Замена оси
Замена оси коромысел портер
Рассмотрим одну из самых частых причин обращения в сервис Портер
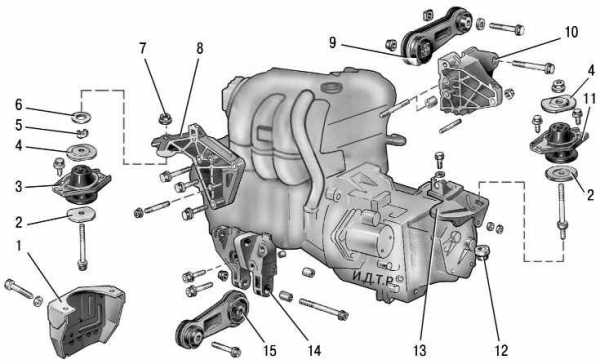
При замене ремней ГРМ каждые 60 000км пробега следует менять и ремень балансировочных валов, совместно с роликом. Невыполнение такого условия приводит к обрыву балансировочного ремня. Как следствие, возникает повышенная вибрация, дисбаланс двигателя и возможно смещение меток ГРМ. При наилучшем развитии ситуации, Владелец замечает появившуюся вибрацию и спешит в сервис Porter. Хорошо, если все обходится заменой балансировочного ремня и ролика Портер. Но, бывает, что уже слишком поздно и удар («встреча») клапана о поверхность поршня уже произошел. Самой слабой частью данного механизма является ось коромысел Портер. Именно на нее приходится вся нагрузка при ударе. И здесь есть варианты:
- Вырвало болт из крышки распредвала Портер.
Болт вырывает в следующих случаях:
А) трещина в крышке распредвала Портер
Б) вырвало резьбу
В) обломан болт крепления оси коромысел

2. Сломалась ось коромысел Портер

Рассмотрим все ситуации подробнее.
А) При наличии трещины в крышке крепления распределительного вала данная крышка не подлежит восстановлению. Можно следовать «дешевому и неправильному» методу, а можно сделать все по технологии, но это «правильно и дорого. Очень» Почему «дорого»? Потому что пастель распредвала Портер протачивается на заводе под один круг. Подобрать 100% точно такой же круг невозможно. Поэтому, «правильно и дорого» - заменить ГБЦ в сборе, чтобы шейки крепления распределительного вала имели один круг проточки, одинаковый. Можно сделать «неправильно»,- подобрать схожую крышку. Подбирать крышку распредвала следует с особой тщательностью- постепенно то зажимая, то ослабляя болты, проворачивать распределительный вал Портер, чтобы удостовериться в том, что крышки не зажимают его шейки и не припятствуют вращению вала. Также следует обратить внимание, не «гуляет» ли закусывание вала по шейкам. Если «закусывает» то на одной, то на другой крышке- это свидетельствует о деформации распределительного вала. В данной ситуации вал подлежит замене.
Б) При вырывании резьбы (вытягиванием болта) сама крышка осталась целой. Вам повезло. Имея специальный инструмент, процедура восстановления резьбы крышки распредвала Портер займет не более 2-3 часов. Следует удалить остатки старой резьбы, рассверлить отверстие, нарезать новую, увеличенную резьбу и вставить ввертыш. Установка вкладыша позволяет использовать стандартные болты крепления оси коромысел Портер, а также позволяет соблюсти моменты затяжки.
В) Если болт оси коромысел Портер обломан. Если удается извлечь остатки болта из крышки, тогда выполняются процедуры, как при вытягивании резьбы. Или Вам повезет, и дополнительных действий с крышкой крепления распредвала выполнять не придется. Если болт извлечь не удастся, тогда следует заменить крышку крепления вала, опять же, используя метод «дорого и правильно» или «дешево и неправильно».
Ситуация №2 не развивается самостоятельно. Ось не может сместиться без изменения положения одного из пяти крепежных болтов. Внимательно осмотрите распределительный механизм, - найдите причину.
