Пластизоль д 4а
-4 . -
-4 . --4 .
.
0,50,8 , , .
16 , .
1
| , | |||||
| 15-40 | -, | 20 | 20-30 | ||
| , | - | 45 | - | 20 | 15 |
| -216 | 1822 | -, | 20 | 20 | |
| -1 | 18-20 | 18-20 | |||
| -4 | - | 130 | 30 | ||
| 51--7 | - | - | - | ||
,
2
| 1 | ||||
| 2 | ||||
| 3 | ||||
| 4 | ||||
| 5 | ||||
| 6 | ||||
| 7 | ||||
| 8 | , | |||
| 9 |
| |||
| 10 | , | , - | ||
| 11 | ||||
| 12 | ||||
| 13 | ||||
| 14 | ||||
| 15 | ||||
| 16 | ||||
| 17 | ||||
| 18 | ||||
| 19 | ||||
| 20 | ||||
| 21 | ||||
| 22 | ||||
| 23 | ||||
| 24 | ||||
| 25 | ||||
| 26 | , |
www.refsru.com
, , , , , , , ,
.
580 . 350...360. .
579 . - 200...300. 580.
580. (%):
-4 . -4 130 0,5 .
51--7 , . , .
...
|
|
|
|

|
|

www.matrixplus.ru
Обработка от ржавчины ВАЗ 2110 VAZ (2111, 2112)
Наименование состава
Марка
Рабочая вязкость, с, при 20 °С по ВЗ–4
Вид растворителя, разбавителя
Автоконсервант порогов
МовильМовиль–2
15–40
Уайт–спирит, бензин
Защитный смазочный материал, невысыхающий
НГМ–МЛ
45
Уайт–спирит
Защитное пленочное покрытие
НГ–216Б
18–22
Уайт–спирит, бензин
Мастика противошумная битумная
БПМ–1
Высокой вязкости
Ксилол, сольвент
Пластикат полихлорвиниловый
ПластизольД–11А
То же
—
Пластикат
ПластизольД–4А
>>
—
Мастика невысыхающая
51–Г–7
>>
—
Наименование полости
Место впрыска
Направление впрыска состава
Дополнительные указания
Карманы капота
В проемы внутренней панели
По всей внутренней поверхности
Откройте капот
Карманы дверей
В проемы панели под обивкой
По внутренней поверхностиниза
Снимите обивку
Полости между арками колес и задними крыльями
Из багажника
По всей внутреннейповерхности
Откройте багажник
Задние лонжероны пола
Снизу кузова, в багажнике и под задним сиденьем
Вперед и назад
Откройте багажник, поднимите подушку сиденья
Средняя поперечина пола
Снизу кузова и под заднимсиденьем
Вправо и влево
Поднимите подушку сиденья
Передняя поперечина пола
Из салона и снизу кузова
Вправо и влево
Снимите коврики
Пороги дверей
Из салона, с передних и задних торцов порогов
Вперед и назад
Снимите коврики
Передние лонжероны
Из салона и снизу кузова
Вперед и назад
Вывесите автомобиль
Полости усилителей щиткапередка
Из салона и моторного отсека
Вправо и влево
Откройте капот, снимитековрики
Полости соединителей порогов пола
Снизу кузова
По всей внутреннейповерхности
Вывесите автомобиль
Передние лонжероны
Снизу и спереди
Вдоль лонжерона
Вывесите автомобиль
Нижняя поперечина задка
Сзади автомобиля
Вправо и влево
Снимите задний бампер
vaz-rukovodstvo.ru
Антикоррозионная защита кузова - Уход за кузовом
При повседневной эксплуатации автомобиля на лакокрасочное и антикоррозионное покрытие кузова воздействует агрессивная среда: противогололедные реагенты (в зимний период времени), песок, мелкие камни, вибрация и перепады температуры, которые вызывают появление микротрещин в защитном покрытии кузова, через которые вода и кислород проникают к поверхности металла. В результате воздействия на кузов агрессивной среды начинается процесс окисления металла (коррозия), который приводит к потере им прочностных свойств, а наличие в воде большого количества солей и кислот только ускоряет процесс окисления.
Коррозии больше всего подвержены пустотелые профили кузова, днище, нижние части дверей и стоек, а также соединения деталей кузова, в том числе места точечной сварки.
Наиболее быстро коррозия развивается в скрытых полостях и нижних частях кузова при попадании влаги, грязи, солей, кислот. В связи с этим в процессе эксплуатации автомобиля для дополнительной защиты внутренних поверхностей и скрытых полостей кузова наносят специальный антикоррозионный состав, а в соединения деталей – уплотнительные мастики.
Антикоррозионный состав, которым обрабатывают внутренние полости кузова и днище, должен отвечать следующим требованиям:
– содержать ингибиторы коррозии;
– равномерно распределяться по всей обрабатываемой поверхности и создавать защитную пленку, стойкую к вибрации и перепаду температуры;
– иметь хорошую адгезию с элементами кузова или ранее нанесенными покрытиями;
– быть совместимым с нанесенными ранее лакокрасочными покрытиями и антикоррозионными составами;
– сохранять свои физические и химические свойства продолжительное время под воздействием внешних факторов;
– содержать материалы, которые при обработке автомобиля отвечают нормам пожарной и экологической безопасности.
Автоконсервант «Мовиль» или «Мовиль-2» используется для обработки скрытых полостей. Рекомендуется обрабатывать полости через каждые 1–1,5 года. Автоконсервант допускает обработку поверхностей, ранее покрытых нигролом или другими маслами, а также ржавых поверхностей.
Защитный смазочный материал НГМ-МЛ применяется для обработки скрытых полостей. Этим материалом обработаны скрытые полости новых автомобилей.
Защитное пленочное покрытие НГ-216Б используется для покрытия частей автомобиля под кузовом.
Мастика противошумная битумная БПМ-1 применяется для защиты днища кузова от коррозии и для уменьшения шума. Толщина покрытия 1,0–1,5 мм.
Пластизоль Д-11А рекомендуется для защиты днища кузова от коррозии, абразивного износа и для шумоизоляции. Толщина покрытия 1,0–1,2 мм.
Пластизоль Д-4А предназначен для герметизации сварных швов.
Невысыхающая мастика 51-Г-7 используется для герметизации сочленений кузова.
Во внутренние полости антикоррозионное вещество напыляют способом воздушного и безвоздушного распыления.
При воздушном распылении требуется сжатый воздух под давлением 0,5–0,8 МПа, пистолет-распылитель с бачком, шланги и удлинительные насадки для пистолета. Лучшее качество покрытия достигается при безвоздушном распылении под давлением 4–12 МПа, которое позволяет распылять материалы значительной вязкости.
