Группы поршней
Что такое поршень - разбираемся вместе
Когда мы садимся за руль автомобиля, поворачиваем ключ в замке зажигания и нажимаем педаль газа, под капотом начинает происходить множество очень сложных механизмов, которые и производят движение. Эти все механизмы нас совсем не интересуют, главное чтобы автомобиль ехал. Но вот когда происходит поломка – мы начинаем ломать голову над тем, в чем же кроется причина и нам приходится осваивать всю необходимую информацию об устройстве и функционировании каждой отдельной детали. Но чтобы не тратить на это время, когда этого времени у Вас не будет, перед тем как садиться за руль, следует хорошо разобраться в особенностях автомобильных деталей.
В частности, сегодня мы поговорим с вами о поршне. Ведь эта деталь является центральной в процессе переработки топливной энергии в тепловую и механическую. Разберемся с Вами, что такое поршень, его назначение, основные требования к нему и особенности его конструкции.
1. Поршень двигателя и его основные характеристики
 Мы конечно надеемся, что опытным автомобилистам не нужно долго объяснять, что же такое поршень двигателя. Однако, если среди наших читателей есть «начинающие», то специально для них мы объясним, что поршень является деталью автомобиля, которая преобразует изменения давление газа, пара и жидкости внутри двигателя в механическую силу. Поршень имеет форму цилиндра, внутри которого постоянно совершаются возвратно-поступательные движения, благодаря которым и образуется механическая сила.
Мы конечно надеемся, что опытным автомобилистам не нужно долго объяснять, что же такое поршень двигателя. Однако, если среди наших читателей есть «начинающие», то специально для них мы объясним, что поршень является деталью автомобиля, которая преобразует изменения давление газа, пара и жидкости внутри двигателя в механическую силу. Поршень имеет форму цилиндра, внутри которого постоянно совершаются возвратно-поступательные движения, благодаря которым и образуется механическая сила.
Обязанность у этой детали очень ответственная и от того, насколько он хорошо с нею справляется и зависит его эффективность. На самом деле он является наиболее сложной деталью автомобиля, разобраться в особенностях и противоречивых свойствах которой неподготовленному уму довольно трудно. Мало кто знает, но практически ни один автомобильный концерн не занимается самостоятельным изготовлением поршней для своих автомобилей, а заказывают их специально под свои моторы. Усложняет ситуацию для простых автомобилистов и тот факт, что на сегодняшний день существует большое количество разных форм и размеров поршней. Поэтому, обслуживание и ремонт этой детали может всегда проводиться по-разному.
Каким требованиям должен соответствовать надежный поршень?
 Поскольку поршень – деталь довольно сложная, то и требований к ней выставляется великое множество. В связи со сложностями производства, изготовителей поршней двигателей не так уж и много, да и стоит эта деталь на авторынке совсем не мало. И так, давайте разберемся, каким требованиям должен соответствовать хороший поршень:
Поскольку поршень – деталь довольно сложная, то и требований к ней выставляется великое множество. В связи со сложностями производства, изготовителей поршней двигателей не так уж и много, да и стоит эта деталь на авторынке совсем не мало. И так, давайте разберемся, каким требованиям должен соответствовать хороший поршень:
1. Перемещаясь внутри цилиндра, именно поршень двигателя обеспечивает расширение сжатых газов, которые являются продуктом горения топлива. Благодаря этому газы могут выполнять механическую работу – приводить в действие все остальные механизмы автомобиля. Как следствие, основное требование к поршням – возможность сопротивляться высокой температуре при которой проходят все эти процессы, высокому давлению газов и хорошо уплотнять канал цилиндра (иначе он не сможет влиять на давление газов).
2. Поршень не является одиночным устройством, он действует вместе с цилиндром и поршневыми кольцами. Вместе эти детали образуют линейный подшипник скольжения. В связи с этим подшипник обязательно должен отвечать всем требованиям и особенностям пары трения. Если все требования будут учтены с самой высокой точностью, то это не только поможет минимизировать механические потери при сгорании топлива, но и износ всех деталей.
 3. Поршень постоянно находится под сильными нагрузками, самыми сильными из которых являются нагрузки от камеры сгорания топлива и реакции от шатуна. Его конструкция обязательно должна учитывать все эти факторы и выдерживать такое сильное механическое воздействие.
3. Поршень постоянно находится под сильными нагрузками, самыми сильными из которых являются нагрузки от камеры сгорания топлива и реакции от шатуна. Его конструкция обязательно должна учитывать все эти факторы и выдерживать такое сильное механическое воздействие.
4. Не смотря на то, что поршень в процессе работы движется с довольно большой скоростью, он не должен сильно нагружать инерционными силами кривошипно-шатунный механизм автомобиля, иначе это может привести к поломке.
2. Назначение поршней или их функциональные обязанности
Мы уже неоднократно упоминали, что поршень выполняет очень важную роль во всей работе автомобильного двигателя. Так, основное назначение поршней заключается в том, чтобы:
- принимать давления газов из камеры сгорания и передавать эти давления на коленчатый вал двигателя в виде механической силы;
- уплотнять полость цилиндра двигателя, которая находится над поршнем. Таким образом, он предохраняет весь автомобильных механизм от прорыва газов в кратер и от того, чтобы в него проникало смазочное масло.
 Причем вторая функция является более важной, поскольку именно благодаря этому поршень сам себе обеспечивает нормальные условия для работы. Даже о том, в каком техническом состоянии находится двигатель специалисты делают вывод только после осмотра поршневой группы и проверки ее уплотняющей способности. Ведь если расход масла превышает 3% от расхода топлива (а происходит это по причине его угара при проникновении в камеру сгорания), то весь автомобильный двигатель необходимо срочно отправлять в ремонт иле же он вообще может быть снят с эксплуатации. Понять, что с Вашим двигателем происходит что-то не то, можно по дымности отработанных газов. Но такого лучше не допускать.
Причем вторая функция является более важной, поскольку именно благодаря этому поршень сам себе обеспечивает нормальные условия для работы. Даже о том, в каком техническом состоянии находится двигатель специалисты делают вывод только после осмотра поршневой группы и проверки ее уплотняющей способности. Ведь если расход масла превышает 3% от расхода топлива (а происходит это по причине его угара при проникновении в камеру сгорания), то весь автомобильный двигатель необходимо срочно отправлять в ремонт иле же он вообще может быть снят с эксплуатации. Понять, что с Вашим двигателем происходит что-то не то, можно по дымности отработанных газов. Но такого лучше не допускать.
Наверное, читая о том, что поршень и его элементы работают в условиях с очень высокими температурами, Вы удивляетесь, как это устройство само не выходит из строя? Добавим к этому, что кроме сложных температурных условий работу поршня постоянно сопровождают циклические, резко изменяющиеся, нагрузки. При всем этом элементам описываемой детали даже не всегда хватает смазки. Но об этом все конечно же подумали конструкторы и разработчики поршней.
Во-первых, конструируются они с учетом назначение и типа двигателя, на который они будут устанавливаться (стационарный, дизельный, двухтактный, форсированный или транспортный), поэтому для этого используются только самые устойчивые материалы.
Во-вторых, существует несколько путей, благодаря которым осуществляется охлаждение данной детали. Но сначала немного о том, как и куда перетекает тепло (или даже жар) из камеры сгорания. Оно выходит в окружающий холодный воздух, который омывает радиатор и двигатель, а также блок цилиндров. Но какими же путями поршень одает тепло блоку и антифризу?
1. Через поршневые кольца. Самое главное из них – первое, поскольку оно располагается ближе всего к днищу поршня. Так как кольца одновременно прижимаются и к поршневым канавкам и к стенке цилиндра, то благодаря им отдается около 50% всего потока тепла от поршня.
2. Благодаря второй «охлаждающей жидкость», роль которой выполняет моторное масло. Поскольку масло подступает к самым нагретым частям двигателя, то именно ему удается унести в картерный поддон очень большое количество тепла с наиболее разогретых точек. Однако, чтобы масло могло охлаждать поршни, оно также должно охлаждаться, иначе его очень скоро придется менять.
3. Тепло проходит через бобышки в палец, в шатун и в масло. Менее эффективный путь, однако, и он играет свою важную роль.
 4. Как не странно, но топливо также помогает охлаждаться поршню и двигателю в целом. Так, когда в камеру сгорания поступает свежая смесь из топлива и воздуха, она перетягивает на себя довольно много тепла, хотя потом отдает его в еще больших количествах. Однако, количество смеси и тепла, которое она сможет поглотить, напрямую зависит от режима работы автомобиля и того, насколько открыт дроссель. Преимущество данного пути заключается в том, что смесь поглощает тепло именно с той стороны, с которой поршень больше всего и нагревается.
4. Как не странно, но топливо также помогает охлаждаться поршню и двигателю в целом. Так, когда в камеру сгорания поступает свежая смесь из топлива и воздуха, она перетягивает на себя довольно много тепла, хотя потом отдает его в еще больших количествах. Однако, количество смеси и тепла, которое она сможет поглотить, напрямую зависит от режима работы автомобиля и того, насколько открыт дроссель. Преимущество данного пути заключается в том, что смесь поглощает тепло именно с той стороны, с которой поршень больше всего и нагревается.
Однако, мы немного забежали наперед, поскольку начали говорить о функционировании поршня, не разобравшись до конца в конструктивных особенностях данной детали. Этому и посвятим следующий раздел.
3. Конструкция поршня: все, что необходимо знать о детали обычному автолюбителю
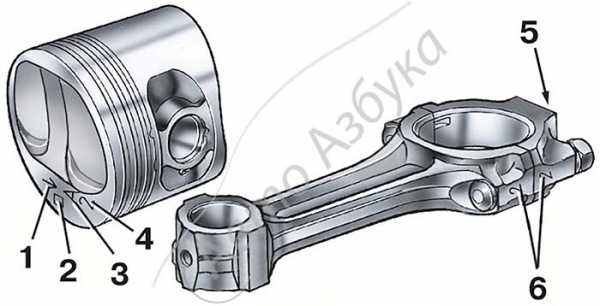
Вообще говорить о поршне в одиночку – все равно, что говоря о хлебе, обсуждать только свойства муки. Более логично ознакомиться со всей поршневой группой двигателя, которая представлена такими деталями:
- непосредственно сам поршень;
- поршневые кольца;
- поршневой палец.
Подобная конструкция поршневой группы является неизменной еще с момента появления самых первых двигателей внутреннего сгорания. Поэтому, данное описание будет общим практически для всех двигателей.
Естественно, самые важные функции выполняет поршень, конструкция которого не меняется вот уже как 150 лет. Если Вы не желаете стать профессиональным механиком, то Вам необходимо знать только о таких важных зонах поршня и их функциональных предназначениях:
1. Днище поршня. Поверхность детали, которая непосредственно обращена к камере сгорания двигателя. Своим профилем днище и определяет нижнюю поверхность этой самой камеры. Зависть эта форма может от: формы камеры сгорания, от ее объема, особенностей подачи в нее топливно-воздушной массы, от расположения клапанов. Бывают случаи, когда на днище имеется углубление за счет которого увеличивается объем камеры сгорания. Но, поскольку подобное является не желательным, то для уменьшения объема камеры приходится применять специальные вытеснители – определенный объем металла, расположенный выше плоскости днища.
2. «Жаровой (огневой) пояс». Таким термином обозначается расстояние, которое пролегает от днища поршня до его первого кольца. Важно знать, что чем меньше расстояние от днища до колец, тем более высокая тепловая нагрузка будет попадать на эти самые элементы, и тем сильнее они будут изнашиваться.
3. Уплотняющий участок. Речь идет о канавках, которые располагаются на боковой поверхности цилиндрообразного поршня. Эти канавки являются непосредственным путем установки колец, которые, в свою очередь, обеспечивают подвижность уплотнения. Также, в канавке для маслосъемного кольца обязательно должно быть отверстие, благодаря которому излишки масла могут выводиться во внутреннюю полость поршня.
Еще одна функция уплотняющего участка – отводить часть тепла от поршня двигателя используя для этого, как мы уже упоминали, поршневые кольца. Однако, для эффективного отвода тепла очень важно, чтобы поршневые кольца плотно прилегали как к канавкам, так и к поверхности цилиндра. Так, торцевой зазор первого компрессионного кольца должен составлять о 0,045 до 0,070 миллиметра, для второго – от 0,035 до 0,06 миллиметра, а для маслосъемного – от 0,025 до 0,005 миллиметра. А вот между кольцами и канавками показатель радиального зазора может составлять от 1,2 до 0,3 миллиметра. Но и эти показатели не являются значительными для человеческого глаза, их можно определить только при помощи специального оборудования.