При выполнении любой из вышеперечисленных процедур следует уделить особое внимание состоянию самого распределительного вала портер, а также проверить все коромысла и регулировочные болты клапанов. Глубокие (или не очень) канавки, которые прощупываются пальцем, на кулачках распределительного вала портер свидетельствуют об износе вала, возможно, по причине наличия на роликах коромысел люфта. Все рокера портер, на которых обнаружен люфт, подлежат замене. Также подлежит замене и вал, на котором имеются канавки или неоднородность металла по шейкам или кулачкам. При установке такого вала, отрегулировать клапана не удастся.
Чтобы избежать таких неприятных ситуаций, выбирайте правильные сервисы, персонал которых знает регламенты и соблюдает технологию проводимых работ.
remporter.ru
Ремонт осей прицепов и полуприцепов: ремонт оси BPW, COS, ROR, SAF, SMB
Обычным перечнем услуг для практически всех автотехцентров являются стандартные и дополнительные, нестандартные виды работ по ремонту и обслуживанию прицепов и полуприцепов. Это:
- диагностика и восстановление геометрии осей подвески;
- восстановление и реставрация деформированных осей;
- выправление цапф, наплавка металла, нарезка новой резьбы;
- правка суппортов, тормозных валов;
- проточка барабанов.
Мастера техцентра располагают всем необходимым оборудованием и инструментами.
Ремонт осей полуприцепов в несколько раз выгоднее покупки новой
Мы используем технологию, благодаря которой ремонт оси становится рентабельной процедурой относительно покупки новой оси, т.к. по стоимости ремонт выходит намного дешевле от стоимости новой.
В ось вставляется металлический пруток (диаметром 120-180 мм). Он обтачивается, подгоняется и под давлением загоняется в ось. В результате чего отремонтированная ось получается намного прочнее новой.
Мы оказываем сервисные услуги комплексно, поэтому перед установкой ось проверяется на развал, на специальном стенде. Стенд позволяет избежать перекосов постановки колеса на ступицу.
Кроме того, восстановленная ось проверяется на соосность. Если у Вас появилось подозрение, что полуприцеп "съедает" резину, также рекомендуем обратиться в наш сервис для проверки и регулировки соосности.
В результате отремонтировать ось намного рентабельнее, чем покупать новую, даже по срокам.
 |  |
Цены на ремонт осей полуприцепов
Сроки выполнения от 2х дней. Демонтаж, разборка и сборка оси оплачивается отдельно.
| Ось BPW, восстановление резьбового соединения и посадочного места подшипника ступицы (с одной стороны, без коробов) | Цена договорная |
| Восстановление оси BPW (сломана в районе стремянок) | Цена договорная |
| Ось BPW, восстановление ступицы | Цена договорная |
| Ось BPW ECO Plus, восстановление резьбового соединения и посадочного места подшипника ступицы (с одной стороны, без коробов) | Цена договорная |
| Восстановление оси BPW ECO Plus (сломана в районе стремянок) | Цена договорная |
| Ось BPW ECO Plus, восстановление ступицы | Цена договорная |
| Ось SAF, восстановление резьбового соединения и посадочного места подшипника ступицы (с одной стороны, без коробов) | Цена договорная |
| Восстановление оси SAF (сломана в районе стремянок) полурессорная | Цена договорная |
| Ось SAF интегрированная с коробами сломана в районе кронштейна | Цена договорная |
| Ось SAF, восстановление ступицы | Цена договорная |
| Восстановление резьбового соединения и посадочного места подшипника в ступице, интегрированная с коробами | Цена договорная |
| Ось гнутая, рихтовка оси (восстановление геометрии оси) на стенде | Цена договорная |
| Ремонт кронштейна суппорта оси | Цена договорная |
| Ось ROR, восстановление резьбового соединения и посадочного места подшипника ступицы (с одной стороны, без коробов) | Цена договорная |
| Восстановление оси ROR (сломана в районе стремянок) | Цена договорная |
| Ось ROR, восстановление ступицы | Цена договорная |
| Ось SMB, восстановление резьбового соединения и посадочного места подшипника ступицы (с одной стороны, без коробов) | Цена договорная |
| Восстановление оси SMB (сломана в районе стремянок) | Цена договорная |
| Ось SMB, восстановление ступицы | Цена договорная |
| Ось Shmitz интегрированная с коробами сломана в районе кронштейна | Цена договорная |
| Ось Shmitz, восстановление ступицы | Цена договорная |
| Ось Mercedes интегрированная с коробами сломана в районе кронштейна | Цена договорная |
| Ось Mercedes, восстановление ступицы | Цена договорная |
| Ось Гигант, восстановление резьбового соединения и посадочного места подшипника ступицы (с одной стороны, без коробов) | Цена договорная |
| Восстановление оси Гигант (сломана в районе стремянок) | Цена договорная |
| Ось Гигант,восстановление ступицы | Цена договорная |
| Замена шкворней поворотной оси полуприцепа (одна сторона) | Цена договорная |
| Ремонт поворотной оси низкорамного трала | Цена договорная |
Гарантия на выполненные работы пожизненная!