Для механической защиты арок колес от мелких камней и песка, помимо штатной защиты арок, устанавливаемой на заводе-изготовителе, используют подкрылки из пластмассы, дополнительно установленные на автомобиль. Основные недостатки дополнительных подкрылков – сверление в крыле дополнительных отверстий для их крепления, ухудшение вентиляции колесных арок, скопление грязи и соли в местах выступания подкрылка над отбортовкой крыла. Для защиты лакокрасочного покрытия передней части капота и нижней части дверей применяют специальные антигравийные прозрачные самоклеящиеся пленки.
При повседневной эксплуатации автомобиля на лакокрасочное и антикоррозионное покрытие кузова воздействует агрессивная среда: противогололедные реагенты (в зимний период времени), песок, мелкие камни, вибрация и перепады температуры, которые вызывают появление микротрещин в защитном покрытии кузова, через которые вода и кислород проникают к поверхности металла. В результате воздействия на кузов агрессивной среды начинается процесс окисления металла (коррозия), который приводит к потере им прочностных свойств, а наличие в воде большого количества солей и кислот только ускоряет процесс окисления.
Коррозии больше всего подвержены пустотелые профили кузова, днище, нижние части дверей и стоек, а также соединения деталей кузова, в том числе места точечной сварки.
Наиболее быстро коррозия развивается в скрытых полостях и нижних частях кузова при попадании влаги, грязи, солей, кислот. В связи с этим в процессе эксплуатации автомобиля для дополнительной защиты внутренних поверхностей и скрытых полостей кузова наносят специальный антикоррозионный состав, а в соединения деталей – уплотнительные мастики.
Антикоррозионный состав, которым обрабатывают внутренние полости кузова и днище, должен отвечать следующим требованиям:
– содержать ингибиторы коррозии;
– равномерно распределяться по всей обрабатываемой поверхности и создавать защитную пленку, стойкую к вибрации и перепаду температуры;
– иметь хорошую адгезию с элементами кузова или ранее нанесенными покрытиями;
– быть совместимым с нанесенными ранее лакокрасочными покрытиями и антикоррозионными составами;
– сохранять свои физические и химические свойства продолжительное время под воздействием внешних факторов;
– содержать материалы, которые при обработке автомобиля отвечают нормам пожарной и экологической безопасности.
Автоконсервант «Мовиль» или «Мовиль-2» используется для обработки скрытых полостей. Рекомендуется обрабатывать полости через каждые 1–1,5 года. Автоконсервант допускает обработку поверхностей, ранее покрытых нигролом или другими маслами, а также ржавых поверхностей.
Защитный смазочный материал НГМ-МЛ применяется для обработки скрытых полостей. Этим материалом обработаны скрытые полости новых автомобилей.
Защитное пленочное покрытие НГ-216Б используется для покрытия частей автомобиля под кузовом.
Мастика противошумная битумная БПМ-1 применяется для защиты днища кузова от коррозии и для уменьшения шума. Толщина покрытия 1,0–1,5 мм.
Пластизоль Д-11А рекомендуется для защиты днища кузова от коррозии, абразивного износа и для шумоизоляции. Толщина покрытия 1,0–1,2 мм.
Пластизоль Д-4А предназначен для герметизации сварных швов.
Невысыхающая мастика 51-Г-7 используется для герметизации сочленений кузова.
Во внутренние полости антикоррозионное вещество напыляют способом воздушного и безвоздушного распыления.
При воздушном распылении требуется сжатый воздух под давлением 0,5–0,8 МПа, пистолет-распылитель с бачком, шланги и удлинительные насадки для пистолета. Лучшее качество покрытия достигается при безвоздушном распылении под давлением 4–12 МПа, которое позволяет распылять материалы значительной вязкости.
Для механической защиты арок колес от мелких камней и песка, помимо штатной защиты арок, устанавливаемой на заводе-изготовителе, используют подкрылки из пластмассы, дополнительно установленные на автомобиль. Основные недостатки дополнительных подкрылков – сверление в крыле дополнительных отверстий для их крепления, ухудшение вентиляции колесных арок, скопление грязи и соли в местах выступания подкрылка над отбортовкой крыла. Для защиты лакокрасочного покрытия передней части капота и нижней части дверей применяют специальные антигравийные прозрачные самоклеящиеся пленки.
loganreno.ru
Пластизоли изготовление - Справочник химика 21
Приготовление пластизпля (смеси полимера с пластификаторам и другими добавками) осуществляют в вакуум-смссителях вместимостью до 1 т, производительностью до 3 т/ч. Для изготовления пластизолей используется эмульсионный поливинилхлорид (ПВХ), в качестве пластификатора (содержание его в пасте соста- [c.295]При нанесении клея из расплава трудности, связанные с сушкой, исключаются. Клеи в виде горячих пластизолей или расплавов наносят экструзией через плоскощелевую головку на движущуюся основу. Клей-расплав поступает в бункер экструдера в гранулированном виде. Для облегчения загрузки клея в экструдер (предотвращение слипания гранул и т. д.) в бункере можно установить ворошители или другие специальные устройства либо использовать метод постепенного дозирования клея. Клей-расплав расплавляется в материальном цилиндре экструдера и в гомогенном состоянии выдавливается через щелевую головку на основу, проходящую через специальный валковый агрегат, установленный под головкой. Для изготовления липких лент данным способом не требуется громоздких сушилок для сушки клея после его нанесения на основу, а производительность процесса не лимитируется операцией сушки. [c.150]
Увеличивается применение смолы для покрытия тканей с целью изготовления искусственной кожи. В этой области в настоящее время с пластизолями конкурирует порошкообразная смола. Покрытые поливинилхлоридом ткани используются для обивки мебели, отделки автомобилей и одежды. Покрытие и обработка бумаги с целью придания ей стойкости к истиранию не занимает заметного места в общем объеме потребления поливинилхлорида. [c.180]
Из поливинилхлорида изготовляют шланги для омывателя ветрового стекла, сильфоны, изоляцию электропроводов, мягкие ручки, кнопки, канты, прошвы и др. Для звукоизоляции, защиты днища кузова от коррозии, герметизации сварных швов внутри кузова, препятствующей проникновению воды и пыли, уплотнения желобка водослива, склеивания фильтрующих элементов масляных фильтров с верхней и нижней картонными крышками, изготовления прокладок воздушного фильтра и др. широко используют поливинилхлоридные пластизоли (см. Пасты полимерные). Поливинилхлоридными пленками отделывают потолок, сиденья, дверную и боковую обшивку салона. [c.457]