4. Головка поршня. Это обобщенный участок, который включает в себя уже описанные выше днище и уплотняющую часть.
5. Компрессионная высота поршня. Расстояние, которое рассчитывается от оси поршневого пальца до днища поршня.
6. «Юбка». Нижняя часть поршня. Включает в себя бобышки с отверстиями, в которые устанавливается поршневой палец. Внешняя поверхность этого участка является опорной и направляющей поверхностью для поршня. Благодаря ей обеспечивается правильное соотношение оси поршня и оси цилиндра двигателя. Не менее важную роль играет и боковая поверхность «юбки», благодаря которой к цилиндру передаются поперечные усилия, возникающие периодически в поршневой группе двигателя. А специально для того, чтобы улучшить прорабатываемость поверхности юбки и уменьшить трение, она покрывается специальным защитным покрытием из олова (в основе покрытия может также использоваться графит и дисульфид молибдена. Или же вместо покрытия на юбку могут наноситься канавки специального профиля, которые удерживают масло и создают гидродинамическую силу, препятствующую контакту со стенками цилиндра.
Как и из чего: особенности изготовления автомобильных поршней
Понятно, что для выполнения таких функций, которые выполняет поршень, требуется достаточно «выносливый» металл. Однако, это далеко не сталь. Изготавливают поршни из сплавов алюминия, в состав которого всегда добавляют кремний. Делается это для того, чтобы снизить коэффициент расширения под воздействием высоких температур и увеличить стойкость детали к износу.
Однако, для изготовления поршней могут использовать сплав с разным процентом содержания кремний. К примеру, чаще всего для этой цели используют 13%-кремневые сплавы, которые называют эвтектическими. Есть сплавы и с более высоким содержанием кремния, которые называются заэвтектическими. И чем больше показатель этого процента, тем выше теплопроводные характеристики сплава. Но это не делает такой материал идеальным для изготовления поршней.
 Дело в том, что при охлаждении такой материал начинает выделять зерна кремния, размерами от 0,5 до 1 миллиметра. Очевидно, что подобный процесс отражается на литейных и механических свойствах как материала, так и детали, которая из него изготовлена. По этой причине, кроме кремния в подобные сплавы вводят и следующий перечень регулирующих добавок:
Дело в том, что при охлаждении такой материал начинает выделять зерна кремния, размерами от 0,5 до 1 миллиметра. Очевидно, что подобный процесс отражается на литейных и механических свойствах как материала, так и детали, которая из него изготовлена. По этой причине, кроме кремния в подобные сплавы вводят и следующий перечень регулирующих добавок:
- марганец;
- медь;
- никель;
- хром.
Как же изготавливается основная часть автомобильного поршня? Существует даже два способа, благодаря котором можно получить заготовку этой детали. Первый из них предполагает заливку горячего сплава в специальную форму под названием «кокиль». Данный способ является наиболее распространенным. Второй же вариант изготовления заготовки – это горячая штамповка. Но после механической обработки формы, будущий поршень также подвергают различным термическим обработкам, что позволяет повысить твердость металла, прочность и стойкость к износам. Также, подобные процедуры позволяют снять остаточное напряжение в металле.
Не смотря на то, что благодаря использованию кованого металла повышается прочность детали, у них есть и свои недостатки. Подобные изделия обычно изготавливаются в классическом варианте с высокой «юбкой», из-за чего они получаются слишком тяжелыми. Также, подобные изделия не позволяют использовать вместе с ними термокомпенсирующие кольца или же пластины. По причине увеличенного веса такого поршня, увеличивается и его тепловая деформация, как следствие – приходится увеличивать размер зазора между поршнем и цилиндром.
Последствия подобного совсем не порадуют водителя, поскольку ими являются повышенный шум работы двигателя, быстрый износ цилиндров и высокий расход масла. Оправдывает себя использование кованых поршней только в тех случаях, если автомобиль регулярно эксплуатируется на самых придельных режимах.
 На сегодняшний день конструкторы и физики направляют все усилия на то, чтобы сделать конструкцию поршней как можно более идеальной и точной. В частности, самые главные тенденции направлены на следующий перечень:
На сегодняшний день конструкторы и физики направляют все усилия на то, чтобы сделать конструкцию поршней как можно более идеальной и точной. В частности, самые главные тенденции направлены на следующий перечень:
- уменьшение веса детали;
- использование на поршне только «тонких» колец;
- уменьшение компрессионной высоты поршня;
- уменьшение поршневых пальцев и использование в конструкции поршня только самых коротких;
- усовершенствование защитных покрытий и применение их по всех поверхностях детали.
Подобные достижение сегодня можно увидеть на Т-образной конструкции поршней последнего поколения. называют данную конструкцию Т-образной именно благодаря внешнему сходству детали с буквой «Т». Главное отличие таких поршней – уменьшенная высота юбки и площадь ее направляющей части. Изготавливаются такие поршни из заэвтектического сплава, который содержит в себе достаточно большое количество кремния. А изготавливаются они преимущественно путем горячей штамповки.
Однако, какую именно конструкцию поршня двигателя захотят поставить на автомобиль его разработчики будет зависеть от многих факторов. Такому решению всегда предшествует длительный период подсчетов и анализа поведения всех узлов шатунно-поршневой группы под влиянием новой детали. Расчет всех деталей проводится на их самых предельных возможностях их конструкций и тех материалов, из которых они изготовлены. Однако, как это ни печально, но в этом случае производитель не будет переплачивать. Он выберет тот вариант, который как раз «в пору» обеспечивает необходимый ресурс, и не будет тратиться на его повышение.
Как бы там ни было, но обычным автомобилисту приходится разбираться и эксплуатировать то, что уже было установлено на его автомобиль. Надеемся, что наша статья помогла Вам лучше узнать о том, каким образом функционирует и в чем заключается назначение поршней. Желаем Вам, чтобы с этой деталью у Вас никогда не возникало проблем, для чего необходимо обеспечивать ей правильные условия эксплуатации – слишком не «гонять» и вовремя менять моторное масло.
Подписывайтесь на наши ленты в Facebook, Вконтакте и Instagram: все самые интересные автомобильные события в одном месте.
Была ли эта статья полезна?Да Нет
auto.today
Поршень. Стр 2 - Автология
Нормальный тепловой зазор между цилиндром и юбкой поршня лежит в диапазоне 0,0254 – 0,0508 мм. Но для каждого двигателя имеется точное значение этого параметра, которое можно найти в технических нормативах.
Уменьшенный зазор приведёт к задирам поршня или поршневых колец и даже заклиниванию поршня в цилиндре.
Измерение диаметра поршняПри увеличенном зазоре повышается шумность работы двигателя и износ поршня и поршневых колец.
Увеличенный зазаор межу поршнем и стенками цилиндраОпределение зазора при помощи измерения диаметра поршня и отверстия цилиндра
Измерение диаметра юбки поршня при помощи микрометра.
Измерение диаметра поршняДиаметр юбки поршня необходимо проверять в направлении перпендикулярном оси пальца строго на установленной высоте относительно нижнего края юбки.
Замерьте диаметр юбки поршня на установленной высоте и запишите результаты измерений.
Измерение диаметра цилиндра нутромеромПри помощи нутромера замерьте диаметр цилиндра и запишите результаты измерений. Для определения зазора необходимо из второго полученного результата вычесть результат первого измерения.
Измерение зазора при помощи плоского щупа
Некоторые производители двигателей предлагают проводить измерение зазора между поршнем и цилиндром при помощи плоского щупа.
Измерение зазора между поршнем и стенками цилиндра Измерение зазора при помощи щупаНа этих двух рисунках показаны различные способы измерения зазора при помощи плоского щупа.
Измерение зазора при помощи щупа с динамометромВ старых учебниках указывается, что при таком способе измерения зазора, щуп мерной пластиной установленной толщины и ширины должен перемещаться под воздействия строго регламентированного усилия, измеряемого пружинным динамометром.
Материалы, из которых изготовлен поршень
Поскольку к поршням, как к изделию, предъявляются очень высокие требования, такие же высокие требования предъявляются к материалам, из которых изготавливаются поршни.
Можно кратко перечислить требования к этим материалам:
- Для снижения инерционных нагрузок материал должен иметь как можно меньший удельный вес, но при этом быть достаточно прочным.
- Иметь низкий коэффициент температурного расширения.
- Не изменять своих физических свойств (прочности) под воздействием высоких температур.
- Иметь высокую теплопроводность и теплоёмкость.
- Иметь низкий коэффициент трения в паре с материалом, из которого изготовлены стенки цилиндров.
- Иметь высокую сопротивляемость износу.
- Не изменять своих физических свойств под воздействие нагрузок, вызывающих усталостное разрушение материала.
- Быть не дорогим, общедоступным и легко поддаваться механической и другим видам обработки, например литью, в процессе производства.
К сожалению, материалов, в полной мере соответствующих этим противоречивым требованиям в природе просто не существует.
Поршни массовых автомобильных двигателей внутреннего сгорания изготавливались только из двух материалов – чугуна и алюминия, вернее силуминовых сплавов, состоящих из алюминия и кремния.
Чугун имеет много положительных качеств, от твёрдый, выдерживает высокие температуры, по сравнению с силуминовыми сплавами. Имеет высокую сопротивляемость износу и низкий коэффициент трения в паре чугун – чугун, из которого сделаны блоки цилиндров или вставные гильзы блока цилиндров. Коэффициент температурного расширения чугунного поршня значительно ниже подобного показателя алюминиевого поршня.
Но он также имеет и недостатки. Чугун имеет низкую теплопроводность, поэтому температура днища чугунного поршня выше температуры днища аналогичного алюминиевого поршня. Можно подумать это не страшно, поскольку чугун легко способен выдержать более высокие температуры. Но это только на первый взгляд, повышения удельной литровой мощности и эффективности работы двигателя конструкторы стараются поднять степень сжатия. А более горячий чугунный поршень не позволяет это сделать, поскольку в двигателях с внешним смесеобразованием (бензиновые двигатели) появляется детонационное зажигание. Но основным недостатком чугуна является его высокая плотность. Для повышения максимальной мощности и эффективности двигателя конструкторы стараются увеличить скорость вращения двигателя, но вес тяжелых чугунных поршней не позволяет это сделать. Поэтому все современные автомобильные двигатели, как бензиновые, так и дизельные, имеют алюминиевые поршни.
Алюминий значительно легче чугуна, но поскольку он мягче чугуна, приходится увеличивать толщину стенок поршня, по этой причине вес поршневой группы алюминиевого поршня легче подобной группы с чугунным поршнем всего на 30 – 40%. Алюминий обладает высоким температурным коэффициентом расширения, для устранения влияния которого приходится вплавлять в тело поршня стальные термостабилизирующие пластины и увеличивать зазоры между поршнем и другими элементами в холодном состоянии. Алюминий обладает низким коэффициентом трения в паре алюминий – чугун. Что удовлетворяет, по этому показателю, применение алюминиевых поршней в большинстве двигателей имеющих чугунный блок цилиндров или чугунные гильзы, вплавленные или вставленные в алюминиевый блок цилиндров. Но существуют современные прогрессивные двигатели (в основном немецкие – Фольксваген, Ауди и Мерседес) с алюминиевым блоком цилиндров, не имеющих вплавленных чугунных гильз. У этих двигателей поверхность алюминиевых отверстий цилиндров обрабатываются несколькими различными способами. В результате поверхность стенок цилиндров становится очень твёрдой и приобретает возможность сопротивления износу, даже выше чем у чугунных гильз. Но в паре алюминий – алюминий коэффициент трения очень высокий. В этом случае для уменьшения сил трения проводится железнение опорных поверхностей юбки поршня. В процессе железнения на опорную поверхность юбки поршня гальваническим способом наносится тонкий слой стали.
Блок цилиндров без гильз Поршень с железнением юбки
На этих рисунках показано плазменное напыление на рабочую поверхность цилиндров полностью алюминиевого блока цилиндров без применения вставных или вплавленных гильз цилиндров и соответствующий этой поверхности поршень с железнением опорной поверхности юбки поршня.