Мы имеем опыт в ремонте бортовых полуприцепов, рефрижераторов, тралов, полуприцепов цистерн, контейнеровозов, самосвальных полуприцепов, полуприцепов-рефрижераторов и т.д..
Отдельно можно выделить услугу ремонта балок осей: восстановление и ремонт балки лопнутой или треснутой оси полуприцепа. Осуществляем. Восстанавливаем, демонтируем лопнутые и гнутые балки, а так же трещины на них. Данные работы производятся с гарантией.
Регулярное техническое обслуживание осей продлевает срок осей службы до капитального ремонта.
sas1.ru
Ось велосипеда не вечна – замена за 10 минут!
Всем доброго времени суток! На днях к нам поступил на ремонт очень интересный велосипед! Но, точнее сказать не велосипед интересный, а интересно то, что с ним случилось. Байк был старым двух подвесом украинского производства «Ardis».
 |
Немного о велосипеде – обычный стальной велосипед с задним амортизатором. Особенности – качество сборки по сравнению с нынешними велосипедами намного лучше, задний амортизатор имеет защитный чехол, задний дисковый тормоз марки «Tektro».
 |
Что с ним случилось?
Да все просто, по словам владельца «После выезда на бордюр почувствовал, как колесо начало сильно вилять!». Действительно, заднее колесо шаталось до невозможности. Что же мы начали делать? Достали фотоаппарат, два ключа и вперед!
 |
Какие ключи использовать для того, чтобы разобрать ось велосипеда? Мы использовали два ключа – разводной и стандартный рожковый на 15. Посмотрите на следующие фото рожкового ключа. Это стандартный ключ с велосипедного набора на 14. Он удобный, потому что тонкий и им практично регулировать зазор подшипников. Что мы сделали – немного его распилили до размера 15 мм. Но не на всю длину, а только на один сантиметр. Получился ключ на 14 и на 15. Очень удобно, плюс экономия веса в бауле.
 |
Так вот, снимаем колесо. Некоторые колеса крепятся на эксцентриках, а некоторые на болтах. Наш клиент был на болтах, открутили болты, аккуратно отогнули суппорт и сняли колесо.
 |
И что же у нас случилось?
Ось велосипеда лопнула. Просто лопнула! Это называется «усталость металла», которая рано или поздно настает у всех. Суть в том, что велосипеду около 10-ти лет и эксплуатировался он изо дня в день. Вот и наступил момент, когда верный друг требует ремонта.
 |
Что же, вынули ось, протерли и отправились покупать новую. Цена новой оси – 1,5 доллара. В комплекте сама ось, левый и правый конус, контргайки и зажимные гайки. В чем ее отличие от родной, так это то, что в конусах, которые поджимают подшипник. Если на родной оси велосипеда у одного конуса есть металлический пыльник, а у другого нет, то в новой оси пыльников нет вообще.
