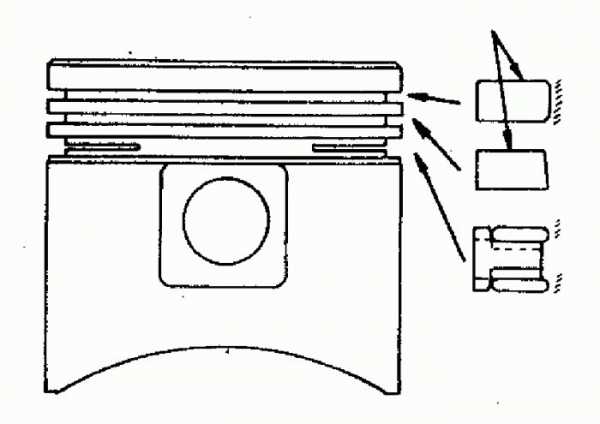
Опытные автовладельцы после такого "хирургического вмешательства" советуют производить обкатку, как на новом моторе.
Выбор колец на автомобили "АвтоВАЗ"
Сегодня рынок автозапчастей наполнен множеством самых различных деталей. Вроде бы проблемы с дефицитом решены, однако не все так просто. И сейчас порой трудно подобрать необходимые запчасти, такие как вкладыши шатунов, детали поршневой группы, кольца поршневые (ВАЗ 2110-2113 в том числе).
Сегодня ВАЗ предлагает три варианта таких запчастей. Это кольца размерами 76, 79, 82 мм. Материал, который используют для производства - преимущественно серый чугун. Он обладает высокой износостойкостью и повышенным ресурсом эксплуатации. Качество продукции постоянно контролируют, поэтому на подделку нарваться просто невозможно.
В качестве заключения
Как можно выяснить из этой статьи, при многих признаках неисправности, которые, казалось бы, указывают на более серьезные поломки, стоит посмотреть на состояние колец. Возможно, все обойдется недорого и пройдет быстро. Конечно, если спохватиться вовремя.
www.syl.ru
Вопрос по установке поршневых колец - Двигатель
Покрытие колец для конкретных моделей двигателей тщательно увязывают с материалом самого цилиндра. Поэтому при ремонте нельзя произвольно заменять кольца с покрытиями разного типа - иногда это может привести к отрицательному результату.
На поршневые кольца в автомобильном двигателе возложены три основные задачи.
1. Газовое уплотнение камеры сгорания, то есть сведение к минимуму проникновения газов из цилиндра в картер и обратно.
2. Отвод теплоты от нагретого горячими газами поршня в более холодную стенку цилиндра, которая охлаждается жидкостью или потоком воздуха. Плохая теплопередача ведет к перегреву поршня, задирам, прогарам и заклиниванию его в цилиндре.
3. Управление смазыванием сопрягаемых деталей. Его цель в том, чтобы кольца, поршни и цилиндры не испытывали масляного голодания, но поступление масла из картера в камеру сгорания при этом должно быть если не исключено, то, по крайней мере, сильно ограничено.
Все эти функции выполняет комплект из трех поршневых колец: верхнего компрессионного, среднего компрессионно-маслосъемного и нижнего маслосъемного. При этом важно, чтобы кольца полноценно работали при любом скоростном и нагрузочном режиме двигателя. А условия у них очень нелегкие: тут и переменные силы давления и трения, и большие тепловые потоки, и действие агрессивных химических соединений.
Верхние компрессионные кольца
Особенно тяжело при работе двигателя приходится верхнему компрессионному кольцу. Именно оно воспринимает основную часть давления газа, достигающего при сгорании 5,5-6,0 МПа (в дизелях - до 15 МПа). Высока и температура верхнего кольца (200-250°С), поскольку оно передает от поршня к стенке цилиндра до двух третей той теплоты, что поступает в поршень при сгорании топлива.
И еще. Вблизи верхней мертвой точки (ВМТ) это кольцо неизбежно испытывает недостаток смазки. Когда давление в цилиндре возрастает, то увеличивается и прижатие кольца к стенке цилиндра. Но по мере приближения к ВМТ уменьшается скорость скольжения кольца по стенке цилиндра, поэтому пленка масла между кольцом и цилиндром легче продавливается, а при остановке кольца и вовсе разрывается. Возникает режим полусухого трения, вызывающий ускоренный износ трущихся деталей. Именно поэтому у двигателей с большим пробегом эта зона цилиндра оказывается наиболее изношенной.
Специфика работы верхнего кольца определяет его конструктивные отличия. Чтобы противостоять большим температурным и силовым воздействиям, применяют специальные материалы, чаще всего - легированный никелем, хромом и молибденом высокопрочный чугун с шаровидным графитом. В отличие от обычных серых чугунов он обладает всеми свойствами стали. Его предел прочности 1100-1300 МПа соответствует уровню конструкционной стали, и он не хрупок, то есть при высоких нагрузках пластически деформируется без поломки. Это очень важно в нештатных условиях, когда кольца испытывают пиковые ударные нагрузки (детонация у бензиновых двигателей или «жесткое» сгорание у дизелей).
Высокопрочный чугун превосходит многие марки стали по износостойкости, поскольку содержит во много раз больше углерода. Чтобы добиться тех же противоизносных свойств у стали, ее надо легировать большим количеством хрома, при этом изделия получаются заметно дороже чугунных. Применяются они редко, обычно в наиболее форсированных двигателях.
С ростом форсирования, тепловых и силовых нагрузок, а также с уменьшением высоты колец, что характерно для современных двигателей, стальные кольца используются все более широко, и эта тенденция в будущем сохранится.
Однако какое кольцо ни ставить в верхнюю канавку - стальное или чугунное - оно хорошо ведет себя только в канавке поршня в паре с алюминиевым сплавом. Сочетание же с чугунным цилиндром, напротив, оказывается неудачным. Если не применять особых мер, то в современных высокооборотных двигателях ресурс таких колец был бы всего несколько тысяч километров, да и цилиндр получил бы износ не меньше, чем кольцо.
Чтобы избежать этого, на верхние кольца наносят износостойкие покрытия. Больше всего распространено электролитическое хромирование - покрытие слоем твердого хрома толщиной 0,1-0,15 мм. Реже встречаются молибденированные кольца; такое покрытие дороже, хотя молибден превосходит хром по износостойкости и имеет лучшие противозадирные свойства, особенно при первоначальной приработке. Молибденированные верхние кольца чаще применяются на дизелях, но у некоторых видных фирм есть такая традиция и для бензиновых моторов. Существуют также кольца с твердыми покрытиями, наносимыми плазменным напылением, но они пока не получили широкого распространения из-за высокой стоимости.
Покрытие колец для конкретных моделей двигателей тщательно увязывают с материалом самого цилиндра. Поэтому при ремонте нельзя произвольно заменять кольца с покрытиями разного типа - иногда это может привести к отрицательному результату.
Чтобы повысить износостойкость колец и цилиндров, особенно в период приработки, верхним кольцам придают специальный бочкообразный профиль наружной поверхности. Смысл в том, чтобы сразу приблизиться к форме уже приработавшейся детали, что многократно сокращает период обкатки, а также уменьшается опасность задиров и прижогов.
Симметричная «бочка» на верхнем кольце применялась в течение многих лет всеми известными производителями поршневых колец. Она пришла на смену верхним кольцам прямого профиля. Дальнейшим совершенствованием идеи стала несимметричная «бочка» - она практически полностью соответствует форме детали «со стажем». При установке в изношенные цилиндры такие кольца не вызывают их ускоренного износа, что всегда было препятствием к использованию колец прямого профиля.
«Бочка» получается несимметричной после специальной обработки наружной поверхности или, чаще, при помощи фаски на верхней части внутренней поверхности кольца. Тогда в сжатом состоянии кольцо закручивается и наружная поверхность приобретает необходимую форму. Несимметричность «бочки» выдвигает определенные требования к установке кольца на поршень. Чтобы не перепутать верх и низ кольца (ошибка обернется ускоренным износом узла), на верхней торцевой поверхности кольца у замка ставят метку. У колец американских фирм это обычно небольшая сферическая лунка, а европейские производители предпочитают буквы «ТОР» (верх).
Очень важны и многие механические характеристики верхнего кольца - упругость, прилегание к цилиндру, характер распределения (эпюра) давления на стенку цилиндра, а также приспособляемость, то есть способность принимать форму цилиндра при ее отклонении от идеальной.
Упругость кольца характеризуется силой, необходимой для сжатия замка. Чем она больше, тем лучше уплотняющие свойства кольца и его приспособляемость, быстрее приработка. С другой стороны, при этом возрастают износы цилиндра, канавки поршня и самого кольца, увеличиваются потери мощности на трение в двигателе. Но сильно уменьшать упругость нельзя - могут не только нарушиться уплотняющие свойства кольца, но и появится опасность нежелательных колебаний - «флаттера» кольца. Поэтому конструкторы ищут здесь приемлемый компромисс.
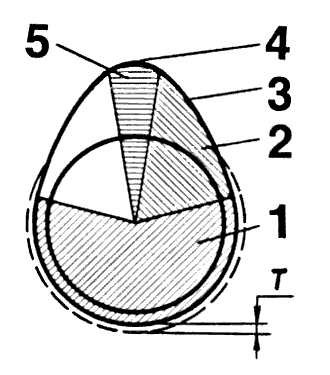
Из сказанного ясно, что работоспособность и ресурс верхнего кольца определяются многими аспектами, но по значению на первый план следует поставить эпюру давления на стенки цилиндра. Рассмотрим это более подробно.
При установке кольца в идеально круглый цилиндр никаких просветов в их сопряжении быть не может. Это значит, что в каждой точке окружности кольцо давит на стенку цилиндра с какой-то определенной силой. По мере износа кольца эта сила уменьшается прежде всего у замка, причем тем скорее, чем выше давление газов в цилиндре. Приходит время, когда между наружной поверхностью кольца вблизи замка и стенкой цилиндра появляются просветы, из-за чего резко возрастает прорыв газов в картер, падает компрессия, ухудшается теплопередача от поршня.
Увеличить срок работы до этого момента можно, если у нового кольца вблизи замка обеспечить повышенное давление на стенку цилиндра. Так и делают. Соответственно эпюра давления приобретает характерную грушевидную или каплевидную форму, когда максимальное давление у замка в 1,4-1,6 раза выше, чем в среднем по окружности. Но изготовить такое кольцо сложно, поскольку в свободном состоянии оно должно быть некруглым с переменным радиусом. Здесь не обойтись без специальных технологий и дорогостоящего оборудования, что под силу только специализированным производствам.
Современные двигатели имеют явную тенденцию к уменьшению высоты верхнего компрессионного кольца. Если к концу 70-х - началу 80-х годов у бензиновых двигателей эта высота чаще всего составляла 1,75-2,0 мм, то десятилетием позже - 1,2-1,5 мм, а у некоторых моторов достигла 1,0 мм. Это не прихоть конструкторов: кольца меньшей высоты позволяют существенно снизить потери мощности на трение, имеют увеличенный ресурс на больших оборотах, а также менее склонны к прижогам и задирам, особенно при обкатке (для справки: у двигателей ВАЗ высота верхнего кольца составляет 1,5 мм, а у «волговских» и «москвичевских» моторов - 2,0 мм).