Центробежное формование применяют для изготовления изделий, имеющих форму тел вращения (втулки, трубы, полые сферы и др.), под действием центробежных сил. Таким способом перерабатывают вязкотекучие термореактивные компаунды, расплавы полимеров и пластизоли, как ненаполненные, так и содержащие порошкообразные и волокнистые наполнители. При центробежном формовании расплав полимера или термореактивный компаунд заливают в нагретую форму, закрепленную на валу центрифуги, к-рую приводят во вращение. Под действием центробежных сил перерабатываемый материал распределяется равномерным слоем по оформляющей пов-сти формы и уплотняется. После охлаждения формы ее останавливают и извлекают готовое изделие. Для изготовления невысоких втулок и изделий, имеющих геометрию параболоида вращения, применяют форму с вертикальной осью вращения длинные трубы получают в формах с горизонтальной осью вращения, полые сферы - одноврем. вращением формы вокруг двух взаимно перпендикулярных осей. Величина развивающегося в процессе формования давления определяется частотой вращения формы и радиусом ее оформляющей полости и достигает 0,3-0,5 МПа. Этим методом получают обычно тонко- и толстостенные изделия, изготовление к-рых др. методами затруднительно или невозможно. [c.8]
ПВХ-пластизоли применяются при изготовлении обуви [147 игрушек [148], герметизирующих прокладок [149], перчаток [150 для защиты металла от коррозии [151, 152] и др. [c.163]
Спекание. Формование пластизолей методом спекания напоминает получение изделий горячим окунанием. Отличием является лишь то, что пластизоль наносится на внутреннюю поверхность полой формы. Нагретую форму заполняют пласти-золем, затем переворачивают и дают стечь излишку материала. Оставшийся пластизоль расплавляется, затем охлаждается и отделяется от формы. Эта технология широко используется в таком популярном производстве, как изготовление кукол. [c.165]
По методу получения различают поливинилхлорид эмульсионный (ГОСТ 14039—68) и суспензионный (ГОСТ 14332—69), а в зависимости от целевого назначения подразделяют на марки для изготовления винипласта, для искусственной кожи, для пластизолей и органозолей и т. п. [c.178]
Большое распространение получил способ изготовления из поливинилхлоридных композиций тонких вспененных эластичных покрытий типа кожи искусственной. Они готовятся из пластизолей (см. Пасты полимерные) пли каландрированных пленок с применение.м газообразователей. По этому способу получают П. со смешанной структурой ячеек. [c.276]
Перспективным является использование жесткого поливинилхлорида для изготовления выдувных емкостей, предназначенных для хранения синтетических моющих средств, смазочных масел и пищевых продуктов. В 1970 г. было произведено 350 млн. шт. таких емкостей они стоят дороже, чем из полиэтилена, но обладают лучшей химической стойкостью и прозрачностью. Другими областями использования жесткого поливинилхлорида является изготовление поручней, слоистых материалов для внутренней отделки и моноволокна. Быстро увеличивается потребление поливинилхлорида для изготовления подошв и каблуков для обуви методом литья под давлением (в 1965 г. — 5,4 тыс. т, в 1968 г. — 29,5 тыс. г). Растет потребление поливинилхлорида в виде пластизолей, органозолей и растворов (табл. 24) [104]. [c.182]
В СССР разработано два типа установок для ротационного формования ЛРС-1 и ЛРФ-1. Установка типа ЛРС-1 (рис. 10.3) предназначена для изготовления упаковки вместимостью до ЗОО дм из порошко- и пастообразных термопластов, а установка типа ЛРФ-1 (рис. 10,4) — для получения упаковки вместимостью до 600 дм в основном из пластизолей ПВХ и порошкообразного полиэтилена. Все технологические операции на установках ЛРС-1 и ЛРф-1, за исключением извлечения упаковки и [c.139]
Нанесение покрытий на рулонный прокат может осуществляться в виде пластизолей или органозолей. За рубежом покрытие листовых металлов поливинилхлоридными пастами является одним из самых распространенных способов изготовления металлопластов. [c.90]
Разновидностью пластифицированного ПВХ являются пласти-золи. Это дисперсии ПВХ и различных твердых добавок (стабилизаторов, пигментов, наполнителей) в пластификаторе. Применяются пластизоли для изготовления кроненпробок, гибких трубок для аппаратов переливания крови и других медицинских целей, а также трубопроводов для транспортировки молока. [c.94]
Покрытия на основе пластизолей. В настоящее время совместными усилиями фирм по изготовлению поливинилхлорида и оборудования разработана технология экструзии жидких пластизолей. Жидкость нагнетается под дав- [c.140]
С 1965 г. совместно с ВНИИМетмашем отрабатывались процесс изготовления пластизолей на основе ПВХ и технология нанесения защитного покрытия из пластизолей на непрерывно движущуюся стальную полосу. [c.325]
Наиболее пригодны для изготовления пигментированных пластизолей и органозолей двуокись титана и сажа, сильно замедляющие деструкцию полимера, а также фталоцианиновые пигменты, кадмий желтый и красный. [c.247]
Несмотря на сложный состав, изготовление пластизолей и органозолей не составляет особых трудностей. Смешение полимера с пластификатором и другими компонентами может производиться в смесителях, шаровых мельницах, на краскотерочных машинах. Во избежание преждевременного загустевания температура недолжна превышать 30 °С. Полученную смесь выгружают в бак для [c.247]
К сравнительно новым областям применения пластифицированного ПВХ относится производство слоистых пластиков на его основе, где листы из ПВХ сочетаются со сталью, алюминием, медью и другими металлами. Слоистые пластики отличаются стойкостью к истиранию, а также высокой стойкостью к действию химических реагентов. Они могут применяться для изготовления щитов управления, деталей машин, корпусов телевизоров, футляров и деталей счетных машин, контейнеров, чемоданов и т. д. ПВХ определенных марок при комнатной температуре образует с пластификаторами густые суспензии (пластизоли, пасты), которые наносят на изделия (распылением, маканием и т. д.) и при последующем нагревании получают однородные пленки. Ткани, покрытые поливинилхлоридными пастами, используются для получения искусственной кожи. Пастами из ПВХ покрывают полиамидные ткани, применяемые в качестве брезента . [c.13]
Управлять реологическими свойствами пластизолей можно не только путем изменения гранулометрического состава пастообразую-щего ПВХ. В частности, в [12] сделана интересная попытка проанализировать процесс смешения твердых ингредиентов (ПВХ, наполнителей, термостабилизаторов) в смеси жидких функциональных добавок (пластификаторов, разбавителей, ПАВ и др.) с точки зрения термодинамического равновесия. Авторы этой работы исходили из предпосылки о том, что изменение коагуляционной структуры пластизоля при смешении и хранении является следствием перераспределения жидких компонентов на поверхности твердых, протекающего в направлении установления термодинамического равновесия. На основании этого в процессе изготовления пластизолей должны соблюдаться гпедующие условия во-первых, необходимо рассчитать количество каждого из жидких компонентов, которые нужно подать на поверхность каждого из твердых для достижения равновесного состояния эго количество пропорционально лиофильности, характеризуемой теплотой смачивания. Во-вторых, необходим такой порядок дозирования жидких компонентов, при котором их расчетные количества предварительно не смешиваются между собой, а подаются на поверхность твердых в порядке убывания значений удельных теплот смачивания. [c.263]