Это плохо, потому что со стороны тормозного диска просто необходим пыльник, чтобы предотвратить попадание пыли и значительно продлить срок и так не новой втулки. Что же делать? Можно поискать конус с пыльником, либо сделать пыльник самому – чем мы и занялись!
 |
Аккуратно нужно сбить пыльник со старого конуса. Да, конусы мы заменяем, так как они имеют явные следы износа. Если конусы имеют ровные «беговые дорожки», можно ставить и родные. Но, мы делаем все качественно, именно поэтому принялись менять пыльник. Ставим конус в тески, закручиваем старую ось в конус на сантиметр, не меньше и сверху аккуратно несколько раз ударяем молотком.
 |
Пыльник снят, но это лишь первый шаг
Чтобы запрессовать пыльник на новый конус, ставить конус, как показано на следующем фото запрещается. Вся суть в том, что таким образом пыльник быстро согнется и не пролезет, а если развернуть конус другой стороной – входной диаметр на порядок меньше и пыльник легко садится.
 |
Надевать его нужно не до конца конуса, а оставить около 1 мм, не больше и не меньше. Будь те осторожны, потому что пыльник легко погнуть и тяжело выровнять.
 |
Ну вот, все готово, осталось смазать все смазкой – мы использовали ШРУС. Принцип, по которому мы добавляем смазки в подшипники – чем побольше, а лишнее вылезет. Главное после сборки аккуратно все протереть тряпкой.
В процессе установки мы заметили брак оси – один кончик слегка изогнут. То есть, ось не прямая, а немного дугой. К счастью, изгиб оси небольшой и с краю, что не повлияло на работу подшипников и регулировку оси. Кстати, о том, как перебрать ось мы уже писали и добавляли фото.
Вывод – перед покупкой оси стоит проверить ее прямолинейность, целостность оси и качество пыльников.И еще, почему пыльники не должны быть с двух сторон? Да потому что одна сторона – подшипники находятся за трещоткой, то есть, спрятаны от пыли и воды. К тому же, часто пыльник просто не пролазит в отверстие трещотки.
 |
Спасибо все за внимание, подписывайтесь на рассылку, пишите Ваши вопросы в комментарии!
Ещё статьи по теме:
velo-travel.com
Ремонт валов и осей
Строительные машины и оборудование, справочник
Категория:
Ремонт дорожных машин
Ремонт валов и осейВалы и оси изготавливают из углеродистых и легированных сталей. Большинство валов и осей подвергается улучшению, т. е. закалке с высоким отпуском, поверхностной закалке рабочих поверхностей.
Валы и оси имеют гладкие цилиндрические или конические поверхности (шейки), шлицы, шпоночные пазы, бурты, лыски и резьбовые поверхности.
В процессе эксплуатации машин и механизмов на этих поверхностях могут появляться различные дефекты: изгиб и скручивание, износ и смятие опорных и посадочных шеек и буртов; износ шпоночных пазов и шлицев; износ и повреждение резьбы и центровых отверстий; трещины и поломки в различных местах.
При ремонте валов и осей вначале выполняют сварочные и слесарные работы, так как при их осуществлении возможны деформации детали и могут быть повреждены чисто обработанные поверхности. После сварочных и наплавочных работ валы и оси подвергают правке и предварительной механической обработке. Чистовая обработка рабочих поверхностей вала должна производиться в последнюю очередь.
Ремонт изогнутых валов и осей. Незначительные прогибы валов (менее 0,5 мм) устраняют проточкой или шлифованием. Валы диаметром до 50 мм, прогиб которых не превышает 0,01 длины вала, правят в холодном состоянии с помощью пресса или винтовыми скобами. В выпрямленном без нагрева валу с течением времени частично восстанавливается стрела прогиба.
Для обеспечения неизменяемости формы вала и снятия внутренних напряжений после правки производят термическую обработку, состоящую в выдержке вала при температуре 400—500 °С в течение 0,5—1 ч.