Отсутствие чугунных гильз значительно уменьшает вес блока цилиндров.
Поршень с антифрикционным покрытиемКроме антифрикционного покрытия на этом рисунке отчётливо видна стальная вставка, в которой проточена канавка для установки верхнего компрессионного кольца. Установка подобной вставки значительно увеличивает срок службы поршня.
Алюминиевые сплавы
Кремнеалюминиевые сплавы, из которых изготавливаются поршни большинства современных автомобильных двигателей, делятся на две группы – эвтектические (содержания кремния 11 – 13%) и заэвтектические (содержания кремния 25 – 26%). Для улучшения термической стойкости и механических свойств в эти сплавы добавляются никель, медь и другие металлы. В эвтектических сплавах свободный кремний отсутствует, поскольку он полностью растворён в алюминии, в заэвтектических сплавах кремний может присутствовать в виде кристаллов, часто видимых на срезе или расколе материала.
Поршни массовых автомобилей изготавливаются методом литья в кокиль из эвтектических сплавов, поскольку эти сплавы обладают хорошими литейными свойствами. Поршни дизельных двигателей тяжёлых грузовых автомобилей и других нагруженных двигателей изготавливаются из заэвтектических сплавов. Эти сплавы обладают большей прочностью, но имеют большую стоимость в производстве, поскольку изделия из этих сплавов трудней обрабатываются.
Литые и кованые
На высоконагруженных форсированных автомобильных двигателях применяются поршни, изготовленные не методом литья, а методом ковки (горячей штамповки). Ковка значительно улучшает структуру материала, поэтому кованые поршни обладают большей прочностью и большей устойчивостью к износу. Но вкованные поршни невозможно установить терморегулирующие стальные пластины.
Структура металла кованного поршняЛитые поршни не применяются, если обороты двигателя в рабочем режиме превышают 5000 об/мин. Кроме того, кованые поршни имеют лучшую теплопроводность, поэтому температура кованых поршней ниже температуры поршней, изготовленных методом литья.
Сравнение температуры литого и кованного поршняРемонтные размеры и селективная подборка
Как ранее отмечалось, диаметр поршня должен строго соответствовать диаметру цилиндра с обеспечением необходимого зазора между ними. Но в реальном производстве изготовленные детали всегда несколько отличаются друг от друга. Поэтому во многих отраслях машиностроения, и автомобилестроение в том числе, принята селективная подборка. После изготовления измеряются и по результатам измерений детали делятся на несколько классов или групп, с определённым диапазоном измеряемого размера. То есть каждому классу отверстия цилиндра (обычно класс цилиндра выбит в определённом месте на блоке цилиндров), подбирается поршень такого же класса.
Например, на ВАЗе поршни подразделяются на пять классов (A, B, C, D и E), но в запасные части для ремонта двигателей поставляются поршни только трёх классов (А, С и Е). Считается, что этого вполне достаточно для выполнения качественного ремонта.
Группа поршня по диаметру Группы поршня по диаметру
Таблица и рисунок даны только для примера, поскольку для разных моделей двигателей выпускаются поршни разных номинальных размеров. На рисунке и в таблице упоминаются поршни разного номинального диаметра.
Кроме этого выпускаются поршни ремонтного размера, с увеличенным на 0,4 и 0,8 мм диаметром.
Не путайте ремонтные размеры, с классами по селективной подборке. Классы селективной подборки отличаются друг от друга на сотые, а, иногда, на тысячные доли миллиметра. А номинальные ремонтные размеры отличаются на несколько десятых долей миллиметра.
Во время капитального ремонта двигателя с расточкой блока цилиндров под ремонтный размер отверстий цилиндров специалисты ремонтного предприятия точно подгоняют диаметр цилиндра под имеющиеся поршни при хонинговке. Если по причине износа или наличия задиров требуется отремонтировать отверстие одного цилиндра, придётся растачивать все цилиндры. Не допускается применения на одном двигатели поршни разных ремонтных размеров.
Диаметр поршня измеряется при помощи микрометра, в направлении, перпендикулярном оси поршневого пальца, на строго установленном расстоянии от низа юбки поршня, указанном в руководстве по ремонту.
Все измерения, как диаметра поршня, так и диаметра отверстия цилиндра необходимо проводить при нормальной комнатной температуре – 20º С.
Различные производители имеют различные группы или классы поршней по диаметру. Поэтому перед ремонтом двигателя ознакомьтесь с Руководством по ремонту.
Кроме селективного подбора поршней по диаметру, поршни также делятся на несколько групп по диаметру отверстия под поршневой палец. Обычно группа поршня определяется цветовой меткой на внутренней поверхности бобышки поршня. Палец поршня имеет соответствующую по цвету метку на торцевой поверхности пальцы.
Группа поршня по диаметру поршневого пальца Группа поршня по диаметру поршневого пальца
Каждой группе соответствует установленный диапазон отверстия под поршневой палец, обычно различие между группами не превышает нескольких тысячных миллиметра.
Группа поршня по весу
Некоторые производители, также делят поршни на несколько групп по весу. Иногда при ремонте двигателя вес поршней уравнивается за счёт снятия металла в установленном месте юбки поршня.
Чем меньше различие в весе поршней, тем меньше вибрации двигателя. При замене поршней подбирайте поршни одной весовой группы или, если это указано в Руководстве по ремонту, при помощи удаления металла уравняйте вес поршней.
Данные о размерах поршня и направлении его установки обычно выбиты на днище поршня.
Метки на днище поршняМаркировка поршня:
- Стрелка для ориентирования поршня в цилиндре
- Ремонтный размер
- Класс поршня по диаметру
- Группа отверстия поршневого пальца
И так, поршни одного двигателя делятся по следующим признакам:
- Класс поршня по диаметру (селективная подборка)
- Группа отверстия под поршневой палец (селективная подборка)
- Ремонтный размер
- Группа по весу поршня
На предыдущую
autology.jimdo.com
Поршневая группа: поршень

Поршневую группу образует поршень в сборе с комплектом уплотняющих колец, поршневым пальцем и деталями его крепления. Назначение поршневой группы состоит в том, чтобы:
1) воспринимать давления газов и через шатун передавать эти давления на коленчатый вал двигателя;
2) уплотнять надпоршневую полость цилиндра как от прорыва газов в картер, так и от излишнего проникновения в нее смазочного масла.
Функции уплотнения, выполняемые поршневой группой, имеют большое значение для нормальной работы поршневых двигателей. О техническом состоянии двигателя судят по уплотняющей способности поршневой группы. Например, в автомобильных двигателях не допускается, чтобы расход масла из-за угара его вследствие избыточного проникновения (подсоса) в камеру сгорания превышал 3% от расхода топлива. При выгорании масла наблюдается повышенная дымность отработавших газов и двигатели снимаются с эксплуатации вне зависимости от удовлетворительности мощностных и других его показателей.
Поршневая группа работает в сложных температурных условиях с циклическими резко изменяющимися нагрузками при ограниченной смазке и недостаточном теплоотводе вследствие трудностей охлаждения. Поэтому детали поршневой группы имеют наиболее высокую тепловую напряженность, что обязательно учитывается при выборе их конструкции и материала. Элементы поршневой группы обычно разрабатывают с учетом назначения и типа двигателей (стационарные, транспортные, форсированные, двухтактные двигатели, дизели и т. д.), но общее их устройство в двигателях тронкового типа остается сходным.
Поршни. Поршень состоит из двух основных частей: головки I и направляющей части II (рис. 1, а).
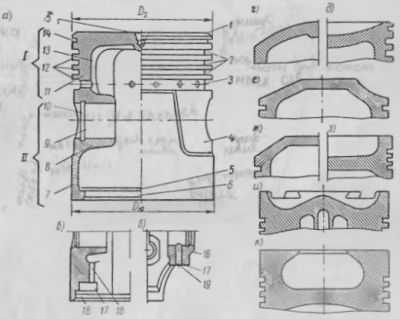
Рисунок 1
Направляющую (тронковую) часть обычно называют юбкой поршня. С внутренней стороны она имеет приливы — бобышки 8, в которых просверливают отверстие 9 для поршневого пальца. Для фиксации пальца в отверстиях 9 протачивают канавки 10, в которых размещают детали, запирающие палец. Нижнюю кромку юбки часто используют в качестве технологической базы при механической обработке поршня. С этой целью она снабжается иногда точно растачиваемым буртиком 6. С внутреннего торца 5 буртика снимают металл при подгонке поршня по весу в случаях, если вес поршня после обработки превышает норму, принятую для данного двигателя. В зоне выхода отверстий под поршневой палец на внешних стенках юбки 11 делают местные углубления 4, вследствие чего стенки этих зон не соприкасаются со стенками цилиндра и не трутся о них, образуя так называемые холодильники.
Юбка служит не только направляющей частью поршня, ее стенки воспринимают также силы бокового давления N6, что увеличивает силу их трения о стенки цилиндра и повышает нагрев поршня и цилиндра.
Для обеспечения свободного перемещения поршня в цилиндре прогретого и нагруженного двигателя между направляющей его частью (юбкой) и стенками цилиндра предусматривают зазор. Величина этого зазора определяется из условий линейного расширения материала поршня и цилиндра при нормальном тепловом состоянии двигателя. Перегрев поршня опасен, так как приводит к захватыванию и даже к аварийному заклиниванию его в цилиндре. Опыт свидетельствует, что излишне большие зазоры между поршнем и стенками цилиндра тоже не желательны, поскольку это ухудшает уплотняющие свойства поршневой группы и вызывает стуки поршня о стенки цилиндра. Работа автомобильного двигателя со стуками поршней не допускается.
Головка поршня имеет днище 1 и несет уплотняющие поршневые кольца, которые размещают на боковых ее стенках 11 в канавках 2, разделяемых друг от друга перемычками 12. Нижняя канавка снабжается дренажными отверстиями 3, через которые со стенок цилиндра отводят смазочное масло с тем, чтобы предотвратить его проникновение (подсос) в камеру сгорания. Диаметр дренажных отверстий составляет примерно 2,5—3 мм. При меньшем размере они быстро загрязняются и выходят из строя. Поршни изготовляют с несколькими рядами дренажных отверстий, располагая их под поршневыми кольцами, а также рядом с ними на специально проточенных поясках (лысках).
Днище головки поршня является одной из стенок камеры сгорания и воспринимает поэтому большие давления газов, омывается открытым пламенем и раскаленными до температуры 1500—2500°С газами. Для увеличения прочности днища и повышения общей жесткости головки ее боковые стенки 11 снабжают массивными ребрами 13, связывающими стенки и днище с бобышками 8. Ореб-ряют иногда и днище, но чаще всего оно выполняется гладким, с переменным сечением, постепенно утолщающимся к периферии, как показано на рис. 1, а. При таком сечении улучшается тепло-отвод от днища и уменьшается температура его нагрева.
Высокий нагрев днища вообще нежелателен, так как это ухудшает весовое наполнение цилиндров и приводит к снижению мощности двигателя из-за повышенного подогрева свежего заряда от соприкосновения с чрезмерно горячей поверхностью днища. В карбюраторных двигателях возможны при этом преждевременные вспышки и появление разрушительного детонационного сгорания.
Днища поршней в двигателях автомобильного, тракторного и мотоциклетного классов изготовляются плоскими, выпуклыми, вогнутыми и фигурными (см. рис. 1, а, г—к). Форма их выбирается с учетом типа двигателя, камеры сгорания, принятого смесеобразования и технологии изготовления поршней.
Самой простой и технологически целесообразной является плоская форма днища (см. рис. 1, а). Такая форма находит применение в различных двигателях и особенно широко используется в автомобильных и тракторных двигателях, в которых камера сгорания, или основной ее объем, располагается в головке цилиндра. Плоские днища имеют относительно малую поверхность соприкосновения с раскаленными газами, что положительно сказывается на их тепловой напряженности.