Обувь, изготовленная из пластизоля ПВХ, легкая, иммитирует кожаную об вь с привлекательным внешним видом, высокими влагозащитными свойствами и достаточно прочная,. [c.224]
Экспериментальная проверка показала, что у образцов пластизо-лей, полученных с учетом состояния термодинамического равновесия, наблюдается меньший рост вязкости при хранении, чем у образцов, изготовленных по традиционной технологии. Следует отметить, что разница в поведении образцов уменьшается при увеличении интенсивности (скорости сдвига и продолжительности) смешения ингредиентов. Вероятно, напряжение сдвига при интенсивном перемешивании уже в процессе смещения пластизоля способствует термодинамически выгодному распределению жидких компонентов по поверхности твердых. Таким образом, установлена связь между динамикой старения пластизолей и перестройкой граничных слоев на поверхности твердых компонентов, обусловленной избирательной адсорбцией их поверхности. [c.264]
Изготовление формы. Форма определяет конфигурацию, размер, точность и чистоту поверхности выполняемого изделия. Для изготовления форм применяют различные материалы металлы (сталь, медь, алюминий, титан, цирконий, свинец и др.) неметаллы (пластмассы, гипс, воск, пластизоль, пенопласт, кремнийорганические каучуки, стекло, дерево и др.). В зависимости от материала формы подразделяют на металлические, неметаллические и комбинированные. Формы могут быть многократного использования (неразрушаемые) и однократного использования (выплавляемые, растворимые, выжигаемые). [c.340]
Помимо методов, рассмотренных выше, для производства РО применяют методы литья иод давлением и жидкого формования. Первым методом наряду с резиновыми смесями перерабатывают также композиции на основе поливинилхлорида и бутадиен-стироль-ных или изоирен-стпрольных термоэластопластов. В методе жидкого формования, к-рый является новейшим достижением в технологии нроизводства РО, исиользуют олигомеры двух типов полиуретаны и углеводородные жидкие каучуки с концевыми функциональными группами. При изготовлении РО этим методом исходные компоненты смешивают в головке литьевого устройства, откуда смесь поступает в форму, в к-рой компоненты взаимодействуют при одновременном оформлении изделия (см. также Уретановые каучуки). Разновидность жидкого формования — производство РО, имитирующей обувь из натуральной кожи, с применением поливинилхлоридных пластизолей. Процесс включает свободную заливку пластизоля в установленную на конвейере тонкостенную форму, в к-рой происходят желатинирование материала и окончательное оформление изделия (эти операции осуществляются в обогреваемых камерах см. также Насты полимерные). [c.157]
Многообразие способов переработки пластизолей в изделия и покрытия обусловливает их широкое применение во многих отраслях народного хозяйства в автомобилестроении в качестве антикоррозионных, уплотняющих, абразивостойких, противошумных и изоляционных покрытий в консервной промышленности в качестве уплотняющих мастик в медицинской промышленности для изготовления деталей медицинских инструментов в производстве товаров народного потребления для изготовления детских игрушек, перчаток, обуви, стеклосетки в производстве строительных материалов для изготовления линолиума, обоев и т.д. [c.261]
Новый материал назвали пластигелем. Это название указывает на генетическую связь новой композиции с пластизолями. Рассказанная выше небольшая история показывает, что изучение реологии может иногда привести к созданию нового интересного материала. Как новый материал пластигели имели некоторый успех. Однако наибольший интерес они представляют с точки зрения своих реологических свойств, обусловивших возможность их применения с различными желатинизирую-щими агентами при промышленном изготовлении полимерных покрытий. [c.159]
Эксплуатация растворов. Серебряные покрытия наносят способами погружения, полива и пневмораспыления. Первый из них применяют при серебрении деталей небольших размеров, второй — при нанесении покрытий на большие плоские поверхности, преимуш,ественно из стекла, и третий— при обработке больших как плоских, так и рельефных поверхностей из самых разнообразных материалов (например, стекла — в производстве зеркал, лаковых дисков— при изготовлении грампластинок, моделей из кожи, поливинилхлорида — в производстве пресс-форм, используемых при выпуске обуви из пластизоля). Наиболее экономичным и производительным является способ получения покрытия пневмораспылением. Он позволяет получать беспорпстое однородное покрытие с высоким коэффи- [c.95]
Коврик багажника автомобиля из поливинилхло- 6-01-769—73 ридного пластиката Пленка поливинилхлоридная марки ППМ-18 для В стадии подложки в декоративных профилях (молдингах) разработки Пластизоль Д-1А для изготовления деталей 6-01-385—69 фильтрующего элемента воздушного фильтра и для крышек фильтрующего элемента Пластизоль Д-7А для изготовления фильтрую- 6-01-749—72. щего элемента масляного фильтра Пластизоль Д-4А для герметизации сварных 6-01-680 —72 швов внутренних зон кузова Пластизоль Д-5А для герметизации сварных 6-01-428—70 швов внешних зон кузова Пластизоль Д-11А для защиты днища кузова 6-01-538—70 [c.72]
Промышленность выпускает также пластизоль марки диплазоль 16-АР1> (ТУ 6-01-649—71) для изготовления пипеток к авторучкам и пасту поливинилхлоридную для кроненпробок (ТУ 6-05-1408—70), используемую при герметизации бутылок с пивом и другими напитками. [c.74]
Нанесение паст (пластизолей). Практич. значение имеет нанесение пластизоля на металлич. полосу по клеевому подслою. Применение пластизоля позволяет исключить операцию изготовления пластикатовой пленки, что снижает стоимость М. Пластизоль приклеивают теми же клеями, что и пластикат. Наносят его на стальную полосу, покрытую слоем клея, при помощи скребкового ножа или намазывающего ролика. Толщина полимерного покрытия регулируется высотой подъема ножа (ролика) над полосой металла. Затем М. попадает в печь, где поливинилхлорид набухает в пластификаторе, после чего проходит тиснильные валки, охлаждается и направляется на разрезывание и упаковку. Свойства полученного этим методом М. практически не отличаются от свойств М., полученного наклеиванием пластиката на стальную полосу. [c.98]
НИИ воды они образуют гель. Замещение иона натрия на длинноцепочные алкиламины превращает бентонит, который жела-тинизируется с водой, в вещество, желатинизирующееся в смеси с некоторыми органическими жидкостями. Из аминиро-ванного бентонита мы получили настолько жесткий пластизоль, что при его обработке в смесителе прогибались рабочие лопасти мешалки. Полученный материал больше походил на глину, применяемую для изготовления моделей, чем на текучий пластизоль. Кривые течения этого материала оказались подобными типичным кривым течения классического тела Бингама. Но когда мы вручную отформовали несколько неболь- ших фигурок и подсушили их в печи, то оказалось, что не только не произошло никакого искажения формы, но на фигурках можно было заметить даже отпечатки наших пальцев. [c.159]