У дизелей для легковых автомобилей картина другая. Давление в цилиндре при сгорании здесь гораздо больше, поэтому требуются верхние кольца увеличенной высоты. В среднем она составляет 2,0 мм, но достаточно распространены и размеры 2,5-3,0 мм, особенно у дизелей с непосредственным впрыском и наддувом. В моторах малого объема встречаются кольца высотой 1,75 мм и даже 1,5 мм. Нередко у дизелей верхние кольца имеют не прямоугольный, а трапецеидальный профиль с одной или двумя коническими торцевыми поверхностями (углы конусов 6°, 7°, 10° или 14°). Такой профиль делает кольцо менее склонным к закоксовыванию в канавке поршня и менее подверженным износу при высоких давлениях, но более дорогим в производстве.
Высота кольца выдерживается при изготовлении с большой точностью (до 0,01 мм), иначе невозможно обеспечить требуемый зазор в канавке поршня. Для верхних колец он составляет в среднем 0,05-0,07 мм, для других - на 0,02-0,03 мм меньше. Очень важно также, чтобы торцевые поверхности были гладкими (шероховатость не более 0,63 мкм).
Средние компрессионно-маслосъемные кольца
Средние кольца двигателей работают в гораздо менее тяжелых условиях по давлению, температуре и смазке, поэтому они обычно не требуют специальных высокопрочных материалов. Чаще всего для средних колец используют серый легированный чугун с пластинчатым графитом. Серые чугуны, в отличие от высокопрочных, довольно хрупкие, но обладают высокой износостойкостью и без специальных покрытий (хотя покрытия средних колец тоже не редкость).
Помимо компрессионных функций средние кольца участвуют и в управлении смазкой. Так, при ходе поршня вниз кольцо должно снимать масло со стенок цилиндра, но пропускать его при ходе вверх, чтобы не собирать масло в камеру сгорания. Для этого наружную поверхность среднего кольца делают конической. Угол наклона образующей чаще всего лежит в пределах 0°60'-0°80', из-за чего такие кольца называют «минутными».
Наклон получают либо непосредственно механической обработкой, либо закручиванием прямого кольца с фаской на верхней части его внутренней поверхности. Широко распространенные в прошлые годы «скребковые» средние кольца сейчас применяются реже. При тенденции к уменьшению высоты колец скребок трудно компонуется на тонкой детали и ослабляет ее сечение.
В отличие от бензиновых двигателей прошлых лет, имевших средние кольца высотой 2,0-2,5 мм, сейчас высота этих колец обычно лежит в пределах 1,5-1,75 мм. У дизелей она сохранилась на уровне 2,0-2,5 мм, причем средние кольца иногда получаются тоньше верхних. Сечение их обычно прямоугольное.
Средние кольца часто имеют увеличенную, по сравнению с верхними, радиальную ширину и упругость. Требования к эпюре давления на стенку цилиндра здесь менее строгие, поскольку давление и трение меньше. Но повышенное давление у замка, как правило, сохраняется, поэтому в наиболее форсированных двигателях, включая дизели, все-таки приходится применять хромовое или, реже, молибденовое покрытие. Иногда такая необходимость диктуется специфичным материалом гильзы цилиндра. Обо всем этом следует помнить при ремонте, особенно, если появилась идея применения более дешевых колец. Кстати, при сборке важно не перепутать верх и низ среднего кольца, иначе можно получить увеличенный в несколько раз расход масла.
Нижние маслосъемные кольца
Название «маслосъемное» говорит само за себя. Основное назначение нижнего кольца - снятие масла с поверхности цилиндра и сбрасывание его в картер через отверстия или пазы в канавке поршня. Специфика этой задачи подразумевает существенные конструктивные отличия нижнего кольца от тех, что расположены над ним.
Главные требования к маслосъемному кольцу - хорошая приспособляемость к стенкам цилиндра и высокое давление на них, без чего нельзя добиться эффективного снятия масла. После долгого пути развития признание получили два технических исполнения: коробчатое с эспандерной пружиной и наборное, состоящее из двух дисков и двухфункционального расширителя. Коробчатое кольцо получается скорее маслоуправляющим, в то время как наборное - чисто маслосъемное. Разница в терминологии отражает особенности действия. Коробчатое кольцо дает несколько больший расход масла, но одновременно лучшую смазку цилиндра, поршня и компрессионных колец. У наборного кольца диски не имеют жесткой связи, а двухфункциональный расширитель удерживает их на определенном расстоянии и прижимает к цилиндру. При толщине 0,5-0,7 мм диски очень хорошо приспосабливаются к поверхности цилиндра и снимают с нее масло практически полностью. В некоторых случаях, например, при высоких нагрузках (дизели, двигатели с наддувом), это достоинство наборных колец может превратиться в недостаток - ухудшится смазка узла, появится опасность задиров. Поэтому при ремонте высокофорсированных моторов лучше не рисковать и использовать только те кольца, которые рекомендованы изготовителем двигателя.
Приверженность фирм-производителей к маслосъемным кольцам того или иного типа нередко идет от традиции. Так, американские и японские фирмы на бензиновых двигателях почти всегда применяют наборные кольца, а европейские фирмы, напротив, чаще используют коробчатые. При прочих равных условиях оба типа колец обеспечивают примерно одинаковый рабочий ресурс, хотя процесс идет не совсем одинаково. Он довольно обычен: с уменьшением высоты гребешков увеличивается зазор в замке, а это приводит к резкому возрастанию расхода масла. У наборного кольца зазор в замках дисков меньше влияет на расход масла, поскольку замки обычно располагаются в разных местах по окружности поршня. Но по мере износа дисков упругость расширителя быстро падает и расход масла увеличивается из-за снижения давления дисков на поверхность цилиндра.
Двигатели прошлых лет имели весьма высокие маслосъемные кольца (примерно 4,0-5,0 мм). С 80-х, а особенно с начала 90-х годов высота стала уменьшаться - до 3,0-3,5 мм, а затем до 2,5-2,8 мм и даже до 2,0 мм у некоторых последних моторов (для сравнения: у двигателей ВАЗ и ГАЗ высота колец равна соответственно 4,0 и 5,0 мм). Вместе с уменьшением высоты компрессионных колец это позволяет снизить массу поршней.
Коробчатые маслосъемные кольца чаще всего изготавливают из серого легированного чугуна. Хотя этот материал хорошо работает в паре с чугунной гильзой, здесь нередко применяют хромовое покрытие. Хромируют или только рабочие гребешки кольца, или всю наружную поверхность. Нередко покрытие распространяют и на канавку, чтобы уменьшить трение пружины и улучшить равномерность давления кольца на стенку цилиндра. С этой же целью пружины иногда шлифуют, хромируют и полируют, а также делают с переменным шагом.
Диски наборных колец изготавливаются из углеродистой стали. Наружную поверхность диска хромируют и делают полукруглой для улучшения приработки. Материалом двухфункциональных расширителей чаще всего служит нержавеющая стальная лента, хотя встречается и углеродистая сталь. При сборке некоторые конструкции наборных колец требуют внимания - надо следить, чтобы концы расширителя не встали внахлест, иначе диски не будут давить на стенку цилиндра и кольцо не будет снимать масло.
Что еще полезно знать
Есть целый ряд типичных ошибок, которые встречаются в ремонтной практике при работе с поршневыми кольцами.
Некоторые механики стремятся сделать зазоры в замках колец минимальными (меньше 0,2 мм), что нередко приводит к задирам колец и цилиндров. Это не удивительно: при нагреве кольца зазор в замке уменьшается, и если он недостаточен, то кольцу ничего не останется, как врезаться в стенку цилиндра.
Замена колец на поршнях с разношенными канавками или при износе цилиндров более чем 0,05-0,07 мм обычно неэффективна, она ведет к заметному возрастанию расхода масла уже через 5-10 тыс. км пробега. Еще хуже, когда в цилиндр стандартного размера устанавливают кольца ремонтной размерности с припиленным замком. Из-за деформации эпюры давления кольца на стенку и появления просветов неприятности появятся довольно скоро, через несколько тысяч километров пробега.
А самую серьезную ошибку допускают те, кто меняет кольца вместе с поршнями без восстановления изношенных цилиндров. Новые поршни могут иметь какие-то размерные отклонения, в результате чего верхнее кольцо способно упереться в канавку, образовавшуюся на поверхности изношенного цилиндра возле ВМТ. В такой ситуации новые детали вряд ли выдержат и тысячу километров, если вообще не сломаются сразу.
Иногда неудачи в ремонте связаны с низким качеством самих колец. При нынешнем изобилии товарных запчастей этот вопрос требует самого серьезного внимания.
Сложность технических проблем, связанных с изготовлением поршневых колец, предполагает существование специализированных производств с точным и дорогостоящим оборудованием, с тщательным контролем качества на каждой операции (при отлаженной технологии их набирается около сотни). Из-за этого за рубежом производители автомобилей не берутся за самостоятельное изготовление колец, а заказывают их специализированным фирмам - там и опыта достаточно, и качество гарантировано. Многие из мировых производителей колец уже известны и у нас, в том числе своими кольцами для наших автомобилей. В первую очередь следует отметить одну из самых старейших и наиболее крупных производителей - немецкую фирму Goetze, известную своими достижениями в области технологий и изготовления поршневых колец для двигателей всех типов, одного из основных поставщиков массового производства автомобилей. Нельзя обойти вни- манием и другие широко известные фирмы и торговые марки, такие, как немецкие Schottle Motorenteile (SM), Kolbenschmidt (KS), Mahle, TRW, английский концерн AE Engine Parts, французскую фирму Perfect Circle, американские Sealed Power, Federal Mogul, Hastings, Grant, японские Riken, Nippon Piston Ring, бразильскую Cofap и другие. Все они производят огромную номенклатуру колец стандартных и ремонтных размеров для автомобилей практически всех марок и моделей. Большинство из них не только продают кольца в запчасти, но и являются поставщиками серийного производства.
На нашем рынке можно найти кольца на многие иностранные машины - как распространенных моделей, так и не очень. Цена комплекта колец на двигатель иномарки сильно колеблется в зависимости от многих обстоятельств. В среднем она лежит в пределах от 30-50 долл. для 4-цилиндровых двигателей прошлых лет выпуска, до 150-180 долл. для новейших моторов. «Оригинальные» кольца в упаковке производителя автомобиля обычно стоят дороже, чем те же самые изделия непосредственно от изготовителя колец.
При покупке поршневых колец для иномарок иногда полезно сопоставить марку автомобиля с производителем детали. Например, американские фирмы выпускают кольца как для американских автомобилей, так для европейских и японских. Немецкие фирмы обычно ограничивают свою номенклатуру европейскими и японскими автомобилями, а иногда и только европейскими (некоторые фирмы имеют отделения в США, которые соответственно и работают только на американский рынок). Если ориентироваться на «родные» для конкретного двигателя кольца, то лучше выбирать те фирмы, которые являются вероятными поставщиками для серийного производства. С этой точки зрения покупка, например, американских колец на европейскую машину может быть менее удачной, чем, скажем, немецких. Тем не менее дать какие-либо конкретные рекомендации (в частности, указать, что кольца такой-то фирмы лучше, чем другой) практически невозможно. То же самое и с ценами: то, что дешевле у одних, может быть дороже у других, и наоборот.
