Ремонт головки блока цилиндров ваз 2106
ВАЗ 2106 | Ремонт головки блока цилиндров
Ремонт головки блока цилиндров
Разборка1. Снимите головку цилиндров вместе с впускным и выпускным коллектором.
2. Снимите датчик температуры охлаждающей жидкости.
3. Снимите теплозащитный экран выпускного коллектора.
4. Снимите выпускной коллектор.
5. Снимите прокладку выпускного коллектора.
6. Снимите шпильки крепления выпускного коллектора.
7. Снимите свечи зажигания.
8. Снимите впускной коллектор.
9. Снимите прокладку впускного коллектора.
10. Снимите шпильки впускного коллектора.
11. Открутите винты корпуса термостата.
12. Снимите корпус термостата.
13. Снимите прокладку термостата и термостат.
14. Используя устройство для сжатия пружин клапана, сожмите пружины клапана.
15. Извлеките сухари и снимите верхние тарелки пружин клапанов.
16. Снимите пружины клапанов.
17. Снимите маслосъемные колпачки.
18. Снимите клапаны.
20. Снимите центровочные втулки корпуса распределительного вала.
Ремонт деталейДля описываемых двигателей производитель предусматривает восстановление пары «направляющая втулка - шток клапана» применением клапанов с ремонтными размерами штоков. При этом изношенная втулка восстанавливается методом развертывания до ремонтных размеров. Работы такой сложности следует поручать только квалифицированному механику.
|
Распределительный вал |
||
|
Подъем кулачков впускных клапанов |
6,12 мм |
|
|
Подъем кулачков выпускных клапанов |
6,12мм |
|
|
Торцевое биение |
0,09-0,21 мм |
|
|
Наружный диаметр шейки распределительного вала |
№1 |
39,445 мм |
|
№2 |
39,700 мм |
|
|
№3 |
39,945 мм |
|
|
№4 |
40,200 мм |
|
|
№5 |
40,445 мм |
|
|
Наружный диаметр подшипника |
№1 |
39,500 мм |
|
№2 |
39,750 мм |
|
|
№3 |
40,000 мм |
|
|
№4 |
40,250 мм |
|
|
№5 |
40,500 мм |
|
1. Очистите сопрягаемую с прокладкой головки плоскость.
2. Проверьте прокладку головки цилиндров и сопрягаемые поверхности головки и блока цилиндров на наличие раковин, следов утечки, коррозии и прорыва газов в рубашку охлаждения.
3. Проверьте головку цилиндров на наличие трещин.
5. Определите, используя набор щупов и поверочную линейку, отклонение от плоскостности сопрягаемой с прокладкой плоскости головки, которое не должно превышать 0,025 мм.
6. Измерьте высоту головки блока. Высота головки блока должна быть в пределах 94,70-95,65 мм г£СЛИ высота головки цилиндров меньше, чем 94,7 мм, ее следует заменить.
7. Проверьте все резьбовые отверстия на наличие повреждений или загрязнений.
8. Осмотрите седла клапанов на предмет чрезмерного износа и прогаров.
|
Клапанный механизм |
||
|
Способ регулирования привода клапанов |
Гидравлический компенсатор зазора в приводе клапанов |
|
|
Угол конуса рабочей поверхности клапана (между образующей и плоскостью головки) |
45" |
|
|
Угол конуса рабочей поверхности седла клапана |
45' |
|
|
Опорное биение(макс,все) |
0,03 мм |
|
|
Торцевое биение (макс, все) |
0,03 мм |
|
|
Ширина рабочей поверхности седла |
Впускное отверстие |
1,3-1,5 мм |
|
Выпускное отверстие |
1,6-1,8 мм |
|
|
Внутренний диаметр направляющей втулки клапана |
7,030-7,050 мм |
|
|
Диаметр штока клапана |
7 мм |
|
|
Диаметр тарелки клапана |
Впускной |
38,0 мм |
|
Выпускной |
31,0 мм |
|
|
Длина пружины клапана при нагрузке |
Открытый клапан 625 +25 Н |
21,5 мм |
|
Закрытый клапан 275 + 15Н |
31,5мм |
|
1. Определите фактический износ в паре «втулка - шток клапана». При зазоре, превышающем 0,1 мм, эта пара трения нуждается в замене. Эту диагностическую операцию должен проводить только квалифицированный механик.