Сравнительно несложную геометрическую форму имеют также выпуклые и вогнутые днища (см. рис. 1, г, д). Выпуклая форма придает днищу большую жесткость и уменьшает возможное нагаро-образование (масло, проникающее в камеру сгорания, с выпуклого днища легко стекает, но выпуклое днище всегда бывает более горячим, чем плоское). Вогнутая форма днищ облегчает общую компоновку сферических камер сгорания, но создает благоприятные условия для повышенного нагарообразования. Масло, проникающее в камеру сгорания, накапливается здесь в наиболее горячей центральной зоне днища. Поэтому в четырехтактных двигателях выпуклые и особенно вогнутые днища находят ограниченное применение. Однако в двухтактных двигателях с контурно-щелевой, продувкой, где выпуклые и вогнутые формы днищ облегчают организацию продувки цилиндров, они широко используются. В двухтактных двигателях используются также и фигурные днища с козырьками-отражателями или дефлекторами (см. рис. 1, г), обеспечивающими заданное направление потоку горючей смеси при продувке цилиндров.
Фигурные днища с различного рода вытеснителями (см. рис. 1, ж) применяют и в четырехтактных карбюраторных двигателях. При необходимости днища с вытеснителями легко позволяют видоизменять или уменьшать камеру сгорания. С этой целью применяют иногда и выпуклые днища, как, например, в двигателе МЗМА-412. В последнее время для автомобильных карбюраторных двигателей стали применять фигурные днища, позволяющие полностью или частично размещать камеру сгорания в головке поршня (см. рис 1, з). Карбюраторные двигатели с камерой сгорания в поршне обладают хорошими показателями и являются перспективными.
Поршни автомобильных и тракторных дизелей в зависимости от принятого смесеобразования строят как с плоскими, так и с фигурными днищами. Часто днищу придают форму (см. рис. 1, и), соответствующую форме факелов топлива, распыли-ваемого через многодырчатую форсунку, расположенную в центре камеры сгорания. Широко распространены фигурные днища, форма которых предопределяется принятой для дизеля камерой сгорания с частичным или полным размещением ее в головке поршня. На рис. 1, к в качестве примера показана камера сгорания ЦНИДИ (Центральный научно-исследовательский дизельный институт, г. Ленинград), обеспечивающая работу двигателя с хорошими показателями.
Головка поршня по сравнению с юбкой в любом случае имеет более высокую рабочую температуру, а следовательно, и больше, чем юбка, увеличивается в размерах. Поэтому диаметр ее Dr всегда делают меньше диаметра юбки Dю. У поршней автомобильных двигателей эта разница составляет в среднем 0,5 мм. Боковым стенкам головки придают форму цилиндра или усеченного конуса с малым основанием у днища или же выполняют их ступенчатыми. Размеры при этом выбирают так, чтобы стенки головки в горячем состоянии на режиме максимальной мощности двигателя не соприкасались со стенками цилиндра. Тем не менее головку считают уплотняющей частью поршня, имея в виду, что стенки ее вместе с поршневыми кольцами, как будет показано ниже, образуют уплотняющий лабиринт. В некоторых конструкциях на стенках головки делают проточку 14, изменяющую направление теплового потока у верхнего поршневого кольца.
На днище поршня иногда делают технологическое центровочное отверстие 15, для размещения которого при отсутствии оребрения предусматривают специальный прилив. Если центровка днища не предусмотрена конструкцией, то поршень при обработке на станках крепят с использованием отверстий 9 в бобышках. Базовой поверхностью в обоих случаях является точно обработанный буртик 6 или просто поясок 18, растачиваемый непосредственно в стенках 7 юбки (см. рис. 1, б). Для этих же целей бобышки часто снабжаются приливами 16 и технологическими отверстиями 19 (см. рис. 1, в). При отсутствии буртика 6 подгонка поршней по весу осуществляется за счет снятия металла с торцов 17 приливов 16 на бобышках.
Поршневая группа совершает возвратно-поступательное движение, вследствие чего подвергается воздействию сил инерции. Опытами и расчетами установлено, что максимальная величина сил инерции на больших скоростных режимах работы составляет значительную долю от газовых сил.
Таким образом, на поршень действует комплекс различных силовых и тепловых нагрузок в условиях, неблагоприятных для смазки и охлаждения. Являясь базовой деталью поршневой группы и наиболее напряженным элементом кривошипно-шатунного механизма, поршень должен обладать высокой прочностью, теплопроводностью, износостойкостью и при этом иметь наименьший вес. С учетом этого и выбирают конструкцию и материал поршней.
Для двигателей автомобильного типа поршни изготовляют в основном из алюминиевых сплавов и чугуна. Применяются также чугун, сталь и магниевые сплавы.
Поршни из чугуна прочны и износостойки. Благодаря небольшому коэффициенту линейного расширения чугуна они могут работать с относительно малыми зазорами, обеспечивая хорошее уплотнение цилиндра даже в двигателях, имеющих большую тепловую напряженность (двухтактные и др.). Однако чугун имеет довольно большой удельный вес (7,3 г/см3, или 7,3-10^3 н/м3), что приводит к переутяжелению изготовленных из него поршней. В связи с этим область применения чугунных поршней ограничивается сравнительно тихоходными двигателями, где силы инерции возвратно движущихся масс не превосходят одной шестой от силы давления газа на днище поршня. Чугун имеет еще и низкую теплопроводность, поэтому нагрев днища у чугунных поршней достигает 350÷400°С. Такой нагрев нежелателен особенно в карбюраторных двигателях, поскольку это служит причиной возникновения детонации.
Указанные недостатки чугунных поршней в определенной мере присущи и стальным поршням. Однако стенки стальных поршней значительно тоньше стенок чугунных поршней, но сложность отливки удорожает их производство. Стальные поршни не получили распространения в автомобилестроении.
Потеряли практическую ценность и поршни из магниевых сплавов, основу которых составляет магнии, сплавленный с 5—10% алюминия. Такие сплавы отличаются малым удельным весом (1,8 г/см3, или 1,8-10^3 н/м3), но не обладают нужной прочностью.
Подавляющее большинство быстроходных карбюраторных двигателей и дизелей автомобильного типа снабжается поршнями, изготовленными из алюминиевых сплавов. Основу их составляет алюминий, сплавленный с медью (6—12%) или кремнием (до 23%). В зависимости от марки алюминиевые поршневые сплавы содержат в небольших (1,0—2,5%) количествах никель, железо, магний, а иногда до 0,5% титана. Особенно широко применяют теперь силумины — алюминиевые сплавы, содержащие примерно 13% кремния. Внедряются сплавы с 20 — 22% кремния.
Большим достоинством алюминиевых поршневых сплавов является то, что они примерно в 2,6 раза легче чугуна, обладают в 3—4 раза большей теплопроводностью и хорошими антифрикционными свойствами. Благодаря этому вес изготовленных из этих сплавов гак называемых алюминиевых поршней, как минимум, на 30% бывает легче чугунных, хотя стенки их по соображениям прочности делаются толще последних. Нагрев днища алюминиевых поршней обычно не превышает 250°С, что способствует лучшему наполнению цилиндров и в карбюраторных двигателях позволяет несколько увеличивать степень сжатия при работе на данном сорте топлива. Поэтому мощностные и экономические показатели двигателей при переходе на алюминиевые поршни улучшаются. Появляется возможность форсирования двигателей с целью повышения их мощности путем увеличения числа оборотов коленчатого вала.
Недостатками алюминиевых поршневых сплавов являются: большой коэффициент линейного расширения (примерно в 2 раза больший, чем у чугуна), значительное уменьшение механической прочности при нагреве (нагрев до температуры 300°С снижает их прочность на 50—55% против 10% у чугуна) и сравнительно малая износостойкость. Однако современные методы производства и конструкции алюминиевых поршней позволяют использовать алюминиевые сплавы для поршней любых быстроходных автомобильных двигателей.
Необходимое повышение механической прочности и износостойкости поршней из алюминиевых сплавов в зависимости от состава последних в определенной мере достигается путем одно- или многоступенчатой термической обработки. Например, в течение 12— 14 часов поршни выдерживают в нагревательной печи при температуре 175—200°С (близкой к рабочей). После завершения такого искусственного старения твердость поршней с 80 единиц по Бринеллю повышается до НВ 110—120 и резко увеличивается их долговечность.
Недопустимые для нормальной работы поршневой группы большие зазоры между стенками цилиндра и юбкой алюминиевого поршня, обусловливаемые высоким коэффициентом линейного расширения алюминиевых сплавов, устраняются применением рациональной конструкции для элементов поршня. Опыт показывает, что правильно спроектированные алюминиевые поршни могут работать с очень малыми зазорами, не вызывая стука даже в холодном состоянии. Достигается это с помощью компенсационных прорезей или вставок, которыми снабжают стенки юбки, приданием юбке овальной или овально-конусной формы, путем изолирования рабочей (направляющей) ее зоны от более горячей части поршня головки и принудительным охлаждением последней.
В практике автомобилестроения часто применяют сразу несколько дополняющих друг друга мероприятий. Основными из них являются:
1) разрез юбки по всей ее длине (рис. 2, а). Такой разрез, как правило, делают косым так, что верхний и нижний участки его перекрываются. Косой разрез не оставляет следа на стенках цилиндра и позволяет разрезанным стенкам юбки при их нагреве сходиться (сближаться) за счет уменьшения ширины прорези, обеспечивая тем самым свободное перемещение горячего поршня в цилиндре. Чтобы увеличить пружинящие свойства разрезанных стенок и уменьшить температуру их нагрева, юбка в этой зоне отделяется от головки широкой горизонтальной прорезью, которая обычно проходит по канавке нижнего поршневого кольца, как показано на рис. 2, а. Горизонтальная прорезь в данном случае является одновременно изолирующей, защищающей юбку от теплового потока, идущего со стороны более горячей головки, и дренажной, позволяющей отводить масло со стенок цилиндра.
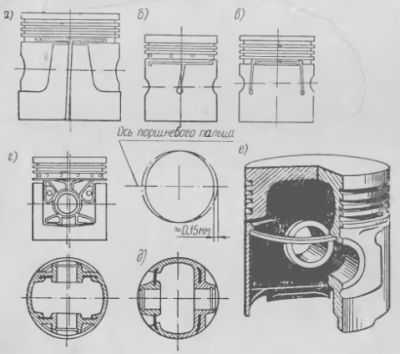
Рисунок 2
Юбка с разрезом на всю ее длину выполняется цилиндрической а ширину прорези выбирают так, чтобы полностью исключалась возможность захватывания горячего поршня в цилиндре. Рассмотренный метод несколько снижает жесткость поршня и пригоден только для карбюраторных двигателей. Он используется в известном отечественном двигателе ЗИЛ-120, где тепловые зазоры между поршнем и цилиндром составляют 0,08—0,10 мм.
Поршни с полностью разрезанной юбкой устанавливаются в цилиндр так, чтобы разрезанная сторона юбки не нагружалась боковыми силами при рабочем ходе;
2) разрез юбки не на полную ее длину, а в виде Т- и П-образных прорезей (рис. 2, б, в). Такие прорези сочетаются с овальной формой юбки. Величина овала составляет 0,3—0,5 мм, причем большая ось его располагается перпендикулярно к оси поршневого пальца как показано на рис. 2. Вследствие этого юбка соприкасается со стенками цилиндра только в плоскости качания шатуна узкими полосками и при нагреве может свободно расширяться в обе стороны по оси поршневого пальца, увеличивая зону своего контакта с цилиндром.
В поршнях с Т- и П-образными разрезами изолирующие горизонтальные прорези между юбкой и головкой делают с обеих сторон бобышек, поэтому тепловой поток от головки направляется непосредственно на бобышки и не оказывает интенсивного влияния на нагрев стенок юбки в зоне их контакта с цилиндром. Эти виды прорезей придают юбке пружинящие свойства, облегчая этим деформацию ее стенок. Чтобы не допустить появление трещин на концах прорезей в связи с деформацией стенок, их засверливают, как показано на рис. 2.
Поршни с овальной, частично разрезанной юбкой обладают достаточной прочностью и обеспечивают удовлетворительную работу поршневой группы автомобильных двигателей с очень малыми тепловыми зазорами, составляющими в среднем 0,02—0,03 мм. Часто юбке таких поршней придают не только овальную, но и конусную форму, располагая большой диаметр усеченного конуса по нижней кромке юбки. Величина конусности составляет примерно 0,05 мм;
3) компенсационные вставки, ограничивающие тепловое расширение юбки в плоскости качания шатуна (рис. 2, г, д, е). Вставки применяются различной конструкции, но чаще всего они представляют собой пластины инварные или стальные, связывающие стенки юбки с бобышками поршня. Чтобы уменьшить при этом температуру нагрева юбки, последняя с двух сторон бобышек отделяется от головки поперечными изолирующими прорезями.