Опасность приобретения плохого товара наиболее реальна при покупке колец для распространенных немецких автомобилей. Здесь встречаются подделки под наиболее известные фирмы - Goetze, Schottle, Kolbenschmidt и некоторые другие. Опытным глазом выявить их несложно, поскольку качество обработки, покрытие и надписи при ближайшем рассмотрении сильно отличаются от оригинала. Упаковка поддельных колец тоже, как правило, не соответствует оригиналу (в частности, отсутствует голограмма, которой многие фирмы стали защищать свою продукцию).
Сложнее обстоит дело с кольцами для отечественных машин (в прошлом году наш журнал уже касался этой темы). Качество отечественных изделий нередко вызывает сомнения, особенно, если проверять кольца «на просвет» в калибре. Иной раз складывается впечатление, что некоторые наши производители вообще ничего не ведают о контроле своей продукции. Словом, если экономить на кольцах, то после покупки дешевого комплекта (за 50-70 руб.) экономия вскоре может обернуться повторным ремонтом двигателя.
Вообще качество отечественных колец - вопрос особый. Сейчас их производством занимается довольно много предприятий. Отметим российские заводы в Мичуринске, Костроме, Ставрополе, Тольятти, Ижевске, Московской области, Лебединске, плюс производство в странах ближнего зарубежья - в Одессе и Запорожье (Украина), а также в Макинске (Казахстан). У каждого завода свои проблемы с сырьем, оборудованием, технологией, решаемые далеко не всегда успешно. Не везде есть хорошее оборудование: его цена достаточно высока и не всем по карману. Не все соблюдают технологии, особенно на последних операциях - притирка, снятие заусенцев и др. Но есть и общие для всех заводов проблемы.
Во-первых, это материал колец. Чугун, из которого делают заготовки, как правило, не соответствует по составу материалам иностранных фирм - в нем не хватает легирующих элементов (молибден и др.) из-за их высокой цены. Некоторые заводы перешли на стальные кольца, но качество лучше не стало, поскольку у этой технологии немало своих хитростей. Да и с качеством ленты для стальных колец тоже есть проблемы.
Во-вторых, недостаточный контроль качества. На него нужны деньги, и их не хватает. Итог убийственный: в готовой продукции некоторых заводов оказывается до 10% бракованных колец.
Ну и в-третьих - проблема особого свойства. Так уж повелось у нас, что в дело идет все, даже то, что уже ни на что не годится. На самом современном западном предприятии до 30% колец уходит в брак при последовательных операционных проверках, и никого это не пугает. У нас же бракованные кольца какими-то неведомыми путями обретают заводскую упаковку и тоже идут в продажу. Тем самым упомянутые выше 10% оборачиваются катастрофической цифрой. Поэтому вопрос о том, какие кольца лучше - «мичуринские» или, например, «ставропольские», звучит довольно наивно.
А ВАЗовское происхождение «вазовских» колец, продающихся на наших рынках, тоже не всегда надо считать фактом - нередко их делают даже не в России.
Из производителей колец для наших моторов в более далеком зарубежье стоит прежде всего отметить болгарский завод «Дружба». Работая на оборудовании немецкой фирмы Goetze, он выпускает вполне достойные кольца, по качеству почти не уступающие продукции своих знаменитых «родителей».
Вместе с тем надо заметить, что вообще с иностранными кольцами для наших машин ситуация сложная. Некоторые иностранные фирмы для вхождения на наш рынок снизили цены на кольца для российских моторов в два и более раза, чтобы приблизить их к ценам на аналогичные местные изделия. К сожалению, в ряде случаев это было сделано за счет применения более дешевых технологий и материалов. Известны случаи поставок некоторых колец или всего комплекта (при сохранении упаковки) из третьих стран, где головная фирма уже не вполне контролирует технологический процесс. Особенно это касается наиболее дешевых колец, цена которых может быть даже ниже, чем у наших.
Однако самые большие «сюрпризы» в ремонте двигателя связаны с подделками под тех или иных знаменитых производителей. Подделки иногда хорошо «замаскированы», имеют вполне добротную упаковку и отличить их от настоящих колец иной раз непросто. В то же время их качество (если таким словом вообще можно оценивать их потребительские свойства) может оказаться настолько низким, что двигатель выйдет из строя уже через несколько тысяч километров.
Подделывают, в основном, кольца наиболее известных фирм - чем больше колец выпускает или продает та или иная фирма, тем выше опасность купить подделку. Поэтому подделки колец фирм Goetze, Perfect Circle и Schottle не редкость. В то же время подделки под менее известные у нас торговые марки, например, АЕ, Mahle, Cofap, практически не встречаются.
Есть и более откровенные подделки. Так, широко известные индийские кольца для ВАЗовских моторов на деле являются подделкой под французскую фирму Perfect Circle - качество индийских колец даже внешне (включая упаковку) не выдерживает никакой критики, достаточно сравнить их с оригиналом. Например, настоящие кольца в отличие от поддельных имеют серо-черную коробку сравнительно большого размера со специальной голограммой (с 1998 г. цвет упаковки изменен на бело-красный), а кольца упакованы раздельно в специальных пакетах. Кроме того, в настоящем комплекте маслосъемные кольца - наборные (коробчатые кольца для вазовских моторов фирма не делает). Номер на упаковке поддельных колец также не совпадает с номером в каталоге фирмы. Так что отличить подделку не составит большого труда.
Подделки, как правило, дешевле. И чтобы снизить опасность до минимума, лучше ориентироваться на сравнительно более дорогие кольца. У дилеров соответствующих фирм-производителей их качество всегда гарантируется. Поэтому покупать кольца надежнее в специализированных магазинах, где есть соответствующие сертификаты на эту продукцию, а не на рынках, где в «фирменной» упаковке могут оказаться кольца сомнительного происхождения и такого же качества.
во чё нарыл
transalp-club.ru
Ззамена поршневых колец. О том, как подобрать кольца правильно, и грамотно произвести замену
В этой статье мы рассмотрим, в каких случаях может потребоваться обновление (замена) поршневых колец и поговорим о том, каким образом можно определить, когда мотору потребуется именно такой вид ремонт. Чтобы вывести окончательный вердикт и дать точные ответы на этот вопрос, и также на другой: можно ли обойдись ли при ремонте двигателя лишь заменой колечек, или же при его вскрытии могут быть обнаружены и более серьёзные проблемы, которые повлекут за собой куда более серьёзные «бабловливания»?
Итак, как показывает статистика, когда наступает время поменять лишь поршневые кольца, то довольно часто после вскрытия и снятия головки, из тени вылезают и иные болезни двигателя, которыми он «болел» от Вас в тайне. Итак, рассмотрим список симптомов – которые говорят о том, что необходимо заменять поршневые кольца: * Пожалуй, первым и главным симптомом является снижение мощности автомобиля, точнее его двигателя. Оно и чаще всего становится основной причиной, из-за которой хозяин автомобиля принимает решение поменять кольца, ибо мощность, которая выдаётся двигателем, непосредственно зависит от «здоровья» колец и в целом от состояния самой поршневой группы. Все эти узлы должны гарантировать необходимую степень компрессии, которая необходима для того, чтобы двигатель работал нормально. Так что не зря, когда снижается тяга двигателя, в поле зрения водителей чаще всего попадают именно поршневые кольца. * второй симптом, это увеличившийся расход масла. Данный симптом чаще всего идёт в качестве «бонуса» с первым, ибо изношенными маслосъёмными кольцами со стенок цилиндров не успевается убираться масло, и в результате этого оно попадает внутрь камеры сгорания, где часть сгорает, а часть улетает в выхлопную трубу. Не стоит также думать, что если наблюдается критичный повышенный расход масла, то в этом виноваты поршневые кольца, ибо причин, по которым двигатель может стать «маслоедом», довольно много, но это уже тема для другого разговора. * Этот симптом можно назвать не третий, а 2Б. Так как здесь не все так однозначно. Разъясним - в некоторых случаях, когда появляется расход масла именно из-за поршневых колец, как ни странно, но может и не быть потери компрессии, так как масло может стать на стенках цилиндров этаким «дополнительным уплотнителем». Лучше ехать в таких случаях на диагностику выхлопа, и там Вам вычислят, сколько процентов сгорает масло, и отсюда можно выяснить, в чём кроется причина. * Симптом третий. Увеличивается в след за расходом масла и расход горючего, так как при подсевших кольцах уровень компрессии падает, и, следовательно водитель сильнее начинает давить на газ, чтобы попытаться заставить двигатель нормально работать . В итоге, после таких попыток либо получаем свечи залитые бензином, из-за переобогащения топливно-воздушной смеси, либо в (дизелях) солярка в картере - она, из-за нехватки кислорода не успевает догорать в цилиндре, и в силу своей текучести, через изношенные поршневые колечки без труда попадет в поддон. По любому, двигатель при обоих этих раскладах, скорее всего, будет троить.
Далее вам следует определиться сразу, будете ли вы снимать мотор для выполнения работ, или произведете замену - оставив его на своём месте. Чтобы определиться с этим вопросом, мы рекомендуем на месте снять головку, дабы узнать о состоянии цилиндров, а точнее выработку или же выявить иные дефекты на стенках гильзы. Вероятно, когда то мотор Вы перегревали, и на стенках цилиндров, из-за появившихся задиров, поршневые кольца вышли из строя. В общем, удалите крышку ГБЦ, и станет ясно, снимать двигатель или нет. Кстати есть такие двигатели, которые пока не снимаются, их поддон не вскрыть. В это время может выясниться, что просто заменой колец не обойтись, возможно, потребуется также и расточка блока цилиндров, ибо при обнаруженной выработке, уже не помогут ни какие новые кольца. И в связи с этим следует задуматься о таком ходе развития событий, и о том, хватит ли у Вас денежных средств на новый поршневой комплект, оплату работы специалистов расточника и иные расходы. Так что, мы к тому, что, казалось бы, безобидная замена поршневых колец, может превратиться в полномасштабны кап ремонт мотора Вашего авто.
О замене поршневых колец
Итак, после того, как разобрались с симптоматикой и определились в том, что пора провести замену колец, вам необходимо будет сделать следующие действия:* шаг один, разумеется, начинается с покупки новых поршневых колечек, - тут стоит посмотреть на визуальную сторону - внешний вид упаковки и, конечно, самих колец. У хороших поршневых колец довольно привлекательный и монументальный внешний вид, они должны быть окрашены грамотно, безо всяких «косяков и ляпов». На них чётко должна соблюдаться маркировка с указанием вверх или вниз. Ну а сама же упаковка напоминает работу профессиональных дизайнеров, и такой товар будет, скорее всего, является качественным. Ну а если Вам попадётся по дешевке нечто непонятное в бумажной обёртке, что тут сказать...* шаг два, вскрываем головку блока цилиндров – думается, что и дурак сможет снять, главное, чтобы потом правильно поставить обратно на своё место.* третий шаг, оценить состояние головки и цилиндров – понять, нуждаются ли они в каком либо виде восстановления трещины на головке и т.д., расточке цилиндров, притирке клапанов, * четвёртый шаг, слить моторное масло, чтобы вскрыть поддон картера, * далее, удалить масляный насос, если при работе мешает, а заодно проверить и его состояние,* шестой шаг, нужно открутить крышки шатунов, после этого выталкиваем их вверх, и предварительно с верхушки цилиндра очистив нагар. Также не стоит путать местами крышки шатунов - каждая крышка к своему шатуну.* а теперь настала пора самого обновления поршневых колец. Для того чтобы без проблем и грамотно снять поршневые кольца или поставить, в специальных магазинах продаются специальные щипцы. Ну а если не имеются такие, то зовём на помощь обычную маленькую плоскую отвёрточку, и собственную аккуратность. В принципе, можно старые сточенные кольца и сломать, и при желании можно всё сделать аккуратно и быстро. Но все же, сломать хотя бы одно компрессионное кольцо можно, ибо на старых поршнях, в их канавках (под кольцами) образуется нагар, который и Вам не позволит затолкать в гильзу поршень с новыми колечками, если его предварительно не счистить. И в свою очередь, половинка старого компрессионного кольца идеальный инструмент, если его применять в этой роли при очистке канавок от нагара. * и последний шаг. Сама установка поршневых колец, которое дело тонкое. Как правило, маслосъёмные и средние компрессионные кольца сами по себе довольно хрупкие, так что следует быть внимательным при их установке, а что насчёт самого верхнего компрессионного, то оно очень прочное, и чтобы сломать его при инсталляции - надо быть конченным дебилом. Ещё кое-что - если вы приобрели поршневые кольца высокого качества, то в упаковке должен присутствовать регламент (инструкция и прочая «инфа») по их установке, где должен быть хорошо описан порядок их расположения и также указывается сторона, которой кольцо должно быть установлено (стоять) вниз или вверх.