2. Код ремонтного размера нанесен на направляющей втулке клапана и торце штока клапана. В таблице приведены стандартный и ремонтные размеры, обозначение развертки, применяемой авторизованными СТО, и содержание кодов, наносимых на втулки и клапаны. Имеется два вида кодов: код, наносимый при сборке нового двигателя, и код, наносимый на втулку при ремонте.
|
Размер |
Развертка |
Код, наносимый на детали нового двигателя |
Код, наносимый на детали двигателя при ремонте |
|
Стандартный |
- |
- |
К |
|
0,075 |
КМ-253 |
1 |
К1 |
|
0,150 |
Км-254 |
2 |
К2 |
|
0,250 |
КМ-255 |
- |
А |
Произведите развертывание отверстия направляющей втулки. Направление развертывания - от верхней стороны головки цилиндров. После развертывания перечеркните код, нанесенный на втулке, и нанесите новый код.
Восстановление седел клапанов1. Произведите обработку рабочей поверхности седел клапанов.
Запирающая поверхность седел клапанов восстанавливается при помощи трех конических фрез:
- фреза для обработки рабочей поверхности седла: 45°;
- фреза для обработки верхнего угла коррекции: 30°;
- фреза для обработки нижнего угла коррекции: 60°;
Ширина рабочей поверхности седла клапана: - впускного: 1,3-1,5 мм; - выпускного: 1,6-1,8 мм.
2. Проверьте положение торца штока клапана после установки клапана (без специальных калибров эту работу должен выполнять квалифицированный механик).
3. Если торец штока расположен выше (ближе к оси распределительного вала), следует заменить клапаны новыми и затем проверить положение торца штока снова.
4. Если торец штока клапана все еще расположен выше, несмотря на замену клапанов, замените головку цилиндров.
Осмотр клапана1. Осмотрите клапан на предмет износа, смятия верхнего торца штока.
2. Осмотрите канавки сухарей клапанов и масляного уплотнителя на предмет износа.
3. Осмотрите головки клапанов на наличие прогаров и трещин.
4. Осмотрите штоки клапанов на наличие износа, задиров и царапин.
5. Осмотрите шток клапана - он не дол-. жен иметь искривлений.
6. Осмотрите запирающий конус клапана. Если выработка контактного конуса настолько велика, что восстановление поверхности даст острую кромку на стыке конической и плоской поверхностей головки клапана, следует заменить клапан.
7. Осмотрите пружину клапана. Если концы пружины клапана не параллельны, замените пружину клапана.
8. Измерьте высоту пружины клапана. Если высота пружины клапана не соответствует спецификациям, замените пружину клапана.
9. Осмотрите опорные поверхности пружины клапана на предмет износа или образования канавок. Замените, есл'и необходимо.
Шлифовка клапана1. Убедитесь, что на конусе головки клапана нет прогаров.
2. Клапан можно перешлифовывать только два раза. Не шлифуйте торец штока клапана.
3. Угол между образующей конуса клапана и плоскостью головки составляет 46".
Притирка клапановЕсли выработка запирающего конуса клапана не слишком велика, следует притереть клапан к восстановленному запирающему конусу седла клапана (как правило, при работе клапана запирающая поверхность шатунных подшипников становится шире: до 4-5 мм). Если при этом на конусе нет глубокой канавки, то возможна притирка клапана к восстановленному седлу без шлифовки конуса.
Притирка клапана осуществляется при помощи специальных притирочных паст на основе корунда.
При этом клапан, установленный в направляющую втулку, совершает возвратно-поступательные движения с одновременным поворотом вправо-влево, попеременно. Такие движения необходимы для образования косых притирочных линий, располагающихся крест-накрест. В процессе притирки следует периодически поворачивать клапан в седле для обеспечения равномерности притирки. Притирку можно считать завершенной, когда на запирающей поверхности клапана образуется равномерная матово-серая кольцевая полоса контакта, равная по ширине запирающей поверхности седла.
Сборка1. Установите центровочные втулки корпуса распределительного вала.
2. Смажьте штоки клапанов моторным маслом.
3. Установите клапаны.