Инварные вставки, содержащие около 35% никеля, имеют весьма низкий коэффициент линейного расширения (в 10—11 раз меньший, чем у алюминиевых поршневых сплавов). С их помощью зазор между юбкой поршня и стенками цилиндра практически удается сохранять неизменным как в холодном, так и прогретом состоянии двигателя. Поршни с ииварными вставками обычно имеют развитые- холодильники и свободно расширяются только в направлениях оси поршневого пальца (см. рис. 2, д), не изменяя рассматриваемого зазора.
В настоящее время широко применяют более дешевые вставки из нелегированной стали, которые заливаются в бобышки так, что вместе с тонким слоем основного алюминиевого сплава поршня они образуют биметаллические пары (см. рис. 2, г). Вследствие разности коэффициентов линейного расширения стали и алюминиевого сплава при нагреве таких стенок они деформируются и придают юбке овальную форму, изгибаясь наружу в разные стороны по оси поршневого пальца, т. е. в сторону развитых холодильников. Такие поршни называются «автотермик». Они обладают хорошими эксплуатационными качествами, имеют повышенную прочность и жесткость, поэтому могут использоваться даже в дизелях.
Компенсационные вставки обеспечивают удовлетворительна ю работу поршневой группы с зазорами менее 0,02 мм. Иногда компенсационные вставки выполняются также в виде различных стальных колец, которые заливаются в верхнюю часть юбки, как показано на рис. 2, е.
Чтобы исключить ошибки при установке поршня в цилиндр, на одной из его бобышек отливают метку-надпись «назад», т. е. эта бобышка должна быть расположена со стороны маховика двигателя. Иногда для этой цели используется стрелка-указатель.
Цилиндрическая головка поршня с плоским днищем снабжена тремя канавками под поршневые кольца, причем в нижней канавке сделаны дренажные отверстия, а поперечные изолирующие прорези размещены под этой поршневой канавкой. Юбку поршня изготовляют с овальностью 0,36 мм и конусностью в пределах 0,013— 0,038 мм. По цилиндрам поршни подбираются с зазором 0,012— 0,024 мм.
Правильность подбора зазора проверяется ленточным щупом с размерами 0,05 X 13 мм, который устанавливают под углом 90° к оси поршневого пальца (при снятых поршневых кольцах).
Поршни дизелей работают с большей, чем в карбюраторных двигателях, механической и тепловой напряженностью, поэтому им придают форму, обеспечивающую возможно высокую прочность и жесткость. Они изготовляются сравнительно толстостенными литыми или штампованными (Штампованные или кованые поршни из легких сплавов бывают прочнее соответствующих литых и предпочтительно применяются в форсированных дизелях) со сплошной юбкой, т. е. с юбкой, не имеющей разрезов, прерывающих тепловые потоки и облегчающих деформацию стенок. Вследствие этого юбка всегда имеет повышенную температуру нагрева, что вынуждает устанавливать поршни в цилиндры с довольно большими зазорами. Для уменьшения этих зазоров юбку выполняют овальной или овально-конусной конструкции. В отдельных случаях днище и стенки головки поршня для уменьшения их нагрева дополнительно охлаждают струйкой масла, которое через форсунку, расположенную в головке шатуна, подастся на внутренние стенки головки.
Следовательно, поршни из легких сплавов с перазрезной (сплошной) юбкой, хотя и обладают повышенной прочностью и жесткостью, но обеспечивают удовлетворительную работу поршневой группы с зазорами, в 5—10 раз превышающими зазоры, которые в сопоставимых условиях допускаются для овально-конусных юбок с компенсационными прорезями и вставками.
Источник: Райков И.Я., Рытвинский Г.Н. Двигатели внутреннего сгорания, 1971 г.
Newer news items:
Older news items:
azbukadvs.ru
ремонт. Цилиндро-поршневая группа :: SYL.ru
Подвергается ремонту поршневая группа в различных случаях: при значительном износе трущихся деталей, вследствие чего снижается давление в цилиндрах, при разрушении поршней (например, после обрыва ремня газораспределительного механизма), а также при плановом обслуживании – по достижении определенного пробега. Выявить неисправности несложно, достаточно ориентироваться на внешние признаки либо на характеристики двигателя. Но необходимо знать основные симптомы поломок, чтобы своевременно их выявить и исправить.

Из чего состоит двигатель?
Основа любого двигателя внутреннего сгорания – это блок, массивный и тяжелый, в нем имеется множество отверстий, по которым циркулирует охлаждающая жидкость, масло, а также производится движение механизмов, в частности, поршней. Между ними и блоком установлены стальные гильзы, которые имеют зеркальную поверхность. Поршни передают поступательное движение при воспламенении топлива через шатун коленчатому валу. Последний вращается за счет того что имеет особую конструкцию.
Впуск топливовоздушной смеси в камеру сгорания, а также выпуск отработанных газов происходит через отверстия в верхней части мотора. Это головка блока цилиндров. Чтобы увеличить мощность двигателя, эти отверстия закрываются клапанами, приводимыми в движение распределительным валом. Последний имеет кулачки, которые максимально синхронизированы и позволяют проводить открытие своевременно. Между распределительным и коленчатым валами натянут гибкий ремень или металлическая цепь. Перед установкой этих элементов необходимо провести синхронизацию всех валов – выставить их по меткам.
Что такое поршень?
Можно даже сказать, что это основа всей системы. Именно с его помощью создается давление в цилиндрах, а при взрыве топливовоздушной смеси он смещается в нижнее положение и приводит в движение коленчатый вал. Изготавливаются поршни из сплавов на основе алюминия. В верхней части имеются канавки для колец – компрессионных и маслосъемного. Назначение их понятно из названий: первые необходимы для создания давления, а вторые – для снятия масляной пленки с внутренней поверхности цилиндра. Именно с их помощью цилиндро-поршневая группа нормально функционирует.

Примерно в середине, чуть ниже колец, находится палец, с помощью которого производится установка поршня на шатун. В некоторых автомобилях в целях безопасности двигателя во время обрыва ремня ГРМ применяются поршни, в верхней части которых, обращенной в сторону клапанов, сделаны выемки. При разрыве ремня коленчатый вал продолжает перемещать все поршни, а клапаны падают в нижнее положение. Результат – сильнейшие удары тарелок клапанов о поверхность поршней. Выемки позволяют избежать этого.
Коленчатый вал двигателя
Коленвал – это цельнометаллическая конструкция, имеющая своеобразную форму. С его помощью осуществляется сглаженная работа всех цилиндров. Например, при положении одного в верхней мертвой точке другой находится в нижней, а третий с четвертым – на подходе к ВМТ и НМТ соответственно. Между поршнем и коленчатым валом установлен шатун. Он подвижно закреплен с обоих краев. Когда проводится ремонт поршневой группы, обязательно заменяются вкладыши на месте соединения шатуна с коленчатым валом.
Скольжение шатуна на коленчатом валу обеспечивают вкладыши с канавками. По ним поступает масло, которое смазывает поверхности и уменьшает трение. Коленвал с одной стороны имеет маховик – тяжелый сбалансированный металлический диск, который позволяет избавиться от незначительных вибраций, возникающих при работе. С другой стороны устанавливаются шкивы для привода газораспределительного механизма и дополнительного оборудования (ГУР, компрессор кондиционера, электрический генератор, и пр.).
Распределительный вал и ГБЦ
Эти узлы влияют на то, насколько правильно будет осуществляться подача топливной смеси и отвод газов после сгорания. При движении поршня вверх происходит открывание выпускных клапанов, под создавшимся давлением сгоревшие газы уходят в выпускной коллектор. Незадолго до достижения ВМТ происходит закрывание выпускных и открывание впускных клапанов. В момент, когда поршень находится в крайнем верхнем положении, пробивает искра, смесь из бензина и воздуха взрывается. Так как на этот момент все отверстия герметично закрыты, ему некуда деваться - приходится только идти вниз. И в итоге шатунно-поршневая группа осуществляет вращение коленвала.

И такая работа происходит постоянно. Для правильного функционирования необходимо устанавливать распредвал и коленвал синхронно. В противном случае работа всего двигателя окажется неправильной: в момент, когда клапан должен открываться для подачи топлива, он будет закрыт. Следовательно, воспламенения смеси не произойдет, а это главное условие стабильной работы любого двигателя внутреннего сгорания. Установлен распредвал в ГБЦ, изготовленной из алюминиевых сплавов. Крепеж производится после каждой пары кулачков. По краям вала имеются подшипники для обеспечения плавного вращения.
Признак износа поршневой группы
Проведите замеры давления в каждом цилиндре. Оно должно быть везде одинаково. Причем отличий от данных, указанных в технических характеристиках, не должно наблюдаться. Падение компрессии в двигателе можно выявить и во время движения. Так, автомобиль становится менее приемистым, с трудом перевозит нескольких пассажиров. Это говорит о том, что цилиндро-поршневая группа имеет дефекты, в частности большую выработку. Обратите внимание на то, что все системы должны функционировать стабильно.

Аналогичные симптомы присутствуют и в случае нарушений в системе зажигания или топливоподачи. Поэтому для верности необходимо удостовериться в том, что давление действительно ниже нормы. Зачастую причиной такого является чрезмерный перегрев, когда охлаждающая жидкость закипает, а двигатель работает без дополнительного теплообмена. Кольца в поршнях залегают и не соприкасаются с поверхностью цилиндров. Поможет в этом случае лишь капитальный ремонт.
Проведение тюнинга
При усовершенствовании узлов и агрегатов двигателя необходимо проводить их облегчение. Но нужно и учитывать то, что следует делать это разумно, без фанатизма, чтобы не ухудшить прочность и надежность механизмов. Например, у поршней стачивают юбку с внутренней стороны, что позволяет уменьшить вес на несколько грамм, но крутящий момент заметно увеличивается. Вся поршневая группа двигателя нуждается в значительном облегчении ее элементов. Аналогично производится уменьшение массы коленчатого вала: с его поверхности убирается слой металла. Маховик, расположенный на валу, тоже подвергается обработке: с внутренней части снимается лишний металл. Аналогичные действия проделать нужно и с шатунами.

Стоит заметить, что при усовершенствовании (тюнинге) таких агрегатов, как маховик, коленвал, распредвал, обязательно необходимо проводить по окончании центровку и балансировку. Поскольку это элементы, которые вращаются вокруг оси, если точка тяжести окажется смещена, то появится биение. И если оно слишком сильное, то разрушения агрегатов ждать останется не очень долго. Более простой способ, но с финансовой стороны не слишком выгодный, можно применить, если провести установку узлов для конкретного двигателя, уже прошедших процедуру облегчения. У них и форма несколько иная, и используемый материал по прочности не уступает стандартному, зато масса его намного меньше. Обратите внимание на поздние модификации моторов. Например, поршневая группа "ВАЗ-2101" может быть заменена на более совершенные элементы модели 2103 или 2106.
Что еще учесть при проведении тюнинга
Не нужно останавливаться на достигнутом. Так как вы увеличили мощность и крутящий момент, нужно предусмотреть и более эффективную смазку. Без модернизации масляного насоса никуда не деться. Систему смазки лучше всего дополнить канавками с внутренней стороны вкладышей. Занятие не из легких, так как эти элементы с трудом подвергаются какой-либо обработке. Но выполнить все можно, хоть и затратите время. Также позаботьтесь о системе охлаждения. Режим работы мотора существенно изменился, поэтому со стандартным теплообменником он может перегреваться.

Применение сцепления усиленного типа обязательно, так как крутящий момент вышел в плюс. Стандартные диски могут просто не выдержать возросших нагрузок. Выжимной подшипник также подбирается, исходя из новых характеристик. Но самое главное – это модернизация тормозов. Увеличение площади соприкосновения колодки с диском – это эффективное решение для обеспечения торможения. На колесах сзади следует отказаться от применения барабанных механизмов, отдавайте предпочтение дисковым. Любой легковой автомобиль можно переоборудовать таким образом. И если изменяются размеры поршневой группы, проводится облегчение, то в обязательном порядке требуется усовершенствование всех агрегатов автомобиля.