Со.зданпе П. обусловлено необходимостью переработки в изделия плохо растворимых и нестойких прп нагревании полимеров. П. обладают относительно высокой текучестью прп больших напряжениях сдвига и невысоких темп-рах, что позволяет изготовлять из них изделия относительно сложной формы. При этом для них характерна очень высокая вязкость или даже полная нетекучесть при низких напряжениях сдвига, благодаря чему изготовленные изделия не теряют формы до затвердевания П. Отформованные изделия из П. подвергают желатинизации (гелеобразованию) при нагревании, в результате чего П. затвердевает во всем объеме без нарушения однородности системы (о механизме желатинизации см. ниже). Нек-рые пластизоли затвердевают в результате испарения дисперспонной среды. [c.269]
Перспективным является использование эфиров фталевой кислоты в поливинилхлоридных покрытиях для пола. Основная проблема в этой области —разработка пластификаторов, снижающих склонность этих покрытий к загрязнению. Для изготовления каландрированных и формованных плиток обычно применяют диоктилфталат, бутилбензилфталат, а для листов, получаемых из пластизолей, пластификатор марки текса-нол-изобутират фирмы Eastman Kodak o. С целью изготовления стойкого к загрязнению линолеума предложено двухслойное покрытие. Нижний слой (толщиной 1,2 мм) содержит 25—30 вес. ч. диоктилфталата, верхний (толщиной 0,2 мм) — 10—15 вес. ч. тексанол-изобутирата. [c.267]
П. мало пригоден для изготовления лаков вследствие отсутствия дешевого растворителя для получения р-ров высокой концентрации. Нек-рое применение нашли 10—12%-ные р-ры П. в хлорбензоле для пропитки тканей и получения различных грунтов, содержащих в качестве наполнителей диабазовую муку, графит и др. порошки. Из р-ров П. в тетрагидрофуране или смеси сероуглерода и ацетона продавливанием через фильеры в осадительные ванны (вода, метанол), в к-рых удаляется растворитель, получают волокна. Особенно перспективен для этой цели П. повышенной теплостойкости (см. Поливинилхлоридные волокна). Отдельную группу представляют материалы на основе поливинилхлоридных паст — пластизоли, органозоли, пластигели и т. д. (см. Пасты, полимерные). [c.224]
Пластизоли с жизнеспособностью 2—6 нед наз. техническими. Их перерабатывают на месте изготовления преимущественно в кожу искусственную. Материалы с оптимальными жизнеспособностью и способностью к желатинизации производят из поливинилхлорида с мол. массой 150 000—180 ООО. Наличие в полимере низкомолекулярных фракций или глобул диаметром менее 1 мкм и повышение темп-ры хранения вьиие 25 °С снижают жизнеспособност . П. [c.270]
В процессах плакирования полимеры в исходном состоянии используются как в виде пленок, так и в виде порошков, растворов, паст (пластизолей, органозолей, пластигелей). Технология плакирования пластизолем и органозолем включает дополнительную операцию — желатинизацию пасты, ограниченная скорость которой лимитирует и скоростные параметры линии плакирования. Однако этот метод дешевле, так как исключаются необходимые при изготовлении пленочного материала операции каландрирования и вальцевания. [c.187]
Полимеры, применяемые в качестве дисперсной фазы для изготовления пластизолей и органозолей, должны обладать способностью к пастообразованию, т. е. к набуханию в пластификаторе при комнатной температуре, что приводит к получению текучих паст с высокой концентрацией полимера и стабильной вязкостью. [c.244]
Условия полимеризации выбирают таким образом, чтобы полимер имел молекулярный вес, обеспечивающий набухание в пластификаторе с определенной скоростью. Окончание этого процесса или так называемое созревание смеси должно происходить через 8—10 ч (при температуре 18—20°С), когда в результате набухания образуется сметанообразная масса. Слишком быстрое или медленное набухание затрудняют применение пластизолей. Наиболее пригодны для изготовления пластизолей полимеры, полученные методом эмульсионной или суспензионной полимеризации. В СССР для этой цели используют поливилхлорид марки Л-5. [c.244]
Пластификаторы служат в пластизолях дисперсионной средой. Выбор их имеет существенное значение, так как они должны обеспечивать требуемые условия хранения и применения пластизолей, а также качество покрытия. Стабильные и пригодные к нанесению дисперсии получают, если п.олимер ограниченно набухает в пластификаторе в процессе изготовления и хранения. В та же время набухание должно быть значительным в процессе нагревания покрытия, так как при этом происходит дорастворение частиц полимера в дисперсионной среде с образованием гомогенного покрытия. Кроме того, пластификаторы, как и в лакокрасочных материалах с растворителями, должны быть практически нелетучи, бесцветны, устойчивы к действию ультрафиолетового излучения и нагрева, сохранять пластифицирующие свойства пр низких температурах, незначительно изменять вязкость в широком диапазоне температур и т. п. Для обеспечения этих условий в пластизолях, если нужно, применяют смесь пластификаторов с различной полярностью и соответственно с различной растворяющей (желатинирующей) способностью в отношении полимера. С этой точки зрения пластификаторы подразделяют на первичные,. вторичные и разбавители. [c.245]
chem21.info
Пластизоли - Энциклопедия по машиностроению XXL
Определенные виды смесей пластификатора с полихлорвинилом образуют так называемые пасты или пластизоли—взвесь очень мелких частиц полимера в пластификаторе. Такие пасты, если разница удельных весов их составляющих незначительна, при достаточно низкой температуре весьма стойки. Обладая незначительной вязкостью, будучи даже относительно плотными, они легко поддаются формованию. [c.9]На примере покрытий из пластизолей и органозолей толщиной 200 мкм показана возможность измерения С и тангенса угла диэлектрических потерь системы tg 5. [c.86]
Литье и отверждение с участием агентов, вызывающих набухание (пластизолей) Экструзия (горячая) [c.40]
В виде растворов В виде дисперсий водные дисперсии (латексы, суспензии) органозоли пластизоли [c.365]
Органозоли и пластизоли. Появление на рынке дисперсионных смол привело к разработке новых методов применения высокополимерных соединений в качестве поверхностных покрытий, поскольку эти смолы применяются в виде органозолей и пластизолей. Рецептуры, производство и применение органозолей и пластизолей подробно описаны в томе II. Здесь же приводятся только краткие сведения об этих смолах и способах их применения. [c.587]