Вот, к примеру, регламент по установке поршневых колечек от MAHLE - известного производителя поршневой продукции. Подобная рекомендация присутствует в каждой упаковке Махлевских поршневых колец этого производителя. Хот оригинал написан на корявом и битом русском, видать немцы, как и китайцы, с русскимне очень-то ладят. Так что, текст немного отредактирован.
Итак:* Перед тем, как сделать монтаж колец, кольцевые канавки должны быть обязательно тщательно очищены. И убедитесь в том, что не повреждены боковые поверхности канавок и радиусы на нижней поверхности (дне) канавок. Монтаж колец должен осуществляется с помощью специального цангового приспособления. * Итак, монтаж. Начинать его следует с нижнего кольца. Но необходимо, при этом, избегать чрезмерно больших усилий, ибо кольца запросто могут деформироваться, и в дальнейшем не будут в состоянии гарантировать безупречную компрессию. * Следует обратить внимание на обозначение TOP! При проведении монтажа колец с маркировкой TOP рекомендуется устанавливать их вверх, то есть в сторону днища поршня, той стороной, на которой расположена маркировка кольца. * Когда «монтажируются» кольца с эспандерной пружиной, то нужно расположить стык пружины, а точнее концы пружины с проволочной вставкой, со смещением на 180 градусов по отношению к стыку кольца. Когда у эспандерной пружины имеется тефлоновая рубашка, то следует убедиться в том, что она находится в зоне стыка кольца. * При монтаже трехсоставных колец из стальных ламелей требуется особенная тщательность. После того, как установлены пружины, следует ламели монтировать так, чтобы у стыков ламелей было направление в сторону отверстия под палец. Когда монтируется верхняя ламель, то следует удерживать концы пружины, для избежание перехлеста. Нужно проверить цветовую маркировку. И после этого надо произвести монтаж нижней ламели.* За поршнями с фиксаторами в канавках против проворачивания поршневых колец стоит следить, дело в том, что стыки колец должны размещаться на фиксирующих штифтах.* Далее, распределить стыки колец равномерно по окружности поршня после полной сборки. К примеру, под углом сто двадцать градусов на поршне о трёх кольцах.* Проверьте сразу же после монтажа боковых поверхностей на их «зазорность». Допустимы значения зазора до 0.100 мм. Ну а если значение зазора больше, чем эта величина, то без замены поршней не обойтись. * Об износе. Учитывается и допускается некоторый износ рабочей поверхности цилиндров при монтаже колец. У него эта величина не должна превышать допустимое значение 0.100 мм - в зависимости от диаметра цилиндра. Необходимо заменить гильзу на новую, при обнаружении большого износа, или же расточить под размер ремонтного поршня соответствующего размера.* Не допускается использование хромированных поршневых колец в цилиндрах о хромированной рабочей поверхности.
reno.by
Износ поршней и поршневых колец
В процессе эксплуатации поршни могут получить следующие повреждения: трещины наружные и сквозные на головках и тронках; задиры рабочих поверхностей тронков; деформации тронков; износ, превосходящий допустимые пределы. Дефекты перечислены по степени вероятности их возникновения. Так, в практике крайне редки случаи такого износа поршня,, который превзошел бы допустимые пределы. Чаще поршень выходит из строя по какой-либо из первых трех причин, а то и по всем трем сразу. Тем не менее, поршень хотя и медленно, но изнашивается. Заранее оговоримся, что у больших поршней изнашивается только тронк, так как стальная головка, изготовленная отдельно, имеет диаметр меньший, чем у тронка, стенки втулки не касается и не изнашивается. Согласно Правилам, поршни подлежат обмеру одновременно с обмером втулок.Обмер поршней. Поршни дизеля обмеряют микрометром больших размеров, который называют микрометрической скобой. Обмер крупных поршней главных дизелей сопряжен с некоторыми трудностями, и для того, чтобы свести погрешности до минимума, обмер следует производить вдвоем. Замеры должны быть сделаны через каждые 100—200 мм по высоте тронка. Для больших поршней (высотой до 2 м) нет необходимости в таком количестве замеров и на практике чаще производят обмеры в трех поясах: в верхней части (непосредственно под головкой), в средней и нижней. Головки поршней не обмеряют. Если поршень не имеет съемной головки, верхний замер делают на 15—20 мм ниже кромки нижней канавки для поршневого кольца. Чаще всего большие поршни обмеряют в то время, когда они находятся в вертикальном положении. Перед тем как начать обмер, поршень очищают от нагара, обмывают керосином или дизельным топливом и насухо вытирают. Затем при помощи большой линейки и мела размечают точки обмера. Рис. 62. Схема обмеров поршня дизеля Поршни, так же как и втулки, в горизонтальной плоскости обмеряют в двух положениях (рис. 62): в направлении оси коленчатого вала (по оси) и в направлении плоскости движения шатуна (по ходу). При обмере большого поршня один из обмеряющих держит конец микрометра с неподвижной губкой так, чтобы он был постоянно прижат к намеченной точке. Так как измерительные поверхности микрометра представляют собой плоскости, второй, его конец нельзя двигать в любом направлении, как конец штихмаса, а можно только слегка покачивать в направлении, перпендикулярном оси поршня и параллельно измерительным плоскостям. Подвижную губку микрометра один из работающих ставит на заведомо больший размер, чем измеряемый, и, убедившись в том, что его помощник держит конец микрометра с неподвижной губкой в намеченной точке, слегка покачивает свой конец в горизонтальной плоскости и поворачивает микрометрический винт в сторону уменьшения размера до тех пор, пока измерительная плоскость не коснется поверхности тронка. При этом подвижная измерительная плоскость должна проходить по поверхности тронка без всякого усилия, только касаться ее. Всякое усилие искажает результат измерения в сторону уменьшения, так как большие скобы обладают значительной упругостью и пружинят на несколько сотых миллиметра. Результаты измерений сводят в таблицу (табл. 8).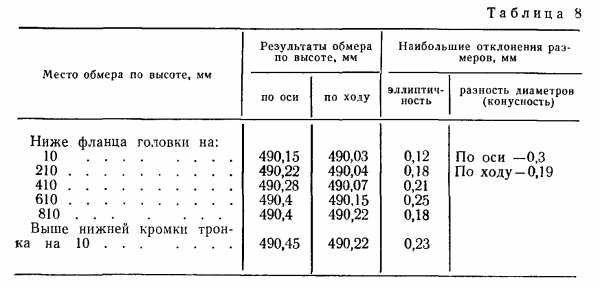 В таблице ставят номер поршня, дату измерения, порт, в котором производилось измерение, температуру в МО при обмере, фамилии и должности производивших обмеры. При анализе результатов обмера следует принимать во внимание температуры, при которых производились данный и предыдущий обмеры, и вносить в результаты измерения температурную поправку. Правилами установлены нормы на предельный износ тронков поршней. Лимитируются эллиптичность и конусность тронка, т. е. разность диаметров по его высоте. Так, для поршня крейцкопфного дизеля с диаметром поршня 700—750 мм допускаются предельная эллиптичность и конусность тронка по 1,6 мм. Автор не знает ни одного случая, чтобы поршень такого диаметра износился до предельной величины. Обычно следы механической обработки на тронке сохраняются несколько лет и при правильно отцентрованном механизме движения крейцкопфного дизеля износа тронка вообще не должно быть. Значительно раньше тронки выходят из строя вследствие трещин, задиров и деформаций. Отметим то обстоятельство, что сам по себе износ тронка даже сверх предела практического значения не имеет. Прочности его никакой износ не угрожает и, за исключением тронка поршня дизелей Зульцер SD72, не имеющих штока, тронк не воспринимает на себя нагрузок вдоль своей оси. Но дело в том, что одним из очень важных контролируемых параметров является круговой зазор между тронком и втулкой, который устанавливает завод-строитель, и допуски на его увеличение весьма невелики. Этот параметр и заставляет контролировать износ тронка поршня.
В таблице ставят номер поршня, дату измерения, порт, в котором производилось измерение, температуру в МО при обмере, фамилии и должности производивших обмеры. При анализе результатов обмера следует принимать во внимание температуры, при которых производились данный и предыдущий обмеры, и вносить в результаты измерения температурную поправку. Правилами установлены нормы на предельный износ тронков поршней. Лимитируются эллиптичность и конусность тронка, т. е. разность диаметров по его высоте. Так, для поршня крейцкопфного дизеля с диаметром поршня 700—750 мм допускаются предельная эллиптичность и конусность тронка по 1,6 мм. Автор не знает ни одного случая, чтобы поршень такого диаметра износился до предельной величины. Обычно следы механической обработки на тронке сохраняются несколько лет и при правильно отцентрованном механизме движения крейцкопфного дизеля износа тронка вообще не должно быть. Значительно раньше тронки выходят из строя вследствие трещин, задиров и деформаций. Отметим то обстоятельство, что сам по себе износ тронка даже сверх предела практического значения не имеет. Прочности его никакой износ не угрожает и, за исключением тронка поршня дизелей Зульцер SD72, не имеющих штока, тронк не воспринимает на себя нагрузок вдоль своей оси. Но дело в том, что одним из очень важных контролируемых параметров является круговой зазор между тронком и втулкой, который устанавливает завод-строитель, и допуски на его увеличение весьма невелики. Этот параметр и заставляет контролировать износ тронка поршня. 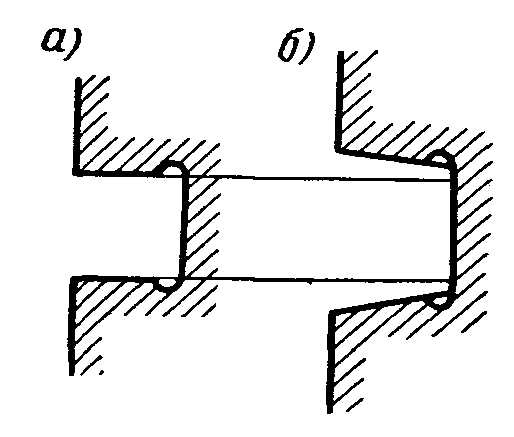 Рис 63 Нормальная (а) н изношенная (б) канавки поршня Что касается головки поршня, то на ней изнашиваются только горизонтальные стенки канавок для поршневых колец, которые со временем или принимают форму, показанную на рис. 63, или нижняя плоскость их вырабатывается ступенькой. По некоторым сведениям, средняя высота канавки поршня увеличивается на 0,01 мм за 1000 ч работы. Верхние канавки обычно изнашиваются больше нижних. И в данном случае предел устанавливается не на абсолютное увеличение высоты канавки, а на величину зазора между горизонтальными плоскостями кольца и канавки. Как известно, кольцо во время работы находится под воздействием опрокидывающего момента, направленного против часовой стрелки и стремящегося как бы вывернуть кольцо из канавки. Чем больше будет зазор между плоскостями кольца и канавки, тем больше величина поворота кольца в сторону опрокидывания. Обычно завод-строитель указывает в инструкции по обслуживанию установочные зазоры между кольцом и канавкой и предельно допустимые их величины. Установочные и предельно допустимые зазоры не одинаковы для всех колец, для двух верхних колец они больше.