4. Установите маслосъемные колпачки.
5. Установите пружины клапанов.
6. Сожмите пружины клапана и установите сухари.
7. Установите клапанную крышку.
8. Установите термостат.
9. Установите корпус термостата
10. Установите винты корпуса термостата и затяните их моментом 20 Нм.
11. Установите шпильки впускного коллектора.
12. Установите прокладку впускного коллектора.
13. Установите впускной коллектор и затяните гайки моментом 25 Нм.
14. Установите свечи зажигания и затяните моментом 40 Нм.
15. Установите шпильки выпускного коллектора.
16. Установите прокладку выпускного коллектора.
17. Установите выпускной коллектор и затяните гайки моментом 25 Нм.
18. Установите теплозащитный экран выпускного коллектора и затяните винты моментом 15Нм.
19. Установите датчик температуры охлаждающей жидкости и затяните моментом 20 Нм.
20. Установите головку цилиндров вместе с впускным коллектором и выпускным коллектором.
automn.ru
Разборка головки блока цилиндров, притирка клапанов
- Руководства по ремонту
- Руководство по ремонту ВАЗ 2106 (Жигули) 1976-2005 г.в.
- Разборка головки блока цилиндров, притирка клапанов
|
↓ Комментарии ↓
1. Общие сведения 1.0 Общие сведения 1.1 Техника безопасности
2. Диагностика неисправностей 2.0 Диагностика неисправностей 2.1 агностика неисправностей двигателя и его систем 2.2 Диагностика неисправностей сцепления 2.3 агностика неисправностей коробки передач 2.4 Диагностика неисправностей карданной передачи, заднего моста, ходовой части, рулевого управления и тормозной системы 2.5 Диагностика неисправностей кузова 2.6. Диагностика неисправностей электрооборудования
3. Двигатель 3.0 Двигатель 3.1 Головка цилиндров и механизм газораспределения 3.2 Система смазки 3.3 Замена масла 3.4 Замена успокоителя цепи привода распределительного вала 3.5 Замена распределительного вала и рычагов клапанов 3.6 Замена маслоотражательных колпачков механизма газораспределения 3.7 Замена прокладок впускного и выпускного коллекторов 3.8 Замена прокладки головки блока цилиндров 3.9 Разборка головки блока цилиндров, притирка клапанов
4. Система питания двигателя 4.0 Система питания двигателя 4.1 Замена фильтрующего элемента воздушного фильтра 4.2 Замена топливного насоса 4.3 Ремонт топливного насоса 4.4 Замена топливного бака и крышки его лючка
5. Карбюратор 5.0 Общие сведения про карбюратор 5.1 Очистка топливного фильтра 5.2 Замена электромагнитного клапана системы холостого хода 5.3. Регулировка карбюратора 5.4 Замена карбюратора 5.5. Ремонт карбюратора
6. Система охлаждения двигателя 6.0 Система охлаждения двигателя 6.1 Замена охлаждающей жидкости 6.2 Замена насоса охлаждающей жидкости 6.3. Замена термостата 6.4 Замена радиатора двигателя
7. Система выпуска отработавших газов 7.0 Система выпуска отработавших газов 7.1 Замена деталей системы выпуска
8. Сцепление 8.0 Сцепление 8.1 Замена жидкости и прокачка гидропривода сцепления 8.2 Регулировка привода 8.3 Замена главного цилиндра сцепления 8.4 Ремонт главного цилиндра сцепления 8.5 Замена рабочего цилиндра сцепления 8.6 Замена нажимного диска в сборе и подшипника выключения сцепления
9. Коробка передач 9.0 Коробка передач 9.1 Проверка уровня и замена масла в коробке передач 9.2 Замена выключателя света заднего хода 9.3 Замена манжеты вторичного вала 9.4 Замена коробки передач 9.5 Ремонт коробки передач 9.6 Замена привода спидометра 9.7 Особенности ремонта пятиступенчатой коробки передач
10. Карданная передача 10.0 Карданная передача 10.1. Техническое обслуживание 10.2. Замена карданной передачи