Значительные прогибы валов устраняют горячей правкой под прессом, для чего место изгиба вала нагревают до 600 °С в горне или пламенем газовой горелки. После правки необходимо повторно проверить вал на биение и, если изгиб полностью не устранен, повторить операцию правки.
Ремонт посадочных мест под подшипники и другие детали производят различными способами. Незначительные повреждения трущихся поверхностей в виде износов устраняют доводкой специальными пастами или шлифованием.
При больших износах, а также при наличии конусности и овальности восстанавление посадочных мест производят обработкой под ремонтный размер, а при отсутствии такой возможности—наплавкой, металлизацией или гальваническим способом.
Наиболее простым способом восстановления является обработка посадочных мест под ремонтный размер. Однако ремонтные размеры установлены на ограниченное число деталей машин. Поэтому часто обработку ведут под наибольший возможный размер, а сопряженные с валом подшипники скольжения изготовляют заново.
При износах более 2 мм восстановление валов и осей дорожных машин производят наплавкой.
Наращивание шеек валов хромированием, осталиванием и металлизацией при ремонте дорожных машин применяют на специализированных ремонтных предприятиях, так как это связано с применением специального оборудования. После наращивания одним из указанных способов посадочные места протачивают, шлифуют, а для получения особо чистых и гладких поверхностей полируют.
Ремонт шпоночных пазов и шлицев. Неисправности шпоночных пазов и шлицев могут проявляться в виде износа и смятия их поверхностей, выкрашивания металла на рабочих поверхностях.
При ремонте изношенных шпоночных соединений поврежденную шпонку заменяют новой нормального или увеличенного размера. В связи с этим ремонт шпоночных пазов на валу рекомендуется производить: расширением изношенного шпоночного паза (на 10— 15%) под шпонку увеличенного размера; фрезерованием шпоночного паза под шпонку нормального размера в другом месте, смещенном на 90 или 120° к поврежденному пазу; наплавкой стенок изношенных пазов с последующим фрезерованием их под нормальный размер.
Изношенные шлицы вала можно рекомендовать восстанавливать: раздачей шлицев; наплавкой изношенных боковых поверхностей шлицевых выступов; сплошной наплавкой шлицевых впадин и поверхностей выступов.
Независимо от способа ремонта окончательный размер шлицев получают механической обработкой под номинальный или увеличенный размер, позволяющий компенсировать износ шлицев в сопрягаемом отверстии.
При ремонте шлицев раздачей их отжигают, после чего раздают с помощью ролика, изготовленного из стали У6 или У7. В результате этого ширина шлицев увеличивается на 0,5—1 мм. В зависимости от величины износа раздачу шлицев производят по краю изношенной поверхности или по обоим краям выступа. Пазы, получившиеся на шлицах, заплавляют электросваркой и зачищают, а сами шлицы подгоняют по сопряженной детали механической обработкой.Наплавку целесообразно производить электродами ЦН-250 или ЦН-300, обеспечивающими высокую износостойкость шлицев без последующей термической обработки. После наплавки вал протачивают до заданного размера, подрезают наплывы с торца и снимают фаску. Обрабатывают шлицы на зубофрезерных станках червячными фрезами или на горизонтально-фрезерных станках дисковыми или фасонными фрезами.
В небольших ремонтных мастерских шлицы обрабатывают на токарных станках с помощью специального зуборезно-шлиценарез-ного приспособления.Ремонт резьбы на поверхности валов. Незначительно поврежденные резьбы исправляют на токарном станке или слесарной обработкой. Резьбу, потерявшую свой профиль вследствие износа или срыва, восстанавливают наплавкой. При этом старую резьбу удаляют проточкой на токарном станке, после чего полученную поверхность наплавляют, обтачивают и вновь нарезают резьбу требуемого размера.