Рис 63 Нормальная (а) н изношенная (б) канавки поршня Что касается головки поршня, то на ней изнашиваются только горизонтальные стенки канавок для поршневых колец, которые со временем или принимают форму, показанную на рис. 63, или нижняя плоскость их вырабатывается ступенькой. По некоторым сведениям, средняя высота канавки поршня увеличивается на 0,01 мм за 1000 ч работы. Верхние канавки обычно изнашиваются больше нижних. И в данном случае предел устанавливается не на абсолютное увеличение высоты канавки, а на величину зазора между горизонтальными плоскостями кольца и канавки. Как известно, кольцо во время работы находится под воздействием опрокидывающего момента, направленного против часовой стрелки и стремящегося как бы вывернуть кольцо из канавки. Чем больше будет зазор между плоскостями кольца и канавки, тем больше величина поворота кольца в сторону опрокидывания. Обычно завод-строитель указывает в инструкции по обслуживанию установочные зазоры между кольцом и канавкой и предельно допустимые их величины. Установочные и предельно допустимые зазоры не одинаковы для всех колец, для двух верхних колец они больше. 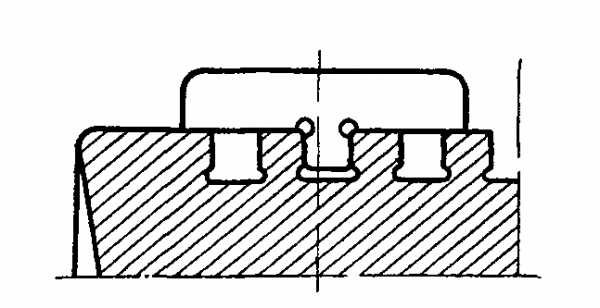 Рис. 64. Шаблон для замера выработки поршневых канавок Контролировать форму канавок и величины их износа можно при помощи шаблона (рис. 64). Такие шаблоны фирмы представляют не всегда, но его можно легко изготовить по канавке запасного поршня. Величины износов удобно замерять в зазоре между шаблоном и стенкой канавки. Восстановить геометрические размеры поршневых канавок можно только путем проточки. Но проточка канавок увеличивает высоту канавок, поэтому к ней прибегают только в тех случаях, если после проточки и установки в канавку нового кольца зазор между кольцом и канавкой не достигает предельного размера. В тех случаях, когда проточка невозможна, канавки у стальных головок поршней наплавляют и протачивают снова на номинальный размер. Чугунные поршни, не имеющие съемной головки, никаким наплавкам не подвергают, а просто заменяют. К наплавке канавок стальных головок прибегают крайне редко, так как это изменяет структуру в самом напряженном месте головки, и только общий отжиг головки, который не всегда возможен, может восстановить нужную структуру Во избежание восстановления изношенных канавок поршней некоторые фирмы, строящие мощные малооборотные дизели, применяют специальные противоизносные сдвоенные кольца из легированных сортов чугуна с высокой механической прочностью при повышенных температурах. В частности, такие поршневые кольца применяют в крейцкопфных дизелях фирма «Бурмецтер и Вайн» и ее лицензиаты.
Рис. 64. Шаблон для замера выработки поршневых канавок Контролировать форму канавок и величины их износа можно при помощи шаблона (рис. 64). Такие шаблоны фирмы представляют не всегда, но его можно легко изготовить по канавке запасного поршня. Величины износов удобно замерять в зазоре между шаблоном и стенкой канавки. Восстановить геометрические размеры поршневых канавок можно только путем проточки. Но проточка канавок увеличивает высоту канавок, поэтому к ней прибегают только в тех случаях, если после проточки и установки в канавку нового кольца зазор между кольцом и канавкой не достигает предельного размера. В тех случаях, когда проточка невозможна, канавки у стальных головок поршней наплавляют и протачивают снова на номинальный размер. Чугунные поршни, не имеющие съемной головки, никаким наплавкам не подвергают, а просто заменяют. К наплавке канавок стальных головок прибегают крайне редко, так как это изменяет структуру в самом напряженном месте головки, и только общий отжиг головки, который не всегда возможен, может восстановить нужную структуру Во избежание восстановления изношенных канавок поршней некоторые фирмы, строящие мощные малооборотные дизели, применяют специальные противоизносные сдвоенные кольца из легированных сортов чугуна с высокой механической прочностью при повышенных температурах. В частности, такие поршневые кольца применяют в крейцкопфных дизелях фирма «Бурмецтер и Вайн» и ее лицензиаты. 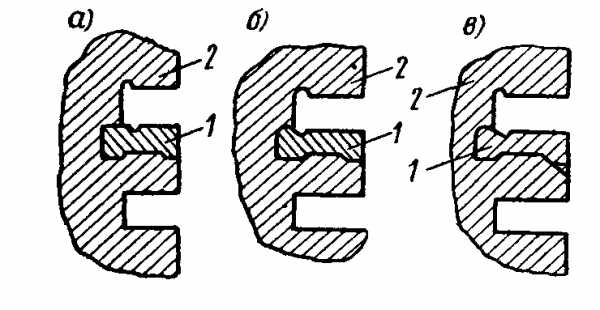 Рис. 65. Противоизносные кольца дизеля Бурмейстер и Вайн На рис. 65 показаны конструкции таких колец 1. В одном варианте верхнюю часть кольца расчеканивают и закатывают в поршневой канавке (рис. 65, а, б). Во втором варианте нижнюю часть противоизносных колец 1 слегка приваривают к головке поршня 2 (рис. 65, в). При нормальной центровке поршней и регулярных профилактических осмотрах такие кольца работают свыше 20 ООО ч. В случае необходимости кольца можно сменить, восстановив этим номинальные размеры канавки.Поршневые кольца. Не будет преувеличением сказать, что больше всего беспокойства судовым механикам приносят поршневые кольца. Осматривают и обмеряют кольца во время профилактических переборок цилиндров, и, если поршень и втулка чаще всего не требуют никакого ремонта, то комплект колец после переборки редко возвращается в цилиндр в полном составе. Иногда из-за состояния колец приходится вскрывать цилиндр и вынимать поршень раньше профилактического осмотра. После того, как кольца сняты с поршня и очищены от нагара и масла, осматривают их рабочую поверхность. Очень важно установить, всей ли рабочей поверхностью прилегает кольцо к стенкам втулки. Поверхность, не прилегающая к втулке, имеет темный цвет, и кольца с таким дефектом ни в коем случае нельзя оставлять на месте первого и второго. Какую опасность представляют такие кольца, сказано выше. Если износ такого кольца по всем параметрам не достигает предельно допустимого, его можно поставить вниз, на место последнего или предпоследнего. Заводы-строители, в частности, «Зульцер», определяют пригодность кольца по трем параметрам: зазору в замке, зазору между кольцом и канавкой и толщине кольца. Правила толщину кольца не лимитируют. Первым из параметров определяют зазор в замке кольца. Для этого кольцо вставляют в цилиндр и продвигают до того места, где цилиндр имеет наибольший диаметр. В этом месте выравнивают кольцо так, чтобы оно лежало в плоскости, перпендикулярной оси цилиндра, и замеряют зазор.
Рис. 65. Противоизносные кольца дизеля Бурмейстер и Вайн На рис. 65 показаны конструкции таких колец 1. В одном варианте верхнюю часть кольца расчеканивают и закатывают в поршневой канавке (рис. 65, а, б). Во втором варианте нижнюю часть противоизносных колец 1 слегка приваривают к головке поршня 2 (рис. 65, в). При нормальной центровке поршней и регулярных профилактических осмотрах такие кольца работают свыше 20 ООО ч. В случае необходимости кольца можно сменить, восстановив этим номинальные размеры канавки.Поршневые кольца. Не будет преувеличением сказать, что больше всего беспокойства судовым механикам приносят поршневые кольца. Осматривают и обмеряют кольца во время профилактических переборок цилиндров, и, если поршень и втулка чаще всего не требуют никакого ремонта, то комплект колец после переборки редко возвращается в цилиндр в полном составе. Иногда из-за состояния колец приходится вскрывать цилиндр и вынимать поршень раньше профилактического осмотра. После того, как кольца сняты с поршня и очищены от нагара и масла, осматривают их рабочую поверхность. Очень важно установить, всей ли рабочей поверхностью прилегает кольцо к стенкам втулки. Поверхность, не прилегающая к втулке, имеет темный цвет, и кольца с таким дефектом ни в коем случае нельзя оставлять на месте первого и второго. Какую опасность представляют такие кольца, сказано выше. Если износ такого кольца по всем параметрам не достигает предельно допустимого, его можно поставить вниз, на место последнего или предпоследнего. Заводы-строители, в частности, «Зульцер», определяют пригодность кольца по трем параметрам: зазору в замке, зазору между кольцом и канавкой и толщине кольца. Правила толщину кольца не лимитируют. Первым из параметров определяют зазор в замке кольца. Для этого кольцо вставляют в цилиндр и продвигают до того места, где цилиндр имеет наибольший диаметр. В этом месте выравнивают кольцо так, чтобы оно лежало в плоскости, перпендикулярной оси цилиндра, и замеряют зазор. 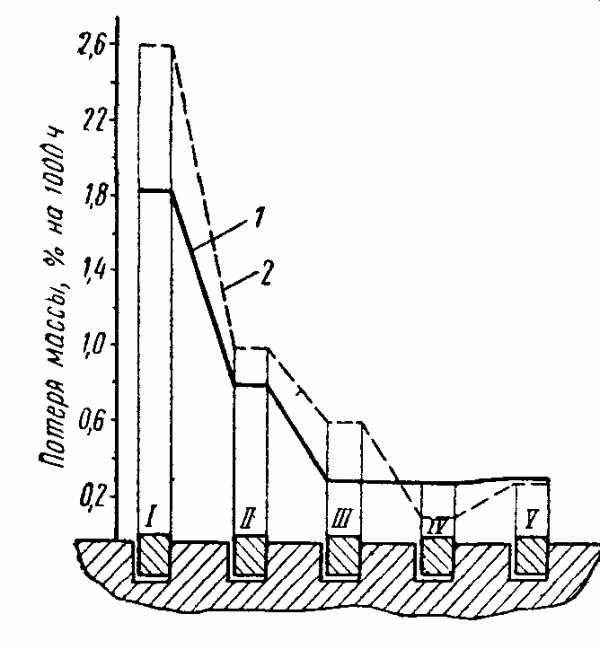 Рис. 66. Потеря массы поршневыми кольцами дизеля Зульцер 9RD90 при смазке маслом «Кастрол» RM/DZ Зазоры в замках колец сравнивают с зазорами предыдущих замеров, и, если величины зазоров превосходят допускаемые, кольца подлежат безусловной замене. Обычно верхние кольца, работающие в наиболее тяжелых условиях, изнашиваются быстрее. Об этом можно судить по рис. 66, где показана потеря массы кольцами в зависимости от их расположения. На рисунке римские цифры указывают номер колец; / и 2 — кривые износа колец цилиндров № 1 и 9. Вернемся к замерам зазоров в замке кольца. Выше было сказано о том, что зазор замеряют в кольце, когда оно вставлено в наиболее изношенную часть втулки.