11. Задний мост 11.0 Задний мост 11.1 Проверка исправности заднего моста 11.2 Замена масла 11.3 Замена полуоси и ее манжеты 11.4 Снятие и установка заднего моста 11.5 Замена манжеты ведущей шестерни 11.6 Замена редуктора 11.7 Ремонт редуктора
12. Передняя подвеска 12.0 Передняя подвеска 12.1. Техническое обслуживание 12.2 Замена подшипников и манжеты ступицы 12.3 Замена подушек и штанги стабилизатора 12.4 Замена шаровых опор 12.5 Замена амортизаторов 12.6 Замена пружин 12.7 Замена верхних рычагов и их резинометаллических шарниров 12.8 Замена резинометаллических шарниров нижних рычагов на автомобиле 12.9 Замена нижних рычагов 12.12. Регулировка углов установки колес
13. Задняя подвеска 13.0 Задняя подвеска 13.1 Проверка технического состояния 13.2. Замена деталей задней подвески
14. Рулевое управление 14.0 Рулевое управление 14.1 Доливка масла 14.2 Проверка состояния рулевого управления 14.3 Регулировка зацепления редуктора 14.4 Замена рулевых тяг 14.5 Замена и ремонт маятникового рычага 14.6 Снятие и установка рулевого колеса 14.7 Снятие и установка рулевого вала 14.8 Снятие и установка рулевого механизма 14.9 Снятие сошки
15. Тормозная система 15.0 Тормозная система 15.1 Проверка состояния гидропривода 15.2 Проверка вакуумного усилителя тормозов 15.3 Проверка работоспособности регулятора давления 15.4 Замена тормозной жидкости и прокачка тормозной системы 15.5 Замена тормозных колодок передних колес 15.6 Замена тормозных колодок задних колес 15.7 Замена суппорта тормоза переднего колеса 15.8 Замена тормозных цилиндров передних колес 15.9 Ремонт тормозных цилиндров передних колес
16. Общие сведения 16.0 Общие сведения 16.1. Проверка электрических цепей 16.2 Блоки предохранителей 16.3 Замена предохранителей 16.4 Замена основного и дополнительного блоков предохранителей 16.5. Замена реле 16.6 Замена выключателя зажигания 16.7 Замена контактной части выключателя зажигания 16.8 Аккумуляторная батарея 16.9. Генератор 16.10. Стартер 16.11. Система зажигания 16.12. Освещение, световая и звуковая сигнализации 16.13. Очиститель и омыватель ветрового стекла 16.14. Ремонт электродвигателя отопителя 16.15. Контрольные приборы
17. Кузов 17.0 Кузов 17.1 Замена переднего бампера 17.2 Замена решетки радиатора 17.3 Замена замка капота 17.4 Замена капота 17.5 Замена ветрового стекла 17.6 Замена внутреннего зеркала заднего вида 17.7 Замена солнцезащитного козырька 17.8 Замена накладки потолка 17.9 Замена потолочного поручня
18. Система отопления и вентиляции 18.0 Система отопления и вентиляции 18.1 Замена электровентилятора отопителя 18.2 Замена радиатора отопителя 18.3 Замена кожуха радиатора 18.4 Замена крана отопителя
19. Уход за кузовом автомобиля 19.0 Уход за кузовом автомобиля 19.1 Мойка автомобиля 19.2 Сохранение и защита лакокрасочного покрытия
20. Приложения 20.0 Приложения 20.1 Инструмент, применяемый помимо штатного набора 20.2 Схема электрооборудования автомобилей ВАЗ–2106, ВАЗ-21061, ВАЗ-21063 выпуска 1976–1987 гг. 20.4 Моменты затяжки резьбовых соединений 20.5 Основные данные для регулировок и контроля 20.6 Характеристики свечей зажигания 20.7 Применяемые топливо, смазочные материалы и эксплуатационные жидкости 20.8 Лампы, применяемые на автомобиле 20.9 Манжетные уплотнения (сальники)
automend.ru
ВАЗ 2106 | Осмотр, проверка и ремонт головки блока цилиндров
2.2.1.3. Осмотр, проверка и ремонт головки блока цилиндров
| ОБЩИЕ СВЕДЕНИЯ |
После разборки головки блока промыть все детали в бензине. Очистить камеры сгорания и клапаны от нагара.