Таблица 10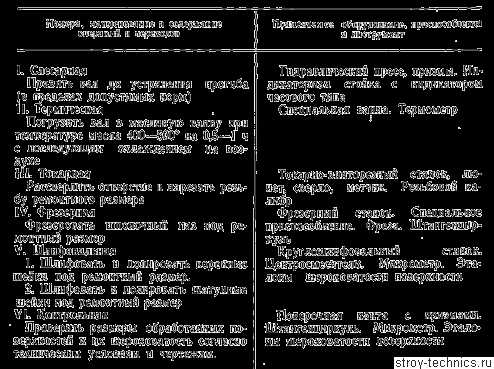
Если позволяет конструкция детали, изношенную резьбу удаляют и нарезают резьбу ремонтного размера. В отдельных случаях ту часть детали, которая имеет дефектную резьбу, удаляют, а на ее место ставят ввертыш, который затем приваривают к детали.
Рассмотрим в качестве примера групповой технологический процесс ремонта коленчатых валов двигателей различных марок (вариант одного маршрута). Коленчатые валы по размерам отнесены к группе крупных деталей, и в этот вариант маршрута входит следующее сочетание дефектов: прогиб, износы коренных и шатунных шеек (допускающие обработку под ремонтные размеры), износ шпоночных пазов и срыв резьбы в отверстиях.
Групповой технологический процесс ремонта валов для этого маршрута будет состоять из операций, указанных в табл. 10.
Читать далее: Ремонт передач дорожных машин
Категория: - Ремонт дорожных машин
Главная → Справочник → Статьи → Форум
stroy-technics.ru
Замена втулок балансира, восстановление мест под рессору
Предисловие
Самой распространенной "болячкой" является - износ втулок балансира! Вторая проблема - это износ щечек под рессору. Допустимый зазор между осью и втулками балансира по паспорту завода изготовителя составляет 1 мм. На самом деле при таком зазоре, на втулку приходятся огромные нагрузки, особенно при разворотах.
Втулки
Существуют 4 типа втулок из разного материала: бронзовые втулки, алюминий с цинком, просто алюминиевые и пластиковые! Мы используем втулки из сплава: алюминия с цинком, бронзовые, расскажу почему! Если ось балансира находится в нормальном состоянии, то есть износ ее по цилиндричности составляет 0.1 - 0.2 мм, то можно смело использовать втулки с цинком, они достаточно прочные и в полтора раза дешевле бронзовых, но они достаточно хрупкие, на изношенных осях на них откалывается "буртик". Если ось изношена более 0.2 мм, желательно использовать бронзовые втулки, так как бронза более вязкая чем цинк и держит большие нагрузки, особенно, еще раз повторюсь при разворотах! Алюминиевые и пластиковые втулки, не используем по той причине, что они при сегодняшних перегрузках машин, просто не выдерживают нагрузок и после 2-х лет эксплуатации их просто перебивает, по крайней мере на зерновозах.
Зазоры и расточка втулок
Теперь поговорим о зазорах и расточке втулок. Первоначально нужно правильно выбрать втулки по ее размерам, а именно по наружному и внутреннему диаметру. Чтобы втулка плотно запрессовывалась в балансир, ее наружный диаметр, должен быть 100,2 - 100,3 мм, на бронзовых втулках допустимо до 100,5 мм. Внутренний диаметр втулки должен быть меньше номинала на 0,5 - 1 мм, для того, чтобы качественно расточить балансир со втулками с одной установки. Расточка втулок, предварительно в токарном станке и последующая запрессовка не дадут нужного результата, так как сам балансир, зачастую имеет эллипсное и конусное посадочное место, втулка по наружному диаметру тоже имеет припуск в 0.2 - 0.3 мм, поэтому после запрессовки втулок с двух сторон, соосность между ними не будет идеальна, внутренний размер втулки повторит все погрешности балансира в итоге практически невозможно таким образом подогнать по диаметру оси. Поэтому втулки запрессовываем в балансир, устанавливаем на расточной станок и растачиваем с одной установки сразу 2 втулки. Расстачиваемый диаметр втулок должен быть на 0.05 - 0.08 мм больше оси балансира. Диаметр стандартной оси 88, то диаметр посадочного места в балансире составляет 88,05 - 88,08. Чем меньше зазор между осью и втулками, тем больше времени понадобится до ее износа до критического размера. С каждой десятой мм. износа втулки скорость износа возрастает в разы, так как зазор позволяет балансиру качаться в разных плоскостях, таким образом изнашивая ось и сами втулки. Поэтому наш опыт ремонта балансира, позволяет нам сказать, что максимальный зазор до замены втулок балансира, должен быть не более 0.5 мм.