Расточка цилиндра
Если решите во время ремонта сделать тюнинг, то старайтесь учитывать все требования, изложенные выше. Но даже замена всех агрегатов на стандартные даст результат. Не стоит забывать, что при уменьшении компрессии в цилиндрах падает мощность ДВС. Если с поршнями все предельно понятно (достаточно приобрести следующий ремонтный размер), то с блоком все оказывается немного сложнее. Гильзы, расположенные в нем, нужно подвергнуть проточке на специальном токарном станке. И есть два варианта проведения такой процедуры.

Первый заключается лишь в том, что вся поверхность уменьшается, ей придается форма правильного круга. Если взглянуть на нее до ремонта, то она окажется скорее овальной. Второй способ – то же самое, только после обработки наносится на поверхность мелкая сетка. Называется эта процедура хонингованием. Бытует мнение, что такой способ увеличивает мощность. На самом же деле, рифленая поверхность сильно изнашивает кольца. А через 10-20 тыс. км пробега гильза и вовсе становится зеркальной, хонинговка исчезает. Если решите сэкономить на ремонте так, чтобы не навредить двигателю, то выбирайте первый способ расточки. Подобным образом ремонтируется поршневая группа "Камаз", а также всех остальных двигателей внутреннего сгорания.
Несколько советов
Главная рекомендация состоит в следующем: не пытайтесь проводить тюнинг или ремонт двигателя, если не уверены в своих силах либо вообще не понимаете, для чего нужны те или иные узлы. Отдайте все в руки профессиональных мастеров, которые сделают работу максимально качественно.
Если вы желаете провести ремонт, то оцените и свои финансовые возможности. Даже самостоятельное его проведение выльется в копеечку. Порой выгоднее оказывается приобрести двигатель с небольшим пробегом, нежели восстанавливать свой. А так как мотор – это запчасть, а не номерной агрегат, то регистрация в ГИБДД не требуется (если он установлен с автомобиля той же модели).
www.syl.ru
Персональный сайт - Размерные группы поршней и гильз Газель
Поршни отлиты из высококремнистого алюминиевого сплава и термически обработаны. Головка поршня — цилиндрическая с плоским днищем. На цилиндрической поверхности головки проточены три канавки: в двух верхних установлены компрессионные кольца, а в нижней — маслосъемное. В канавке под маслосъемное кольцо с обеих сторон выполнены прорези для того, чтобы не перегревались трущиеся поверхности юбки поршня от тепла, идущего от днища поршня. По этим же прорезям отводится в картер двигателя масло, снимаемое маслосъемным кольцом. Под канавкой для маслосъемного кольца выполнена фаска и на ней — по два отверстия с обеих сторон, которые тоже служат для отвода масла, скапливающегося под маслосъемным кольцом.
Юбка поршня овальная в поперечном сечении и бочкообразная в продольном. Большая ось овала расположена в плоскости, перпендикулярной оси поршневого пальца. Величина овальности поршня составляет 0,39— 0,43 мм. Наибольший диаметр юбки поршня располагается на 8 мм ниже оси поршневого пальца. Диаметр юбки плавно уменьшается и в направлении к днищу и в противоположном направлении: максимальное уменьшение диаметра на кромке фаски под нижней канавкой составляет 0,034—0,064 мм, на нижней кромке опорной части юбки — 0,050—0,080 мм. Ось отверстия под поршневой палец смещена от средней плоскости на 1,5 мм в правую (по ходу автомобиля) сторону для уменьшения шума от перекладывания поршня от одной стенки гильзы к другой при изменении направления движения поршня (вверх — вниз).
В тело поршня между нижней канавкой и отверстием под поршневой палец залита стальная терморегулирующая вставка, служащая для уменьшения деформаций поршня при нагревании до рабочей температуры и уменьшения первоначальных монтажных зазоров при сборке. Поршни устанавливаются в гильзы той же размерной группы с зазором 0,024—0,048 мм.
Для обеспечения требуемого зазора поршни и гильзы разделены (по диаметру) на пять групп, обозначенных соответствующей буквой, которая выбивается на днище поршня и наносится на наружной поверхности нижней части гильзы (табл. 4.1).
Таблица 4.1. Размерные группы поршней и гильз
| Размерные группы поршней и гильз | ||
| Обозначение группы | Диаметр, мм | |
| поршня | поршня | |
| А | 92,000-91,988 | 92,036-91,024 |
| Б | 92,012-92,000 | 92,048-92,036 |
| В | 92,024-92,012 | 92,060-92,048 |
| Г | 92,036-92,024 | 92,072-92,060 |
| Д | 92,048-92,036 | 92,084-92,072 |
Для улучшения приработки поверхность поршня покрыта (электролитическим способом) слоем олова толщиной 0,001— 0,002 мм.
Чтобы поршни работали правильно, они должны быть установлены в цилиндры в строго определенном положении. Для этого на одной из бобышек поршня имеется надпись «ПЕРЕД». В соответствии с этой надписью поршень указанной стороной должен быть обращен к передней части двигателя.
Поршневые кольца. Компрессионные кольца отлиты из чугуна: верхнее — из высокопрочного чугуна, обладающего высокой упругостью; нижнее — из серого чугуна. Верхнее компрессионное кольцо работает в наиболее тяжелых условиях (при высоких температуре и давлении, а также при недостатке смазки). Для увеличения износостойкости его наружная поверхность, прилегающая к цилиндру, покрыта слоем хрома. Слой хрома значительно увеличивает срок службы верхнего кольца. Это способствует также увеличению срока службы нижнего кольца цилиндра.
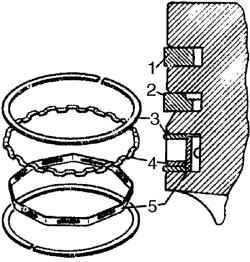 | Рис. 4.4. Установка поршневых колец на поршень: 1 — верхнее компрессионное кольцо; 2 — нижнее компрессионное кольцо; 3 — кольцевой диск; 4 — осевой расширитель; 5 — радиальный расширитель |
Наружная цилиндрическая поверхность нижнего компрессионного кольца покрыта слоем олова толщиной 0,006—0,012 мм (или вся поверхность кольца имеет фосфатное покрытие), что улучшает его приработку. На внутренней цилиндрической поверхности нижнего компрессионного кольца имеется выточка (рис. 4.4), благодаря которой новые кольца, установленные в цилиндр, несколько выворачиваются и соприкасаются с цилиндром только кромкой. Это ускоряет и улучшает приработку колец к зеркалу цилиндра. На поршень кольцо должно быть установлено выточкой кверху. Нарушение этого условия вызывает резкое возрастание расхода масла и дымления двигателя. Верхнее кольцо выточки не имеет.
Маслосъемное кольцо — сборное, четырех- или трехэлементное. Четырехэлементное кольцо состоит из двух стальных кольцевых дисков 3 и двух стальных расширителей: осевого 4 и радиального 5. Трехэлементное маслосъемное кольцо состоит из двух стальных кольцевых дисков и одного стального двухфункционального расширителя. Рабочая цилиндрическая поверхность (прилегающая к цилиндру) кольцевых дисков покрыта слоем хрома толщиной 0,080—0,130 мм.
Высота компрессионных колец — 2 мм, маслосъемного в сборе — 4,9 мм. Замок колец — прямой.
Поршневые пальцы плавающего типа (они не закреплены ни в поршне, ни в шатуне) изготовлены из низколегированной стали методом холодной высадки. Наружная поверхность пальца подвергнута углеродонасыщению на глубину 1—1,5 мм и закалена нагревом ТВЧ до твердости HRC 59—66. Наружный диаметр пальца — 25 мм.
Чтобы предупредить стук пальцев, их подбирают к поршням с минимальным зазором, допустимым по условиям смазки. Так как линейное расширение материала поршня примерно в 2 раза больше, чем у пальца, то при комнатной температуре палец входит в отверстия бобышек поршня с натягом.
К шатуну палец подбирается с зазором от 0,0045 до 0,0095 мм. Для удобства подбора пальцы, шатуны и поршни разделены на размерные группы (табл. 4.2).
Таблица 4.2. Размерные группы пальцев, поршней и шатунов
| Размерные группы пальцев, поршней и шатунов | ||||
| Диаметр, мм | Маркировка | |||
| пальца | в бобышке поршня | во втулке шатуна | пальцев и шатунов | поршня |
| 25,0000-24,9975 | 25,0000-24,9975 | 25,0070-25,0045 | Белый | I |
| 24,9975-24,9950 | 24,9975-24,9950 | 25,0045-25,0020 | Зеленый | II |
| 24,9950-24,9925 | 24,9950-24,9925 | 25,0020-24,9995 | Желтый | III |
| 24,9925-24,9900 | 24,9925-24,9900 | 24,9995-24,9970 | Красный | IV |
Пальцы и шатуны маркируются краской: палец — на отверстии или на торце, шатун — на стержне поршневой головки, поршень — римскими цифрами (выбивкой) на днище или краской на весовой бобышке. Подбирать поршневой палец к шатуну и поршню следует, как указано в подразделе «Ремонт двигателя».
Точная величина массы пальца обеспечивается выдерживанием допусков на размеры при изготовлении.
В поршне палец удерживается двумя стопорными кольцами, изготовленными из круглой пружинной проволоки диаметром 2 мм. Кольца имеют отогнутый в сторону усик. Стопорные кольца устанавливают при помощи плоскогубцев таким образом, чтобы усик был обращен наружу.
Шатуны — стальные кованые со стержнем двутаврового сечения. В поршневую головку шатуна запрессована тонкостенная втулка из оловянистой бронзы. Кривошипная головка шатуна — разъемная. Крышка кривошипной головки крепится к шатуну двумя болтами со шлифованной посадочной частью.
Болты крепления крышек и гайки шатунных болтов изготовлены из легированной стали и термически обработаны.
Гайки шатунных болтов затягиваются моментом 68—75 Н·м (6,8—7,5 кгс·м) и стопорятся герметиком «Унигерм-9».
Крышки шатунов обрабатываются в сборе с шатуном, и поэтому их нельзя переставлять с одного шатуна на другой. Для предотвращения возможной ошибки на шатуне и на крышке (на бобышке под болт) выбиты порядковые номера цилиндров. Они должны быть расположены с одной стороны. Кроме того, углубления в крышке и шатуне для фиксирующих выступов вкладышей также должны находиться с одной стороны.
В стержне шатуна у кривошипной головки имеется отверстие диаметром 1,5 мм, через которое производится смазка зеркала цилиндра. Это отверстие должно быть направлено в правую сторону двигателя, т. е. в сторону, противоположную распределительному валу. При правильной сборке число «24», выштампованное на средней полке стержня шатуна, а также выступ на крышке шатуна должны быть обращены к передней стороне двигателя.
Для обеспечения динамической уравновешенности двигателя суммарная масса поршня, поршневого пальца, колец и шатуна, устанавливаемых в двигатель, может иметь разницу по цилиндрам не более 12 г, что обеспечивается подбором деталей соответствующей массы. По деталям разница в массе может быть: поршней — 4 г, шатунов — 18 г, поршневых пальцев — 2 г. Для обеспечения вышеуказанной разницы в массе деталей в одном двигателе (12 г) шатуны по массе разбиваются на четыре группы и должны подбираться для одного двигателя с разницей не более 5 г.
Коленчатый вал - отлит из высокопрочного чугуна, имеет пять опор, в сборе с маховиком и сцеплением динамически сбалансирован (допустимый дисбаланс — не более 35 г·см). Диаметр коренных шеек — 64 мм, шатунных — 58 мм. Шатунные шейки полые. Полости в шатунных шейках закрыты резьбовыми пробками и предназначены для дополнительной очистки масла, поступающего на шатунные шейки. Под действием центробежных сил, возникающих при вращении коленчатого вала, в полостях шатунных шеек отлагаются металлические частицы продуктов износа, содержащиеся в масле.
Масло к полостям шатунных шеек подводится по отверстиям в щеках вала из кольцевой канавки на вкладышах коренных шеек коленчатого вала. К коренным шейкам масло поступает из масляной магистрали по каналам в перегородках блока.