Рис. 66. Потеря массы поршневыми кольцами дизеля Зульцер 9RD90 при смазке маслом «Кастрол» RM/DZ Зазоры в замках колец сравнивают с зазорами предыдущих замеров, и, если величины зазоров превосходят допускаемые, кольца подлежат безусловной замене. Обычно верхние кольца, работающие в наиболее тяжелых условиях, изнашиваются быстрее. Об этом можно судить по рис. 66, где показана потеря массы кольцами в зависимости от их расположения. На рисунке римские цифры указывают номер колец; / и 2 — кривые износа колец цилиндров № 1 и 9. Вернемся к замерам зазоров в замке кольца. Выше было сказано о том, что зазор замеряют в кольце, когда оно вставлено в наиболее изношенную часть втулки. 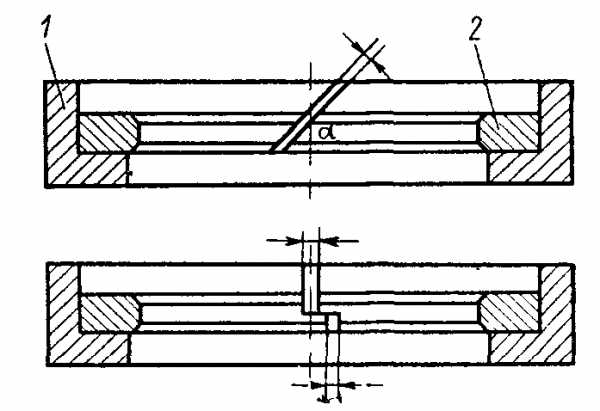 Рис. 67. Замер теплового зазора в поршневом кольце Но заводы-строители снабжают свои дизели кольцом-калибром (рис. 67), внутренний диаметр которого равен номинальному диаметру втулки, и многие судовые механики определяют зазор в замке кольца 2, устанавливая его в этот калибр /. Такой прием нельзя считать правильным, если дтулка давно потеряла номинальные размеры. При замере зазора в кольце получают заведомо меньший зазор против того, что будет получен при замере зазора во втулке. Кольцо работает во втулке при ее действительном диаметре, следовательно, и зазор замка нужно замерять во втулке, так как это будет действительным зазором, с которым работает кольцо. Такое разноречивое представление о методике замера зазора в замке кольца существует потому, что в инструкциях заводов-строителей об этом или ничего не говорится, или рекомендуется кольцо-калибр, а в Правилах судовых дизелей рекомендуется замерять зазор в замке при установке кольца в наименее изношенной части втулки. Также нет единого мнения и о предельно допустимых зазорах в замках колец. Согласно Правилам, для втулок диаметром 700—750 мм предельно допустимый зазор не должен превышать 8 мм, а монтажный зазор должен быть не менее 4.5 мм. Эти нормы, надо сказать, очень жесткие, ближе всего совпадают с нормами, устанавливаемыми фирмой МАН. Так, для дизеля K9Z70/120A5 с диаметром 700 мм монтажный зазор в замках колец установлен в 4, а предельно допустимый 10 мм. Но совершенно не увязываются с Правилами допуски, применяемые фирмой «Зульцер». Для примера возьмем дизель SD72. Фирма устанавливает монтажный зазор 6, а предельно допустимый —31 мм для колец с простым замком (косым или прямым), и 24 мм — для колец с герметическим замком. Поэтому следует прежде всего руководствоваться нормами, устанавливаемыми заводами-строителями, и только если такие нормы отсутствуют — Правилами. Следующий контролируемый параметр — зазор между горизонтальными плоскостями кольца и канавки. Согласно Правилам для втулки диаметром 700—750 мм предельно допустимым установлен зазор 0,3 мм. Если допуски, применяемые фирмой МАН, довольно близки к допускам Правил, но с несколько более широким диапазоном, то фирма «Зульцер» допускает предельный зазор между кольцом и канавкой для трех верхних колец — до 0,8 мм и для остальных — до 0,7 мм, т. е. более чем в два раза. Минимальные зазоры для трех верхних колец с простым замком установлены 0,28 мм, а с герметическим — в 0,13 мм. По Инструкции фирмы «Зульцер» на место трех нижних колец следует ставить кольца с герметическим замком Таким образом, предписываемый для нижних колец зазор связан и с конструкцией, и с положением колец И в этом случае следует руководствоваться нормами, установленными фирмой. Автору, долго работавшему с дизелями Зульцер 9SD72, не встретилось случая, чтобы допускаемый фирмой зазор между кольцом и канавкой достиг хотя бы 0,6 мм. У этих дизелей, отработавших с постройки более 20 000 ч, указанные зазоры для верхних колец были 0,42—0,48 мм, а для двух нижних колец 0,1— 0,18 мм. Размер колец по высоте не лимитируется ни Правилами, ни инструкциями фирм. Однако не составляет большого труда при обмере колец замерить их по высоте. Это позволяет установить, что же изнашивается при увеличении зазора между кольцом и канавкой: кольцо или стенки канавки. Длительное наблюдение за дизелями 9SD72 позволило установить, что изнашиваются в основном кольца, так как при номинальной высоте кольца 17 мм после 20 000 ч работы дизелей у верхних колец высота уменьшилась до 16,8—16,85 мм. Износ нижних колец за это время не превышал 0,05 мм. И, наконец, последний из контролируемых параметров — толщина кольца. Как сказано выше, Правилами этот параметр не лимитируется. Его устанавливают только фирмы-строители дизелей. Толщина колец дизеля SD72 — 22 мм. Фирма «Зульцер» допускает износ колец по толщине до 18 мм для колец с простым замком и до 19,3 мм для колец с герметическим замком. При износе втулки, близком к предельному, уменьшение толщины простого кольца допускается до 20,5 мм. В отличие от зазора между кольцом и канавкой, предельных величин которого кольца дизеля SD72 почти никогда не достигают, по толщине они изнашиваются до предела довольно часто. Это происходит почти всегда одновременно с предельным увеличением зазора в замке кольца. Одним из важных параметров является фаска на кромках поршневых колец. При работе поршневых колец и втулки наблюдаются два вида износа: пластический и хрупкий. Наиболее опасный износ — пластический, характеризуется тем, что на нижней кромке кольца появляются заусенцы, а на поверхности втулки и даже поршня — задиры, искажающие кристаллическую структуру поверхности. При появлении задиров износ начинает резко прогрессировать. Пластический износ наблюдается у мягких втулок и колец. Особенно склонны к образованию заусенцев кольца, в структуре которых содержится феррит и крупные пластинки графита. Испытания показали, что своевременное закругление кромок поршневых колец уменьшает износ втулки на 46%, а верхних колец--на 34%. Таким образом, наблюдения за фасками колец и восстановление их геометрической формы при осмотрах совершенно необходимы. Формы и размеры фасок на кольцах, как правило, указаны в инструкциях по эксплуатации, представляемых фирмами. Для более тщательного анализа характера износа колец необходимо сохранить порядок их установки (как они стояли на поршне). Для этого надо иметь металлические бирки с порядковыми номерами, снабженные кольцами, и надевать их на поршневые кольца при снятии с поршня. Постоянной маркировки делать нельзя, так как кольца иногда приходится менять местами в целях увеличения срока их службы. Более изношенные верхние кольца ставят на место нижних, а нижние — на место верхних. Надо сказать, что это мероприятие мало эффективно, так как за короткий срок и те и другие кольца ослабнут и вероятность прорыва газов между кольцами и втулкой значительно возрастет. Новые кольца проверяют следующим образом. Обмеряют их по высоте. Высота колец должна быть ±0,05% номинальной, указанной в чертеже и в инструкции. Вставляют кольца во втулку, в наименее изношенную ее часть, и замеряют зазор в замке, который должен быть не меньше указанного в инструкции. Некоторые фирмы, в частности, «Зульцер», снабжают свои дизели кольцом-калибром, внутренний диаметр которого расточен с таким расчетом, что если в него вставить новое кольцо в холодном состоянии, имеющее минимальный зазор в замке, то зазор станет равным нулю. Если новое кольцо имеет зазор меньше минимального, вставить его в кольцо-калибр не удастся. Затем решают, в какую канавку будут устанавливать новое кольцо. На этот счет также нет единого мнения и Правилами место постановки нового кольца не оговаривается. Чаще новое кольцо ставят на место нижнего, а остальные передвигают соответственно кверху. Если комплект колец состоит из двух разновидностей, например три с простым замком и три с герметичным, то новое кольцо с простым замком ставят на место третьего, а новое кольцо с герметичным замком — на место шестого. Когда вопрос о канавке, в которой будет установлено новое кольцо, решен, его обкатывают снаружи по канавке, наблюдая за тем, чтобы оно проходило по канавке свободно. Если на судне есть шабровочная плита соответствующих размеров, то проверяют на ней щупом, не покороблено ли кольцо. Нормальное кольцо должно лежать на плите всей плоскостью, и, если между плоскостью и плитой окажется просвет более 0,08 мм для больших колец или 0,05 мм для колец диаметром до 200 мм, кольцо следует шабрить до уменьшения зазора в пределах допустимого Правила предусматривают проверку возможного зазора между втулкой и кольцом. Для этого вставляют новое кольцо во втулку и подсвечивают его снизу. Если по свету зазор обнаруживается, замеряют его щупом: щуп толщиной 0,03 мм может проходить не более чем на 1/3 длины окружности кольца при условии плотного прилегания кольца на остальных 2/3 окружности. Целесообразность такой проверки сомнительна, так как во время работы кольца оно плотно прижимается к стенкам втулки давлением газов в заколечном пространстве, и сила упругости кольца относительно этого давления очень невелика. Однако проделать указанную операцию нетрудно, только браковать кольцо по этому параметру не следует.