Пластизоли совсем не содержат летучих растворителей и поэтому в их состав должен входить пластификатор в количестве, которое обеспечило бы удовлетворительное диспергирование смолы, пигмента и других ингредиентов. Вязкость пластификатора, очевидно, оказывает влияние на консистенцию пластизоля. Некоторые прекрасные СМоляные пластификаторы непригодны для производства пластизолей из-за своей высокой вязкости. Некоторые же низковязкие пластификаторы являются настолько хорошими растворителями смолы, что при их применении дисперсии получались бы повышенной консистенции. Такие пластификаторы можно применять в. смеси с пластификаторами более слабого действия. Поскольку существует большое количество пластификаторов, которые можно применять в производстве пластизолей, получение дисперсии с нужными свойствами не вызывает затруднений. [c.590]
Подробности, касающиеся рецептур, производства и применения пластизолей, будут приведены в томе II. [c.591]
Пластизоли 546, 558, 575, 587—591 Пластификация, механизм 433—435 [c.751]
Пластизоли для герметизации на основе поливинилхлорида [c.646]
Вместо пластизоля алюминий можно плакировать пленкой полихлорвинила, которая в готовом виде выпускается промышленностью. В этом случае технологический процесс отличается тем, что на активированный, т. е. нагретый до пластичного состояния клеевой грунт, наносят не пластизоль, а готовую пленку, которую затем также подвергают оплавлению и тиснению на рифленых валках. Такой вариант плакирования проще, так как не требует приготовления пластизоля-и его желатинизации. [c.44]
Пластикат наносят на защищаемую поверхность в виде пленки, пластизоля, органозоля и порошка. Так как ПВХ имеет низкую адгезионную способность к металлам, то защищаемую поверхность предварительно грунтуют. В качестве грунтов наиболее распространены термопластичные клеи на основе сополимера винилхлорида с винил ацетатом, клеи на основе фенольных и эпоксидных смол, нитрильного каучука и др. [6, 107]. [c.88]
Нанесение покрытий на рулонный прокат может осуществляться в виде пластизолей или органозолей. За рубежом покрытие листовых металлов поливинилхлоридными пастами является одним из самых распространенных способов изготовления металлопластов. [c.90]
Замазки, мастики, пасты, пластизоли (из эпоксидных, поливинилхлоридных смол и каучуков) [c.221]
Способ нанесения. Пластизоли наносят на металл холодным или чаще горячим (с предварительным нагревом изделия) маканием, а затем нагревают при 150—165° С в течение 20—30 мин. [c.222]
Пластизоли и органозоли используют для защиты металлов от коррозии и для декоративной отделки пластизоли применяют также для получения искусственной кожи, непромокаемой ткани и т. п. Можно покрывать пе только изделия, но и листовой полуфабрикат, а затем готовить из него изделия. [c.611]
В зависимости от рода и количества введенного пластификатора температура плавления поливинилхлоридного пластизоля может колебаться в широких пределах (от 50 до 220° С). [c.86]
Далее лента поступает во вторую валковую машину, где наносится отделочный слой на каждую из сторон по принципу обратного (противоположного) направления вращения наносящего валка относительно движения ленты. Толщина покрытия составляет 20—25 мкм для лакокрасочных материалов, 50—80 мкм для, органозолей и 100—300 мкм для пластизолей. [c.186]
В случае получения утолщенных покрытий, особенно на основе поливинилхлоридных пластизолей, непосредственно после сушки производится тиснение покрытия. Тиснение улучшает декоративный вид и повышает защитные свойства покрытия вследствие уплотнения структуры. [c.186]
Бумажный фильтр изготовлен из специальной пористой бумаги. Он обладает низким сопротивлением впуска и высокой фильтрующей способностью. Герметичность фильтрующего элемента по торцам обеспечивается заливкой пластизолем. [c.115]
Большое распространение получили пластикаты в виде пластизолей, которые предназначены для защиты днища кузова, герметизации сварных швов, деталей фильтрующего элемента воздушного фильтра и крышек фильтрующего элемента, фильтрующего элемента масляного фильтра и т. д. Наибольшее применение находят пластизоли Д-1А (ТУ 6-01-969— 79), Д-4А (ТУ 6-01-680—76), Д-7А (ТУ 6-01-749—82). [c.136]
Как было показано во многих работах, карбонат кальция лишь умеренно реагирует на добавление силанового аппрета. Эффект усиления пластизоля в случае использования системы глина — П-силан более значителен. В присутствии аппрета восстанавливается почти 80% прочности на растяжение, потерянной композитом из-за введения наполнителя. [c.165]
Более пластичные пластмассы на основе ПВХ носят название поливинилхлоридных паст (пластпзоли и организоли). Выпускают по ТУ 6-01-538—70 — пластизоль Д-11А для защиты днища кузова автомобиля пластизоль по ТУ 6-01-680—72 Д-4А и но ТУ 6-01- 8—70 Д-5А для герметизации сварных швов кузова в другие специализированные марки. [c.251]
Дисперсии в нелетучих средах, способных частично растворять полимерные частицы, называются пластизолями. При нагревании жидкая фаза растворяется в полимере с образованием мягкого пластифицированного полимерного геля. Для приготовления пла-стизолей чаще всего используется поливинилхлорид. Вязкость пластизоля перед растворением (гелеобразованием) должна быть достаточно низкой для того, чтобы его легко было совместить с наполнителем. [c.367]
Пенотермопласты 380, 447, 448 Пиролиз 323 сл., 335 Пластизоли 365, 367 Пластификация 38 Пластическое течение 55 Податливость 57 сл., 132, 134, 150 при ползучести 149 Подшипники 385 сл. [c.468]
Появление на рынке органозолей и пластизолей представляет особый интерес для производства покрытий, так как они позволяют наносить высокополимерные виниловые смолы без дорогостоящих растворителей. В этих случаях смолы диспергируются в дешевых смесях диспергаторов-разбавителей для получения органозолей или в пластификаторах для получения пластизолей. Этот вопрос подробно будет изложен ниже. В настоящее время поливинилаце-тат для покрытий существует в форме латекса. В ближайшее время можно ожидать новых усовершенствований в области виниловых смол для покрытий как из-за возможности появления новых разнообразных сополимерных материалов, так и вследствие прочности и высокой химической стойкости их пленок. Подробное описание производства, свойств и применения виниловых и родственных им смол дал Шильдкнехт в 1952 г. в книге Виниловые и родственные им полимеры [3]. [c.546]
Хлористый винил можно полимеризовать всеми описанными выше методами в блоке, в растворителе, суспензионным или эмульсионным методами. Полихлорвинил относительно плохо растворяется в органических растворителях. Поэтому его применяют преимущественно в производстве пленок, получаемых каландрированием, и листов, а также предметов, получаемых формованием или эктрузией для получения покрытий из растворов его применяют в меньшем количестве. С появлением так называемых дисперсионных смол для производства органозолей и пластизолей [c.558]
Из табл. 119 следует, что в производстве органозолей, содержащих жидкий пластификатор, можио применять только дешевые -летучие компоненты. Пластификатор хорошо смачивает смолу и очейь слабо ее растворяет. Органозоли и пластизоли производятся диспергир оваи ием порошкообразных смол в жидкости в обычных шаровых ИЛ1И роликовых мельницах. Если начальное диспергирование недостаточно, то консистенция дисперсии со временем возрастает из-за продолжающегося, хотя и слабого, растворения смолы смесью летучих растворителей. Точно так же, если дисперсия хранится при температуре выше 50°, то за счет увеличения растворяющего действия летучих растворителей при повышенной температуре консистенция ее может повыситься. [c.589]