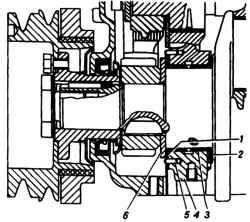 | Рис. 4.5. Передний конец коленчатого вала: 1 и 2 — упорные шайбы; 3 — вкладыш подшипника; 4 — крышка подшипника; 5 — штифт; 6 — шайба упорная |
Осевое перемещение коленчатого вала ограничивается двумя упорными сталеалюминиевыми шайбами 1 и 2 (рис. 4.5), расположенными по обе стороны переднего коренного подшипника. Передняя шайба 1 антифрикционным слоем обращена к стальной упорной шайбе 6 на коленчатом валу, задняя шайба 2 — к щеке коленчатого вала. Передняя шайба удерживается от вращения двумя штифтами 5, запрессованными в блок и крышку коренного подшипника. Выступающие концы штифтов входят в пазы шайбы. Задняя шайба удерживается от вращения своим выступом, входящим в паз на заднем торце крышки коренного подшипника. Величина осевого зазора составляет 0,125—0,325 мм.
На переднем конце коленчатого вала на шпонках установлены стальная упорная шайба, шестерня привода распределительного вала, маслоотражатель и ступица шкива коленчатого вала. Все эти детали стянуты болтом, ввертываемым в передний торец коленчатого вала. Шпоночный паз в ступице шкива уплотняется резиновой пробкой. К ступице шестью болтами крепится шкив коленчатого вала, от которого двумя ремнями приводятся во вращение вентилятор, крыльчатка водяного насоса и шкив генератора. На шкиве смонтировано специальное устройство — демпфер, служащий для гашения крутильных колебаний коленчатого вала, благодаря чему уменьшается шум и облегчаются условия работы шестерен привода распределительного вала. Демпфер состоит из чугунного диска, напрессованного через эластичную (резиновую) прокладку на цилиндрический выступ шкива коленчатого вала.
| Рис. 4.6. Определение верхней мертвой точки |
На шкиве коленчатого вала нанесена одна метка, а на диске демпфера — три метки (рис. 4.6), служащие для определения верхней мертвой точки (ВМТ) и установки зажигания.
Метка на шкиве и третья метка на диске демпфера должны находиться друг против друга. Взаимное смешение меток указывает на выход из строя демпфера. При совмещении с ребром-указателем на крышке распределительных шестерен третьей метки (по направлению вращения) на диске демпфера поршни первого и четвертого цилиндров находятся в ВМТ. Вторая метка соответствует положению 5° до ВМТ и служит вместе с третьей меткой для установки зажигания на неработающем двигателе.
Первая метка соответствует положению 12° до ВМТ и служит вместе со второй и третьей метками для контроля правильности установки зажигания на работающем двигателе.
Передний конец коленчатого вала уплотнен резиновой манжетой с маслоотражателем, запрессованным в крышку распределительных шестерен. На маслоотражателе имеется отбортовка, отводящая масло, стекающее по стенке крышки. Для облегчения работы манжеты перед ней на коленчатом валу установлен еще один маслоотражатель.
Надежная работа манжеты после переборки обеспечивается хорошей центровкой крышки распределительных шестерен (см. подраздел «Ремонт двигателя»).
Задний конец коленчатого вала уплотнен набивкой из асбестового шнура, пропитанного антифрикционным составом и покрытого графитом.
Набивка заложена в канавки блока цилиндров и специального держателя, который крепится двумя шпильками к блоку. На шейке коленчатого вала под набивкой имеется микрошнек, а перед набивкой — гребень, служащий для отбрасывания масла из зоны уплотнения. Стыки держателя уплотнены резиновыми прокладками Г-образной формы. В заднем торце коленчатого вала расточено гнездо для установки шарикоподшипника первичного вала коробки передач.
Маховик отлит из серого чугуна. Он крепится к фланцу на заднем конце коленчатого вала четырьмя шлифованными болтами.
Момент затяжки гаек болтов — 76— 83 Н·м (7,6—8,3 кгс·м). Гайки законтрены отгибной пластиной. На маховик напрессован зубчатый обод для пуска двигателя стартером. Перед сборкой с коленчатым валом маховик статически балансируют (табл. 4.3).
Таблица 4.3. Дисбаланс вращающихся деталей, допустимый при сборке двигателя
| Дисбаланс вращающихся деталей, допустимый при сборке двигателя | |||
| Деталь | Метод балансировки | Допустимый дисбаланс, г·см, не более | Способ устранения дисбаланса |
| Коленчатый вал в сборе с пробками | Динамический | 40 на каждом конце | Высверливание металла в радиальном направлении из противовесов на 1,4, 5 и 8-й щеках сверлом диаметром 8 мм на глубину 45 мм |
| Маховик и зубчатый венец | Статический | 35 | Высверливание металла со стороны крепления сцепления на радиусе 146 мм сверлом диаметром 12 мм на глубину не более 15 мм |
| Коленчатый вал, маховик и сцепление в сборе | Динамический | 35 на заднем конце | Высверливание металла со стороны крепления сцепления на радиусе 146 мм сверлом диаметром 12 мм на глубину не более 15 ммВысверливание металла из маховика со стороны сцепления на радиусе 151 мм сверлом диаметром 12 мм на глубину не более 12 мм; расстояние между центрами отверстий - не менее 16 мм |
| Нажимной диск сцепления с кожухом в сборе | Статический | 25 | Высверливание металла из бобышек, центрирующих пружины, сверлом диаметром 11 мм на глубину не более 25 мм с учетом конуса сверла; при повторной установке узла на балансировочный станок допускается дисбаланс 100 г·см |
| Шкив-демпфер коленчатого вала со ступицей в сборе | Статический | 20 | Высверливание металла из переднего торца шкива на радиусе 64 мм сверлом диаметром 10 мм на глубину не более 9 мм |
К заднему торцу маховика шестью болтами прикреплен кожух сцепления. На фланце кожуха сцепления и маховике выбита метка «О». При сборке двигателя обе метки должны быть совмещены, чтобы не нарушить балансировку коленчатого вала.
Вкладыши. Коренные и шатунные подшипники коленчатого вала состоят из тонкостенных взаимозаменяемых вкладышей, изготовленных из малоуглеродистой стальной ленты с тонким слоем антифрикционного высокооловянистого алюминиевого сплава. Толщина коренного вкладыша колеблется в пределах 2,233—2,240 мм, а шатунного — 1,738—1,745 мм. В каждом подшипнике установлено по два вкладыша. Осевому перемещению и проворачиванию вкладышей в постелях блока или в шатунах препятствуют фиксирующие выступы на вкладышах, входящие в соответствующие пазы в постелях блока или в шатунах.
Все коренные вкладыши имеют кольцевую канавку для непрерывного питания маслом шатунных шеек коленчатого вала. Посередине коренных вкладышей имеется отверстие, через которое подается масло к подшипникам из канала в постели блока. Отверстия в шатунных вкладышах совпадают с отверстиями в шатунах. Для сохранения взамозаменяемости и предупреждения ошибок при установке новых вкладышей на всех коренных и латунных вкладышах сделаны отверстия. Ширинa коренных вкладышей — 25,5 мм, шатунных — 28,5 мм. Диаметральный зазор между шейкой и вкладышами составляет 0,020—0,073 мм для коренных и 0,010—0,063 мм для шатунных подшипников.
Для обеспечения указанных зазоров и исключения деформации деталей гайки шатунных болтов, шпилек крепления крышек коренных подшипников затягивают динамометрическим ключом с указанным выше моментом.
unikalavto.narod.ru
Поршневая группа
Поршневая группа состоит из поршня в сборе, уплотнительных и маслосъемных колец, поршневого пальца. По конструктивным признакам различают поршни тронковые, для двигателей крейцкопфного типа и двустороннего действия.
Тронковые поршни соединяются с шатуном поршневым пальцем. Для обеспечения газонепроницаемости полостей цилиндра поршень снабжают уплотнительными кольцами, а для предотвращения попадания масла в камеру сгорания — маслосъемными кольцами. Материалом для поршней служит чугун марок СЧ24-44 и СЧ28-48 и сталь. Поршни небольшого диаметра быстроходных двигателей можно изготовлять из алюминиевых сплавов (АЛ1, АЛ2, АК2, АК4). Такие поршни имеют малый вес и небольшие температурные напряжения в днище; недостатки поршней — незначительная износостойкость и большой коэффициент теплового линейного расширения.
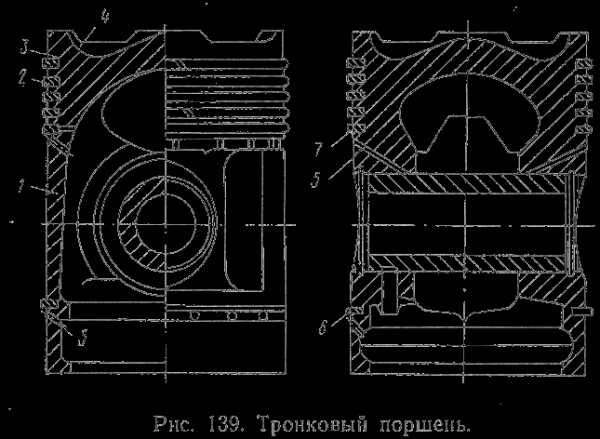
Поршень (рис. 139) состоит из нижней направляющей части — тройка или юбки 1 и верхней части — головки поршня 3 с поршневыми кольцами 2. Конфигурация камеры сгорания двигателя, тип продувки, расположение в крышке клапанов и форсунки определяют форму днища поршня 4. Днище поршня может иметь вогнутую, двояковогнутую, выпуклую и другую формы. Некоторые формы днищ поршней показаны на рис. 140. При диаметре поршня более 400 мм головку поршня выполняют съемной. Разъемная конструкция позволяет уменьшить стоимость поршня, так как только головку изготовляют из дорогостоящего жаропрочного материала, и облегчает ремонт поршня. Головку крепят к тройку болтами или шпильками.
В некоторых конструкциях поршня внутреннюю поверхность днища для предохранения от нагарообразования и защиты головного подшипника от теплового излучения закрывают мембраной; для увеличения жесткости днище снизу подкрепляют ребрами, которые одновременно улучшают его охлаждение.

Поршневой палец 1 (рис. 141) размещен в приливах (бобышках) 2 и фиксируется от осевого смещения пружинными кольцами 3. Пальцы закрепляются стопорным болтом 6 либо свободно вращаются — пальцы плавающего типа. Пальцы плавающего типа более распространены у быстроходных двигателей. Бронзовые втулки 4, запрессованные в бобышки чугунного поршня, являются подшипниками для поршневого пальца плавающего типа. Пальцы изготовляют из малоуглеродистой стали 15 или 20 с последующей цементацией и шлифованием или из легированной стали 15ХМА, 12МХ2А, 18ХНМА, 20Х и др. с последующей закалкой. В некоторых конструкциях поршней с целью предотвращения соприкосновения пальца с зеркалом цилиндра ставят алюминиевые заглушки 5 грибовидной формы.
Поршневые кольца располагают в канавках, проточенных в теле поршня. Поршневые кольца делятся на уплотнительные и маслосъемные. Уплотнительные кольца 2 (см. рис. 139) обеспечивают плотность поршня в цилиндре, предотвращают прорыв газов в картер двигателя и способствуют отводу тепла от головки поршня через втулку цилиндра охлаждающей воде. Маслосъемные кольца 6 и 7 (см. рис. 139) служат для удаления излишнего масла с зеркала цилиндра, что уменьшает нагарообразование в цилиндре, и не допускают проникновения масла в камеру сгорания. Материалом для изготовления колец служит чугун СЧ24-44, реже сталь. Кольца изготовляют самопружинящими с разрезом-замком, обеспечивающим заводку кольца в канавку поршня и возможность теплового расширения кольца. Число уплотнительных колец шесть—три, маслосъемных три—одно. Уплотнительные кольца, как правило, прямоугольного сечения, рабочая поверхность кольца и поверхность зеркала цилиндра параллельны.