О износе оси балансира
Теперь коснемся износа самой оси балансира. Технологический процесс изготовления осей балансира довольно сложен, и может быть осуществлен только в заводских условиях. В чем заключается сложность? Это не только токарная обработка, шлифовка концов под башмаки, запрессовка в кронштейны, но самое главное - это термическая обработка мест под втулки. В идеальном варианте, как это было в советское время, место под втулки проходили цементацию, закалку и шлифовку. Твердость мест под втулки составляет 62 - 64 HRс по Роквеллу, это твердость напильника. Втулка балансира является более мягким материалом, поэтому это сменная деталь. Так как в башмаках старого образца втулки смазывались "тапом" заливаемый в сам башмак, обеспечивалось отличное скольжение, твердость оси не давала материалу втулки налепать на нее. Если вовремя менялись втулки башмака и не упускалась смазка, ось могла отходить до 30 лет, с минимальным износом до 0.2 мм. В сегодняшних условиях, без контроля качества и потере культуры производства, качества запчастей не выдерживает никакой критики, поэтому будет не удивительно что современные ося балансиров вовсе не термообрабатываются. на новых КАМАЗах которым по 2 года износ оси (где в башмаках стоят пластиковые втулки) составлял до 1 мм. Смазка в этих башмаках предусмотрена только через тавотницы, сальники отсутствуют. Поэтому при пападании влаги в башмак и несвоевременное прокачивании его, внутри втулок накапливается грязь и ржавчина, что работает как наждак, изнашивая ось. Мало того, при наших перегрузах машин, особенно зерновозов, которые грузятся как ж/д вагоны, пластиковые втулки просто перебиваются осью, доставая до тела башмака. Что можно посоветовать при износе оси.Ось балансира вырабатывается в основном снизу и бочкообразно, но та часть оси где нет соприкосновения со втулками, не изнашивается, это промежуток в 20 мм где втулки в башмаке имеют между собой расстояние. Поэтому даже если ось изношена, размер втулок башмака, при замене должен быть стандартным (88,05 мм), в противном случае он просто не сядет на свое место.
Что и как мы делаем
Мы практикуем подработку оси на месте, не снимая саму ось с машины. Берется шлейф машинка, ликальная линейка или просто угольник, микрометр и имея определенный навык и практику, ось выравнивается по цилиндричности в пределах до 87.5 мм. Таким образом продлевается жизнь этой оси. В другом случае ось снимается с машины, устанавливается на круглошлифовальный станок и шейки под места втулок шлифуются, рекомендуемый размер в зависимости от износа минимальный до 86 мм. Потом в башмак прессуются ремонтные втулки и растачиваются по размер оси, втулки заказываются специально для ремонта. В этом случае, цементация полностью уходит, ось становится "сырой", но восстановление по цилиндричности. Такие оси рекомендуется ставить на самосвалы, где нагрузка на ось меньше чем на зерновозы!
И наконец...
3-й метод это наплавка, проточка и шлифовка оси. Мы сделали с десяток таких осей и отказались от этого метода. Каждая вторая ось сломалась, при наплавке меняется структура металла и ось не выдерживая прежних нагрузок ломается.
Вывод
Вот вкратце и все, что я хотел рассказать о замене втулок балансира. Всем до свидания, смотрите наш блог на Youtube
Оцените материал
www.avto-craft.ru