Консистенция пластизолей при их старении несколько возрастает, но это явление можно свести до минимума тщательным подбором пластификаторов с малой способностью растворять смолу при комнатной температуре. Суспензию смолы е пластификаторе часто получают, перетирая их на трехвалковой краскотерке краскотерка в этом случае не должна сильно нагреваться, так как тепло увеличивает растворяющую спасобность пластификатора и, следовательно, консистенцию пластизолей. Пластизоли -можно наносить на бумагу или текстиль погружением, шпредированием или наливом. Во всех случаях покрытие должно быть оплавлено [c.590]
На стадии проектирования следует также рассматривать вопрос герметизации кузова автомобиля. Большие нарастающие аэродинамические давления особенно отражаются на герметичности кузова высокоскоростных автомобилей, в частности, когда конструкция окон может вызвать падение давления внутри кузова. При изготовлении кузовов с помощью точечной сварки возникает проблема в получении для изолирования соединения внахлестку такого герметика, который не выгорал бы при сваривании листов. Одним из вариантов решения этой проблемы является введение уплотняющего валика между точечными швами, как показано на рис. 6.14, а. Этот способ герметизации оказывается особенно ценным для стыковочных соединений внахлестку корытообразных элементов пола кузова. Важным требованием при проектировании всех герметизированных соединений является сведение к абсолютному минимуму подвижности узлового соединения, так как вызываемое этой подвижностью растрескивание уплотнителя относится к наиболее распространенной форме разрушения герметизирующего слоя. При соединении передней стойки с нижним обвязочным брусом требуется особое внимание в связи с необходимостью исключения проникновения воды с надколесной дуги к брусу и далее в корыто пола. Узлы крепления задних надколесных дуг не могут быть достаточно уплотнены вследствие затрудненного к ним доступа. Это приводит к другой, довольно распространенной проблеме, с которой приходится сталкиваться при выполнении стыковочных соединений внутри полостей воздухозаборника отопителя, встроенного в перегородку, расположенную между двигателем и кабиной. Для наружных стыковочных соединений в качестве уплотняющих веществ используется выдавливаемый из туба пластизол или паста, что иллюстрируется рис. 6. И, б. [c.151]
В табл. 29 представлены данные по защитным свойствам двух- и трехслойных покрытий. Если нитроэмаль НЦ-125 и эпоксидно-сланцевая краска ЭСК-16, грунтовка и преобразователь ржавчины № 444, мастика БМП-1 и пластизоль Д-ПА практически не заш ищают металл от коррозии в агрессивных средах, то нанесение поверх слоев ПИНС придает двойным покрытиям очень высокие защитные свойства, превышающие защитные свойства самих ПИНС трехслойные покрытия типа активная грунтовка — лакокрасочное покрытие (или мастика)—ПИНС обеспечивают в выбранных условиях 100%-ю защиту. [c.190]
По1фытие порошковым полимерным пентапластом применено взамен существующих методов защиты от коррозии (футеровка листовыми материалами, винипластом и полипропиленом, свинцовые оболочки, защита пластизолем). [c.173]
Мастики, пластизоли и органозоли приготавливают из поливинилхлоридных полимеров путем растирания их в пластификаторах с добавлением светотермостабилизаторов и красителей. В мастики добавляют порошкообразные наполн ители (литопон, каолин). [c.72]
Нанесение и желатинизация пасты (пластизоля), приготовленной смешением 100 вес. ч. полихлорвинило- [c.43]
В СССР в настоящее время для получения металлопласта применяются органозоль ОД-ХВ-722 и пластизо-ли ПЛ-ХВ-724, Диплозоль-2А и НПК-КС-2П. В качестве грунтов целесообразно применять под органозоль фосфатирующий грунт ВЛ-02, а под пластизоль — фосфа-тирующий грунт ВЛ-08 или акриловый грунт АК-091. [c.90]
Мастики, пластизоли и органозоли приготовляют из поливинилхлоридных смол путем растирания (диспергирования) их в пластификаторах с добавлением светотермостабилизаторов и красителей. В мастики (они гуще) добавляют порошковые наполнители (литопон, каолин и др.) В органозоли (они более жидкие, наносятся кистью и пульверизатором) добавляют органические разбавители. Мастики, пластизоли и органозоли при термической обработке (150—170° С) желатинизируют, приобретают твердое резиноподобное состояние. Они используются для получения покрытий на тканях (кожзаменители), бумаге, картоне, металлоизделиях и др. [c.222]
Поэтому В последнее время разработаны новые материалы, позволяющие наносить сравнительно толстый слой пленкообразователя на поверхность. К ним относятся эмульсин или латексы полимеров в воде, суспензии полимеров в пластификаторах, иногда с добавлением растворителей (пластизоли и органозоли), растворы полимеров в мономере, подвергающемся в процессе пленкообразова-ния полимеризации (ненасыщенные полиэфиры). [c.595]
Лак эпоксидный Э-4100 растворитель ацетон или ксилол масса по-луэбонитовая клей резиновый пластизоль марки Диплазоль 2А Специальные накладки Винипласт, плексиглас, целлулоид, нержавеющая сталь, свинцовая фольга, полиэтиленовые и хлорвиниловые пленки [c.154]
Характеристики указанных пластикатов приведены в табл. 6-1. Поливинилхлоридные пластмассы представляют собой пласти-золи на основе поливинилхлорида и пластификатора. Кроме пластификатора, в смесь могут входить стабилизаторы, наполнители, красители. При комнатной температуре пластификаторы являются плохими растворителями для полимера. Повышение температуры увеличивает скорость растворения полимера и его растворимость. Вязкость пластизоля значительно возрастает при температуре, большей 50°С, при этом золь постепен- [c.84]
Для окраски валковым методом применяются самые разнообразные лакокрасочные материалы. Наиболее широкое распространение получили материалы на основе следующих смол алкид-номеламиновых, модифицированных полиэфирных, акриловых (горячего отверждения), эпоксидных, модифицированных крем-нийорганических, виниловых, поливинилхлоридных сополимеры винилхлорида с винилацетатом и винилиденхлоридом, а также материалы на основе поливинилиденфторида. Рабочая вязкость грртовок должна составлять 40—60 с (по ВЗ-4 при 20 С), эмалей— 60—120 с, поливинилхлоридных органозолей и пластизолей — 1,5—4,0 Па-с. [c.187]
mash-xxl.info
Антикор кузова УАЗ Патриот
При повседневной эксплуатации автомобиля на лакокрасочное и антикоррозионное покрытие кузова воздействует агрессивная среда: противогололедные реагенты (в зимний период времени), песок, мелкие камни, вибрация и перепады температуры, которые вызывают появление микротрещин в защитном покрытии кузова, через которые вода и кислород проникают к поверхности металла.