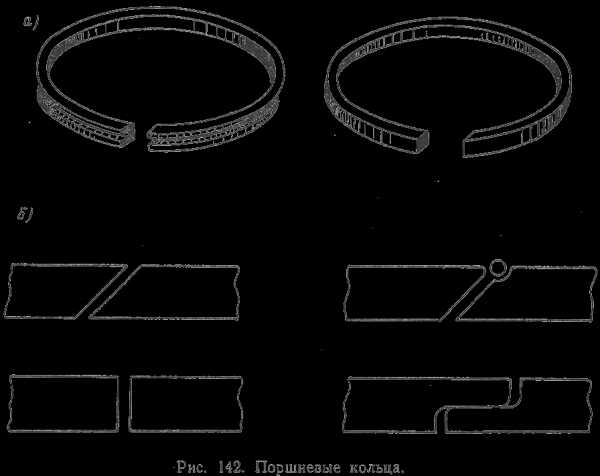
В отличие от уплотнительных (компрессионных) маслосъемные кольца имеют скос (рис. 142, а), с помощью которого масло удаляется из зеркала цилиндра и через специальные каналы 5 (см. рис. 139) в поршне стекает в картер. Необходимо особо быть внимательным при монтаже маслосъемных колец, не допуская установки кольца скосом вниз, так как тогда масло будет попадать в камеру сгорания. Зазоры между поршневыми кольцами и стенками канавки в радиальном направлении равны 0,5—1,0 мм, по высоте 0,15—0,066 мм.
Типы замков поршневых колец показаны на рис. 142, б. При установке колец на поршень необходимо стыки (замки) располагать в разных положениях по окружности во избежание утечки газов. Поршневые кольца поршней двухтактных двигателей для предохранения от проворачивания и попадания замка в район расположения окоп стопорят фиксаторами.
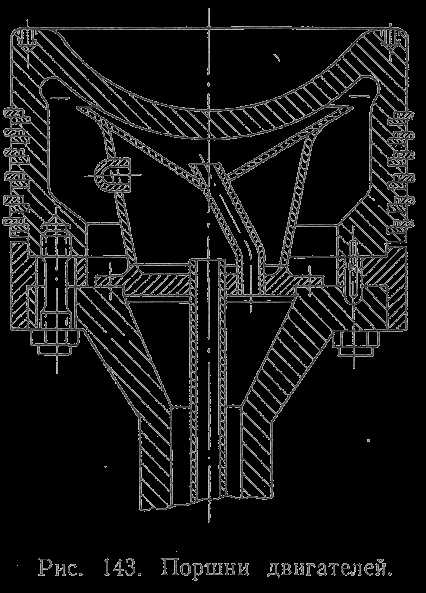
Поршень крейцкопфного двигателя соединяется с шатуном, штоком и крейцкопфом. В этом случае поршень крепят к штоку жестко специальным фланцевым соединением (рис. 143). Поршень крейцкопфного двигателя разгружен от боковых усилий и не имеет тронка.
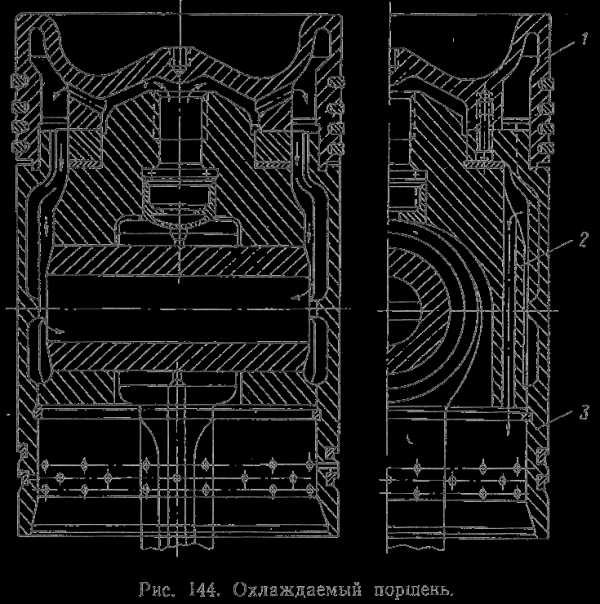
На рис. 144 показан составной охлаждаемый поршень крейцкопфного двигателя, имеющего штампованную вставку из алюминиевого сплава АК6. Поршень состоит из трех основных частей: головки 1, отлитой из высокопрочного жаростойкого чугуна, корпуса 3 из перлитного чугуна и вставки 2. В поршнях новейшей конструкции пазы (канавки) под уплотнительные кольца хромируют или завальцовывают чугунными противоизносными кольцами. Общий вид поршня, крейцкопфа и шатуна с подшипником приведен на рис. 145.
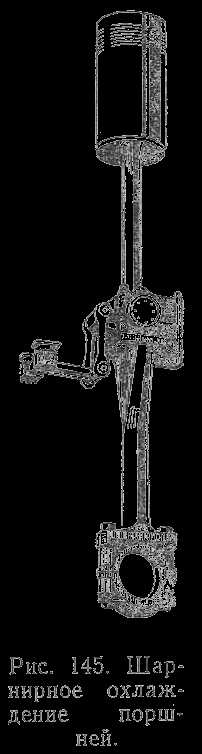
Для достижения нормальных условий работы поршня необходимо обеспечить его охлаждение и прежде всего головки. Наиболее надежным средством снижения температуры головки является искусственное охлаждение. При диаметрах цилиндра в двухтактных двигателях свыше 250 мм, а в четырехтактных свыше 400 мм применяют масляное охлаждение поршня. Охлаждение водой используют редко, так как требуется тщательное герметизирующее устройство, предотвращающее попадание воды в масло картера. Наиболее распространена телескопическая и шарнирная системы подачи охлаждающей жидкости под давлением в закрытую полость поршня.

Штоки крейцкопфных двигателей выполняют стальными коваными, круглого сечения, часто пустотелыми. В верхней части они имеют фланцы для крепления с поршнем, а нижней пяткой или хвостовиком 4 (рис. 146) соединяются с поперечиной 7 и фиксируются гайкой 2. В состав крейцкопфа входят: стальной или чугунный ползун, опорные рабочие поверхности а и б которого покрыты тонким слоем антифрикционного сплава. Ползун, скользя по параллели картера, передает последней боковые усилия и таким образом разгружает поршень. Поверхность а передает боковые усилия при работе двигателя на передний ход, поверхность б, значительно меньшая по площади,— на задний ход. Ползун крепят болтами к стальной поперечине 3. Поперечина имеет цапфы 1, которые охватываются головным подшипником шатуна. В двигателях, длительное время работающих на задний ход (буксиры, ледоколы), ползуны выполняют двусторонними. По каналу 5 масло поступает на охлаждение поршня, а по каналу 6 — на смазку рабочих поверхностей ползуна.
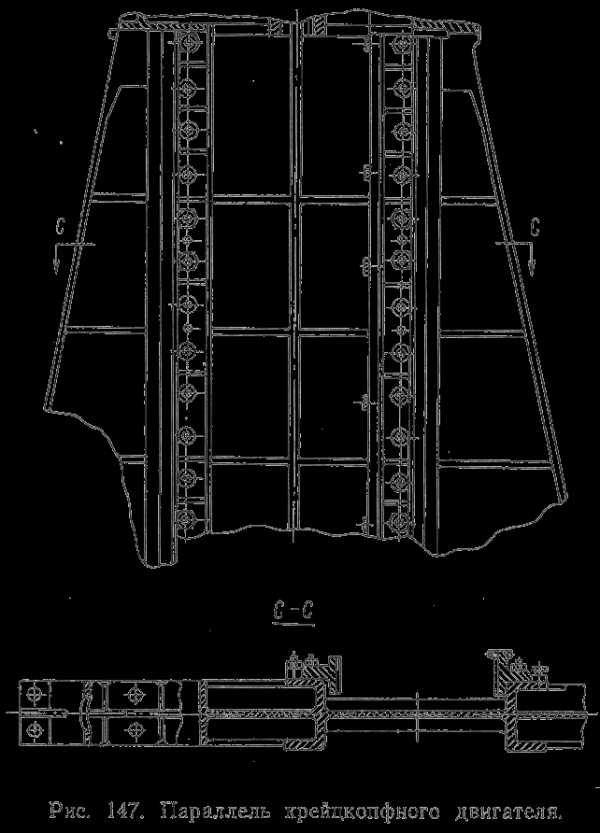
На рис. 147 показана параллель крейцкопфного двигателя.
vdvizhke.ru
Поршни
 Поршневая группа состоит из поршня, поршневых колец, поршневого пальца и деталей крепления пальца.
Поршневая группа состоит из поршня, поршневых колец, поршневого пальца и деталей крепления пальца.Поршни бензиновых двигателей отливаются из алюминиевого сплава в коккиль (металлическую форму) под давлением. Форма днища поршня определяется типом камеры сгорания. Для уменьшения теплопепередачи в поршень , уменьшения массы и простоты обработки днище должно быть плоским. Однако существует много причин , требующих изменения днища поршня. С точки зрения протекания процесса сгорания оптимальной является компактная камера сгорания с выемкой в днище поршня под свечой зажигания. Иногда в днище поршня приходится делать выемки в зоне расположения тарелок клапанов, чтобы предотвратить их контакт с поршнем в зоне верхней мертвой точки, когда клапаны находятся в приоткрытом положении. При этом приходится учитывать изменения размеров поршня и клапанов в следствии их нагрева. На форму днища поршня могут влиять и требования унификации. Например поршни выполняются с выемки под клапана, чтобы удовлетворить потребности установок различных головок блока устанавливаемых на этот мотор, хотя к некоторым головкам выемки не нужны. Изменяя только форму днища поршня можно выпускать различные модификации двигателей с различными степенями сжатия под разные бензины.
Поршни имеют высокий градиент перепада температур между днищем и юбкой. Поэтому цилиндрическая поверхность поршня в холодном состоянии имеет сложную форму и должна приобретать идеальную цилиндрическую форму при прогреве двигателя до рабочих температур. Обычно верхний пояс в зоне до первого компрессионного кольца имеет наибольшую температуру и соответственно наименьший диаметр, обеспечивающий зазор в холодном состоянии до 0.1 - 0.3 мм. Наличие этого зазора и объема находящегося в нем приводит к вялому сгоранию и повышенному выбросу углеводородов. В зоне верхнего пояса иногда делается проточка для снижения температуры в зоне верхнего компрессионного кольца.
Следующие пояса выполняются с постепенно уменьшающимся зазором. На юбках поршней старых двигателей иногда делался разрез , что нередко повышало вероятность поломки поршней. Поршни современных двигателей выполняются с конической или бочкообразной поверхностью юбки с учетом распределения температур по высоте поршня. Основная нагрузка приходится на поверхность юбки поршня перпендикулярно оси пальца. Поэтому в поперечном сечении юбка поршня делается овальной формы,а в зоне бобышек поршневого пальца (называемой холодильниками) зазор увеличивается, что предотвращает задир при перегреве поршня.
 Для облегчения поршня, улучшения смазки и предотвращения задира в юбке выполняются отверстия (круглые, ромбовидные и другой формы). Однако это усложняет производство, уменьшает ресурс, поэтому такие поршни применяются для двигателей спортивных автомобилей.
Для облегчения поршня, улучшения смазки и предотвращения задира в юбке выполняются отверстия (круглые, ромбовидные и другой формы). Однако это усложняет производство, уменьшает ресурс, поэтому такие поршни применяются для двигателей спортивных автомобилей.
В зоне верхней мертвой точки происходит так называемая перекладка поршня, то есть до верхней мертвой точки под действием давления газов он прижимается к одной части цилиндра, а после верхней мертвой точки к другой противоположной части. При большом зазоре и холодном двигателе появляется стук поршня, головка поршня перемещается относительно поршневых колец, при перекладке, что приводит к увеличению износа поршневых колец и торцов их канавок в поршне. Для уменьшения этого эффекта ось пальца смещается относительно оси цилиндра или ось цилиндра смещается относительно оси коленчатого вала (дезаксаж или дезаксиал) Для уменьшения зазора в верхней части поршня и, следовательно для уменьшения выбросов СН, а также уменьшения шума от перекладки и износа канавок и самих колец, при отливке поршня в коккиль закладываются жаропрочные вставки в зоне верхнего поршневого кольца. В некоторых конструкциях в зоне бобышек поршневого пальца в коккиль устанавливаются кольца или стальные пластины, предотвращающие его задиры. К числу оригинальных решений относится конструкция поршня у которого на поршневом пальце на отдельных бобышках сидят раздельные головка и юбка. Это позволяет уменьшить зазор в зоне юбки, снизить влияние перекладки поршня. 
Увеличение мощности двигателя на главную 0-100 км/ч 0-100
zero-100.ru