Рис. 67. Замер теплового зазора в поршневом кольце Но заводы-строители снабжают свои дизели кольцом-калибром (рис. 67), внутренний диаметр которого равен номинальному диаметру втулки, и многие судовые механики определяют зазор в замке кольца 2, устанавливая его в этот калибр /. Такой прием нельзя считать правильным, если дтулка давно потеряла номинальные размеры. При замере зазора в кольце получают заведомо меньший зазор против того, что будет получен при замере зазора во втулке. Кольцо работает во втулке при ее действительном диаметре, следовательно, и зазор замка нужно замерять во втулке, так как это будет действительным зазором, с которым работает кольцо. Такое разноречивое представление о методике замера зазора в замке кольца существует потому, что в инструкциях заводов-строителей об этом или ничего не говорится, или рекомендуется кольцо-калибр, а в Правилах судовых дизелей рекомендуется замерять зазор в замке при установке кольца в наименее изношенной части втулки. Также нет единого мнения и о предельно допустимых зазорах в замках колец. Согласно Правилам, для втулок диаметром 700—750 мм предельно допустимый зазор не должен превышать 8 мм, а монтажный зазор должен быть не менее 4.5 мм. Эти нормы, надо сказать, очень жесткие, ближе всего совпадают с нормами, устанавливаемыми фирмой МАН. Так, для дизеля K9Z70/120A5 с диаметром 700 мм монтажный зазор в замках колец установлен в 4, а предельно допустимый 10 мм. Но совершенно не увязываются с Правилами допуски, применяемые фирмой «Зульцер». Для примера возьмем дизель SD72. Фирма устанавливает монтажный зазор 6, а предельно допустимый —31 мм для колец с простым замком (косым или прямым), и 24 мм — для колец с герметическим замком. Поэтому следует прежде всего руководствоваться нормами, устанавливаемыми заводами-строителями, и только если такие нормы отсутствуют — Правилами. Следующий контролируемый параметр — зазор между горизонтальными плоскостями кольца и канавки. Согласно Правилам для втулки диаметром 700—750 мм предельно допустимым установлен зазор 0,3 мм. Если допуски, применяемые фирмой МАН, довольно близки к допускам Правил, но с несколько более широким диапазоном, то фирма «Зульцер» допускает предельный зазор между кольцом и канавкой для трех верхних колец — до 0,8 мм и для остальных — до 0,7 мм, т. е. более чем в два раза. Минимальные зазоры для трех верхних колец с простым замком установлены 0,28 мм, а с герметическим — в 0,13 мм. По Инструкции фирмы «Зульцер» на место трех нижних колец следует ставить кольца с герметическим замком Таким образом, предписываемый для нижних колец зазор связан и с конструкцией, и с положением колец И в этом случае следует руководствоваться нормами, установленными фирмой. Автору, долго работавшему с дизелями Зульцер 9SD72, не встретилось случая, чтобы допускаемый фирмой зазор между кольцом и канавкой достиг хотя бы 0,6 мм. У этих дизелей, отработавших с постройки более 20 000 ч, указанные зазоры для верхних колец были 0,42—0,48 мм, а для двух нижних колец 0,1— 0,18 мм. Размер колец по высоте не лимитируется ни Правилами, ни инструкциями фирм. Однако не составляет большого труда при обмере колец замерить их по высоте. Это позволяет установить, что же изнашивается при увеличении зазора между кольцом и канавкой: кольцо или стенки канавки. Длительное наблюдение за дизелями 9SD72 позволило установить, что изнашиваются в основном кольца, так как при номинальной высоте кольца 17 мм после 20 000 ч работы дизелей у верхних колец высота уменьшилась до 16,8—16,85 мм. Износ нижних колец за это время не превышал 0,05 мм. И, наконец, последний из контролируемых параметров — толщина кольца. Как сказано выше, Правилами этот параметр не лимитируется. Его устанавливают только фирмы-строители дизелей. Толщина колец дизеля SD72 — 22 мм. Фирма «Зульцер» допускает износ колец по толщине до 18 мм для колец с простым замком и до 19,3 мм для колец с герметическим замком. При износе втулки, близком к предельному, уменьшение толщины простого кольца допускается до 20,5 мм. В отличие от зазора между кольцом и канавкой, предельных величин которого кольца дизеля SD72 почти никогда не достигают, по толщине они изнашиваются до предела довольно часто. Это происходит почти всегда одновременно с предельным увеличением зазора в замке кольца. Одним из важных параметров является фаска на кромках поршневых колец. При работе поршневых колец и втулки наблюдаются два вида износа: пластический и хрупкий. Наиболее опасный износ — пластический, характеризуется тем, что на нижней кромке кольца появляются заусенцы, а на поверхности втулки и даже поршня — задиры, искажающие кристаллическую структуру поверхности. При появлении задиров износ начинает резко прогрессировать. Пластический износ наблюдается у мягких втулок и колец. Особенно склонны к образованию заусенцев кольца, в структуре которых содержится феррит и крупные пластинки графита. Испытания показали, что своевременное закругление кромок поршневых колец уменьшает износ втулки на 46%, а верхних колец--на 34%. Таким образом, наблюдения за фасками колец и восстановление их геометрической формы при осмотрах совершенно необходимы. Формы и размеры фасок на кольцах, как правило, указаны в инструкциях по эксплуатации, представляемых фирмами. Для более тщательного анализа характера износа колец необходимо сохранить порядок их установки (как они стояли на поршне). Для этого надо иметь металлические бирки с порядковыми номерами, снабженные кольцами, и надевать их на поршневые кольца при снятии с поршня. Постоянной маркировки делать нельзя, так как кольца иногда приходится менять местами в целях увеличения срока их службы. Более изношенные верхние кольца ставят на место нижних, а нижние — на место верхних. Надо сказать, что это мероприятие мало эффективно, так как за короткий срок и те и другие кольца ослабнут и вероятность прорыва газов между кольцами и втулкой значительно возрастет. Новые кольца проверяют следующим образом. Обмеряют их по высоте. Высота колец должна быть ±0,05% номинальной, указанной в чертеже и в инструкции. Вставляют кольца во втулку, в наименее изношенную ее часть, и замеряют зазор в замке, который должен быть не меньше указанного в инструкции. Некоторые фирмы, в частности, «Зульцер», снабжают свои дизели кольцом-калибром, внутренний диаметр которого расточен с таким расчетом, что если в него вставить новое кольцо в холодном состоянии, имеющее минимальный зазор в замке, то зазор станет равным нулю. Если новое кольцо имеет зазор меньше минимального, вставить его в кольцо-калибр не удастся. Затем решают, в какую канавку будут устанавливать новое кольцо. На этот счет также нет единого мнения и Правилами место постановки нового кольца не оговаривается. Чаще новое кольцо ставят на место нижнего, а остальные передвигают соответственно кверху. Если комплект колец состоит из двух разновидностей, например три с простым замком и три с герметичным, то новое кольцо с простым замком ставят на место третьего, а новое кольцо с герметичным замком — на место шестого. Когда вопрос о канавке, в которой будет установлено новое кольцо, решен, его обкатывают снаружи по канавке, наблюдая за тем, чтобы оно проходило по канавке свободно. Если на судне есть шабровочная плита соответствующих размеров, то проверяют на ней щупом, не покороблено ли кольцо. Нормальное кольцо должно лежать на плите всей плоскостью, и, если между плоскостью и плитой окажется просвет более 0,08 мм для больших колец или 0,05 мм для колец диаметром до 200 мм, кольцо следует шабрить до уменьшения зазора в пределах допустимого Правила предусматривают проверку возможного зазора между втулкой и кольцом. Для этого вставляют новое кольцо во втулку и подсвечивают его снизу. Если по свету зазор обнаруживается, замеряют его щупом: щуп толщиной 0,03 мм может проходить не более чем на 1/3 длины окружности кольца при условии плотного прилегания кольца на остальных 2/3 окружности. Целесообразность такой проверки сомнительна, так как во время работы кольца оно плотно прижимается к стенкам втулки давлением газов в заколечном пространстве, и сила упругости кольца относительно этого давления очень невелика. Однако проделать указанную операцию нетрудно, только браковать кольцо по этому параметру не следует. 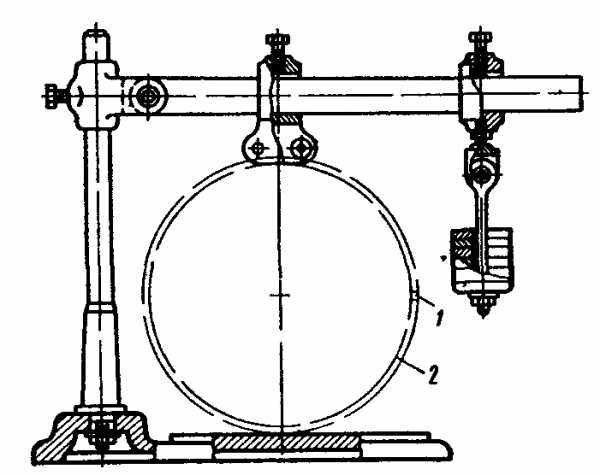 Рис 68 Приспособление для проверки упругости поршневых колец Что касается предписаний проверять перед постановкой упругость поршневых колец, то проверять ее в судовых условиях нечем. СРЗ располагают для этой цели специальными приспособлениями, одно из которых показано на рис. 68 (1 — замок; 2 — кольцо). В судовых условиях единственным способом такой проверки является следующий. Замеряют зазор в замке, находящемся в свободном состоянии, сжимают кольцо так, чтобы концы его сошлись, отпускают его и снова замеряют зазор. Если зазор значительно уменьшился, кольцо к работе не пригодно. При посадке колец большого диаметра на головку поршня не следует применять случайных средств в виде стальных полосок, шпагата и т. д. Такие средства грозят травмами, а также могут способствовать пластической деформации кольца. Для постановки колец существуют различные приспособления, одно из которых показано на рис 69, а.
Рис 68 Приспособление для проверки упругости поршневых колец Что касается предписаний проверять перед постановкой упругость поршневых колец, то проверять ее в судовых условиях нечем. СРЗ располагают для этой цели специальными приспособлениями, одно из которых показано на рис. 68 (1 — замок; 2 — кольцо). В судовых условиях единственным способом такой проверки является следующий. Замеряют зазор в замке, находящемся в свободном состоянии, сжимают кольцо так, чтобы концы его сошлись, отпускают его и снова замеряют зазор. Если зазор значительно уменьшился, кольцо к работе не пригодно. При посадке колец большого диаметра на головку поршня не следует применять случайных средств в виде стальных полосок, шпагата и т. д. Такие средства грозят травмами, а также могут способствовать пластической деформации кольца. Для постановки колец существуют различные приспособления, одно из которых показано на рис 69, а. 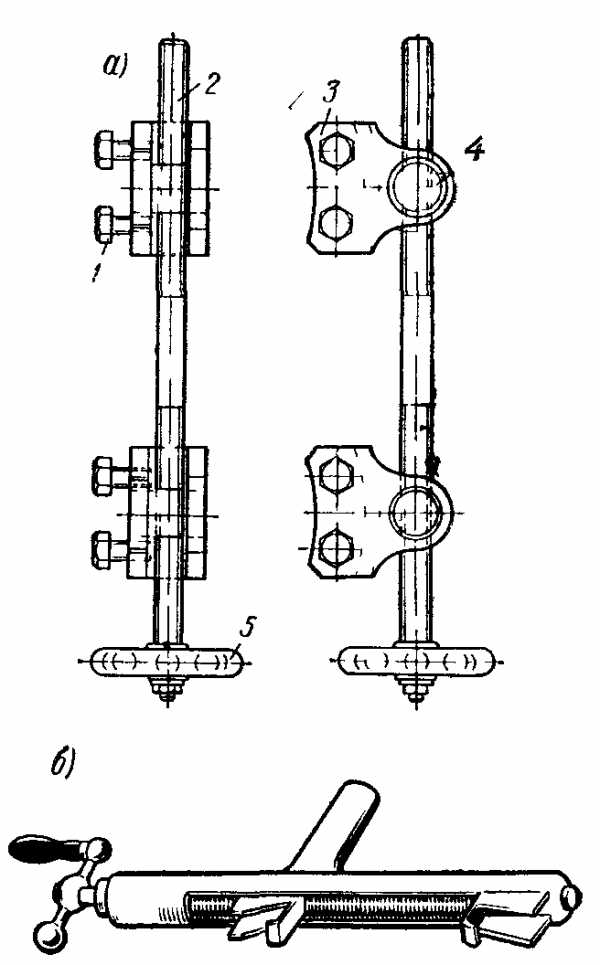 Рис. 69 Разжимные приспособления для поршневых колец Приспособление состоит из винта 2 с правой и левой резьбами, маховичка 5 и двух кулачков 3, каждый из которых шарнирно укреплен на гайке 4. Для установки и снятия поршневое кольцо закрепляют в кулачках болтами L При вращении маховичка 5 кулачки раздвигаются и разжимают кольцо до требуемого диаметра. Масса приспособления 1,5 кг. Однако значительно удобнее приспособление (рис. 69,6), которым снабжает свои дизели фирма «Зульцер». Здесь кулачки не крепятся к кольцу, а упираются в торцы замка. Одна губка приспособления неподвижна, а другая двигается по винту с обычной резьбой, который вращают при помощи рукоятки. Масса приспособления менее 1 кг. Оно применяется для колец диаметром 700 мм и более. Основным преимуществом этого приспособления является то, что не нужно прижимать чугунное кольцо стальными болтами. Вместе с компрессионными кольцами осматривают и обмеряют также и маслосъемные кольца: зазор в замках и высоту рабочей поверхности. Если высота рабочей поверхности кольца увеличилась более чем в два раза против установленной, кольцо запиливают вручную или обрабатывают наждачным кругом до восстановления первоначальной высоты.