В результате воздействия на кузов агрессивной среды начинается процесс окисления металла (коррозия), который приводит к потере им прочностных свойств, а наличие в воде большого количества солей и кислот только ускоряет процесс окисления.Коррозии больше всего подвержены пустотелые профили кузова, днище, нижние части дверей и стоек, а также соединения деталей кузова, в том числе места точечной сварки.Наиболее быстро коррозия развивается в скрытых полостях и нижних частях кузова при попадании влаги, грязи, солей, кислот. В связи с этим в процессе эксплуатации автомобиля для дополнительной защиты внутренних поверхностей и скрытых полостей кузова наносят специальный антикоррозионный состав, а в соединения деталей — уплотнительные мастики.Антикоррозионный состав, которым обрабатывают внутренние полости кузова и днище, должен отвечать следующим требованиям:
— содержать ингибиторы коррозии;
— равномерно распределяться по всей обрабатываемой поверхности и образовывать защитную пленку, стойкую к вибрации и перепаду температуры;
— иметь хорошую адгезию с элементами кузова или ранее нанесенными покрытиями;
— быть совместимым с нанесенными ранее лакокрасочными покрытиями и антикоррозионными составами;
— сохранять свои физические и химические свойства продолжительное время под воздействием внешних факторов;
— содержать материалы, при обработке автомобиля удовлетворяющие нормам пожарной и экологической безопасности.
Автоконсервант «Мовиль» или «Мовиль-2» используется для обработки скрытых полостей. Рекомендуется обрабатывать полости через каждые 1—1,5 года. Автоконсервант допускает обработку поверхностей, ранее покрытых нигролом или другими маслами, а также ржавых поверхностей.Защитный смазочный материал НГМ-МЛ применяется для обработки скрытых полостей. Этим материалом обработаны скрытые полости новых автомобилей.Защитное пленочное покрытие НГ-216Б используется для покрытия частей автомобиля под кузовом. Мастика противошумная битумная БПМ-1 применяется для защиты днища кузова от коррозии и для уменьшения шума. Толщина покрытия 1,0—1,5 мм.Пластизоль д-1 IА используется для защиты днища кузова от коррозии, абразивного износа и для шумоизоляции. Толщина покрытия 1,0—1,2 мм. Пластизолем д-1 IА обработаны днища новых автомобилей. Пластизоль д-4А применяется для герметизации сварных швов.Невысыхающая мастика 51-Г-7 используется для герметизации сочленений кузова.Во внутренние полости антикоррозионное вещество напыляют способом воздушного и безвоздушного распыления.При воздушном распылении требуется сжатый воздух под давлением 0,5—0,8 МПа, пистолет-распылитель с бачком, шланги и удлинительные насадки для пистолета. Лучшее качество покрытия достигается при безвоздушном распылении под давлением 4—12 МПа, которое позволяет распылять материалы значительной вязкости.для механической защиты арок колес от мелких камней и песка используются подкрылки из пластмассы, дополнительно установленные на автомобиль. Основные недостатки подкрылков — сверление в крыле дополнительных отверстий для их крепления, ухудшение вентиляции колесных арок, скопление грязи и соли в местах выступания подкрылка над отбортовкой крыла, для защиты лакокрасочного покрытия передней части капота и нижней части дверей применяют специальные антигравийные прозрачные самоклеящиеся пленки.
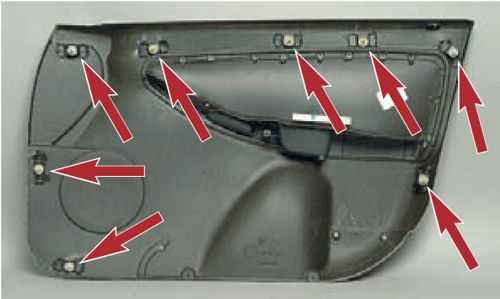
ПОДГОТОВКА И АНТИКОРРОЗИОННАЯ ОБРАБОТКА СКРЫТЫХ ПОЛОСТЕЙ Ввиду применения сложного технологического оборудования и необходимости высококачественного выполнения работ обработку скрытых полостей рекомендуется выполнять только на станциях технического обслуживания автомобилей. Порядок выполнения операций для защиты от коррозии скрытых полостей следующий: — установите автомобиль на подъемник, снимите детали и обивку, препятствующие доступу в скрытые полости; — промойте водой температурой 40—50 °С через технологические и дренажные отверстия скрытые полости и низ кузова до вытекания чистой воды. Опускные стекла дверей должны быть подняты; — удалите влагу, попавшую в салон и багажное отделение, продуйте сжатым воздухом все места нанесения антикоррозионных составов; — перегоните автомобиль в камеру нанесения антикоррозионного состава и установите на подъемник. Нанесите распылением антикоррозионный состав; — опустите автомобиль с подъемника, очистите от загрязнений наружные панели кузова ветошью, смоченной в уайт-спирите.ГЕРМЕТИЗАЦИЯ КУЗОВА Герметизация обеспечивается применением резиновых уплотнителей, клеев, уплотнительных мастик, резиновых пробок, закрывающих технологические отверстия, и тщательной подгонкой сопрягаемых деталей. Снимая и устанавливая уплотнители с металлическими каркасами, не допускайте смятия каркаса и образования гофр на уплотнителях. Сварные швы не обеспечивают полной герметичности соединений деталей, и в случае попадания влаги между сварными деталями возникают очаги коррозии. От попадания влаги и грязи сварные швы загерметизированы Пластизолем д-4А. После замены отдельных деталей кузова промажьте сварные швы с обеих сторон Пластизолем д-4А и нанесите невысыхающую мастику типа 51-Г-7 в угловые стыки и зазоры.autoruk.ru