Рис. 69 Разжимные приспособления для поршневых колец Приспособление состоит из винта 2 с правой и левой резьбами, маховичка 5 и двух кулачков 3, каждый из которых шарнирно укреплен на гайке 4. Для установки и снятия поршневое кольцо закрепляют в кулачках болтами L При вращении маховичка 5 кулачки раздвигаются и разжимают кольцо до требуемого диаметра. Масса приспособления 1,5 кг. Однако значительно удобнее приспособление (рис. 69,6), которым снабжает свои дизели фирма «Зульцер». Здесь кулачки не крепятся к кольцу, а упираются в торцы замка. Одна губка приспособления неподвижна, а другая двигается по винту с обычной резьбой, который вращают при помощи рукоятки. Масса приспособления менее 1 кг. Оно применяется для колец диаметром 700 мм и более. Основным преимуществом этого приспособления является то, что не нужно прижимать чугунное кольцо стальными болтами. Вместе с компрессионными кольцами осматривают и обмеряют также и маслосъемные кольца: зазор в замках и высоту рабочей поверхности. Если высота рабочей поверхности кольца увеличилась более чем в два раза против установленной, кольцо запиливают вручную или обрабатывают наждачным кругом до восстановления первоначальной высоты. 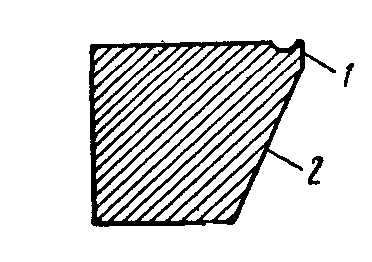 Рис 70 Сечение маслосъемного кольца дизеля Зульцер SD72 На рис. 70 показано сечение маслосъемного кольца, его рабочая поверхность 1 и поверхность 2, подлежащая спиливанию Для дизеля SD72 фирма устанавливает нормальную высоту рабочей части маслосъемного кольца 2 мм и предельно допустимую высоту 4 мм.
Рис 70 Сечение маслосъемного кольца дизеля Зульцер SD72 На рис. 70 показано сечение маслосъемного кольца, его рабочая поверхность 1 и поверхность 2, подлежащая спиливанию Для дизеля SD72 фирма устанавливает нормальную высоту рабочей части маслосъемного кольца 2 мм и предельно допустимую высоту 4 мм. 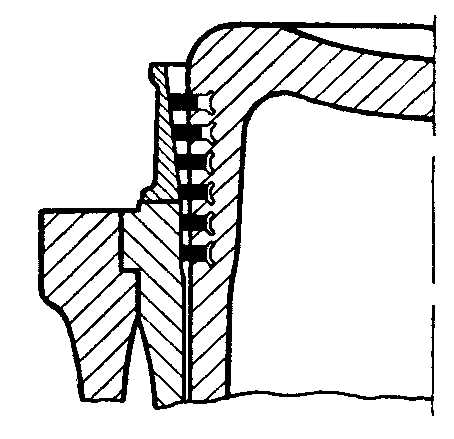 Рис 71. Приспособление для ввода поршня с кольцами в цилиндр При заводке поршня с кольцами в цидиндр пользуются различными приспособлениями, одно из которых представляет собой неразрезное кольцо, расточенное на конце (рис 71). Если для главных дизелей нельзя изготовить при помощи судового оборудования поршневые кольца, то для вспомогательных дизелей эта задача не представляет особой трудности, только нужно иметь соответствующую заготовку и сделать несложное приспособление. Не все способы изготовления поршневых колец можно применить в судовой обстановке. На СРЗ существуют следующие способы. из заготовок цилиндрической формы —одной проточкой с последующей термофиксацией; из заготовок цилиндрической формы — двумя проточками с последующей термофиксацией; то же, без термофиксации; из индивидуальных заготовок эллиптической формы. Из перечисленных способов в судовой обстановке может быть применено только изготовление из заготовок цилиндрической формы без термофиксации, так как при этом не требуется оборудования для термообработки. Последовательность изготовления колец таким способом следующая. 1. Установленную на станок заготовку обрабатывают по наружному и внутреннему диаметрам D1 и d1 которые определяют из соотношений: при вырезке замка размером А = 0,1D диаметры D1=D+О,5A; d1 = 1,01D—2t; при вырезке замка размером A>0,1D диаметры D1=D + 0,5A; d1=d+0.15A. Здесь D и d — соответственно наружный диаметр кольца, равный диаметру цилиндра, и внутренний диаметр кольца d=D-2t (причем t — радиальная толщина кольца). 2. Из обработанной заготовки нарезают кольца с припуском 0,1 мм по высоте на шабровку. 3. Вырезают замок в кольце размером ~3,7t. После этого кольца поодиночке или все вместе обрабатывают в чистовой размер. При второй проточке применяют различные приспособления: хомуты, цилиндры, планшайбы и т. д. Для судовой обстановки наиболее удобным и простым будет приспособление Я. Я. Вевериса (Рижский СРЗ).
Рис 71. Приспособление для ввода поршня с кольцами в цилиндр При заводке поршня с кольцами в цидиндр пользуются различными приспособлениями, одно из которых представляет собой неразрезное кольцо, расточенное на конце (рис 71). Если для главных дизелей нельзя изготовить при помощи судового оборудования поршневые кольца, то для вспомогательных дизелей эта задача не представляет особой трудности, только нужно иметь соответствующую заготовку и сделать несложное приспособление. Не все способы изготовления поршневых колец можно применить в судовой обстановке. На СРЗ существуют следующие способы. из заготовок цилиндрической формы —одной проточкой с последующей термофиксацией; из заготовок цилиндрической формы — двумя проточками с последующей термофиксацией; то же, без термофиксации; из индивидуальных заготовок эллиптической формы. Из перечисленных способов в судовой обстановке может быть применено только изготовление из заготовок цилиндрической формы без термофиксации, так как при этом не требуется оборудования для термообработки. Последовательность изготовления колец таким способом следующая. 1. Установленную на станок заготовку обрабатывают по наружному и внутреннему диаметрам D1 и d1 которые определяют из соотношений: при вырезке замка размером А = 0,1D диаметры D1=D+О,5A; d1 = 1,01D—2t; при вырезке замка размером A>0,1D диаметры D1=D + 0,5A; d1=d+0.15A. Здесь D и d — соответственно наружный диаметр кольца, равный диаметру цилиндра, и внутренний диаметр кольца d=D-2t (причем t — радиальная толщина кольца). 2. Из обработанной заготовки нарезают кольца с припуском 0,1 мм по высоте на шабровку. 3. Вырезают замок в кольце размером ~3,7t. После этого кольца поодиночке или все вместе обрабатывают в чистовой размер. При второй проточке применяют различные приспособления: хомуты, цилиндры, планшайбы и т. д. Для судовой обстановки наиболее удобным и простым будет приспособление Я. Я. Вевериса (Рижский СРЗ).  Рис 72 Приспособление для изготовления поршневых колец в судовой обстановке Приспособление (рис. 72) состоит из диска с хвостовиком, конус которого входит в шпиндель станка, нескольких специальных скоб для крепления колец на диске и хомуте. На судне даже не обязательно иметь специальный диск, так как изготовление поршневых колец в судовой обстановке— сравнительно редкое явление. Можно использовать для этой цели план-шайбу токарного станка, даже если придется высверлить в ней несколько лишних отверстий. 4. Прижимают кольцо к планшайбе скобами таким образом, чтобы они находились с внешней стороны кольца (рис. 72, а). При установке кольцо сжимают хомутом так, чтобы его разрез был несколько меньше необходимого зазора в замке. Между кольцом и планшайбой ставят прокладки для прохода резца. 5. Растачивают внутренний диаметр кольца до номинального размера. 6. Не снимая крепления, обжимают заготовку хомутом снаружи и ставят крепежные планки изнутри кольца (рис. 72,6). 7. Снимают хомут и обрабатывают наружный диаметр кольца до номинального размера (рис. 72, в). 8. Снимают фаску, переворачивают кольцо, применяя хомут, крепят кольцо и снимают фаску с другой стороны. 9. Проверяют кольцо по цилиндру или по кольцу, имеющему внутренний диаметр, равный диаметру цилиндра, и подгоняют окончательно зазор в замке. 10. Пришабривают кольца по плите, одновременно подгоняя их в чистовой размер по высоте. Применяемые допуски в зависимости от размеров кольца даны в Правилах.
Рис 72 Приспособление для изготовления поршневых колец в судовой обстановке Приспособление (рис. 72) состоит из диска с хвостовиком, конус которого входит в шпиндель станка, нескольких специальных скоб для крепления колец на диске и хомуте. На судне даже не обязательно иметь специальный диск, так как изготовление поршневых колец в судовой обстановке— сравнительно редкое явление. Можно использовать для этой цели план-шайбу токарного станка, даже если придется высверлить в ней несколько лишних отверстий. 4. Прижимают кольцо к планшайбе скобами таким образом, чтобы они находились с внешней стороны кольца (рис. 72, а). При установке кольцо сжимают хомутом так, чтобы его разрез был несколько меньше необходимого зазора в замке. Между кольцом и планшайбой ставят прокладки для прохода резца. 5. Растачивают внутренний диаметр кольца до номинального размера. 6. Не снимая крепления, обжимают заготовку хомутом снаружи и ставят крепежные планки изнутри кольца (рис. 72,6). 7. Снимают хомут и обрабатывают наружный диаметр кольца до номинального размера (рис. 72, в). 8. Снимают фаску, переворачивают кольцо, применяя хомут, крепят кольцо и снимают фаску с другой стороны. 9. Проверяют кольцо по цилиндру или по кольцу, имеющему внутренний диаметр, равный диаметру цилиндра, и подгоняют окончательно зазор в замке. 10. Пришабривают кольца по плите, одновременно подгоняя их в чистовой размер по высоте. Применяемые допуски в зависимости от размеров кольца даны в Правилах.sudoremont.blogspot.ru