Проверить с помощью металлической линейки и щупов, не нарушена ли плоскость головки, прилегающей к блоку цилиндров. Линейку ставят ребром на поверхность головки вдоль, поперек и по диагонали в разных местах и измеряют щупом зазор между ней и плоскостью головки. Если зазор превышает 0,1 мм, головку нужно прошлифовать.
Измерение высоты головки блока цилиндров
|
а) двигатели рабочим объемом 1,1 и 1,3 л; |
б) двигатели MH и 2G объемом 1,6 и 1,8 л |
Минимальная допустимая высота головки блока:
– для двигателей МН и 2G между верхней и нижней плоскостями 135,6 мм; – для остальных двигателей между нижней кромкой отверстия под сальник распредвала и нижней плоскостью 119,3 мм.
Если в результате шлифовки высота головки блока получилась меньше указанной, то головку нужно заменить.
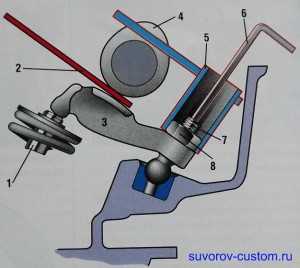
Проверить боковой зазор между клапанами и направляющими втулками. Для этого вставить клапан в направляющую втулку так, чтобы конец стержня клапана был заподлицо с верхним краем втулки. Затем, покачивая клапан в горизонтальной плоскости от упора до упора, измерить индикатором величину перемещения тарелки клапана, которая и покажет зазор. Если зазор превышает 1 мм для втулок впускных клапанов и 1,3 мм для втулок выпускных, втулки нужно заменить. Перед тем как выпрессовать старую направляющую втулку, нужно измерить, на какую величину она выступает из головки блока, для того чтобы также установить новую втулку. Выпрессовывать втулку нужно через оправку. Перед запрессовкой новой направляющей втулки нужно нагреть головку блока до 70° С, смазать моторным маслом отверстие в головке и новую втулку. Запрессовывать новую втулку следует через оправку. Максимальное допустимое усилие запрессовки 1 т. После запрессовки втулки проверить и, если необходимо, рассверлить отверстие под клапан.
Измерение расстояния (a) между торцем стержня клапана и верхней плоскостью головки блока цилиндров
| а – наружный диаметр седла клапана; b – расстояние от поверхности головки блока до наружного диаметра седла; с – ширина рабочей фаски седла; z – нижняя плоскость головки блока цилиндров |
|
Двигатели НК | |
|
Впускной клапан |
Выпускной клапан |
|
a = 32,2 мм |
a = 26,5 мм |
|
с = 2,0 мм |
с = 2,4 мм |
|
b = 2,55 мм |
b = 2,85 мм |
|
Остальные двигатели | |
|
Впускной клапан |
Выпускной клапан |
|
a = 34,8 мм |
a = 27,8 мм |
|
с = 2,2 мм |
с = 2,2 мм |
|
b = 9,2 мм |
b = 9,6 мм |
Проверить состояние седел клапанов, на них не должно быть следов износа или обгорания. При необходимости можно прошлифовать седла. Шлифовку производят на специальном шлифовальном станке или специальной машинкой. На двигателях с гидротолкателями клапанов при шлифовке нужно выдержать минимальный размер «а» (см. рис. Измерение расстояния между торцем стержня клапана и верхней плоскостью головки блока цилиндров). Размер «а» для впускных клапанов 35,8 мм, для выпускных – 36,1 мм. Если размер «а» будет меньше указанного, нарушится нормальная работа гидротолкателей. Уменьшение рабочей фаски седла клапана, таким образом, не должно превышать величину, равную разности между размером «а» до шлифовки и минимально допустимой величиной размера «а». Если шлифовкой не удается восстановить седла клапанов, их можно профрезеровать с последующей притиркой клапанов. Размеры седел клапанов показаны на рис. Размеры седла клапана.
Размеры клапана
| а – диаметр тарелки клапана; b – диаметр стержня; с – длина клапана |
|
Двигатели НК | |
|
Впускной клапан |
Выпускной клапан |
|
a = 34,0 мм |
a = 28,1 мм |
|
с = 7,97 мм |
с = 7,95 мм |
|
b = 110,5 мм |
b = 110,5 мм |
|
Остальные двигатели | |
|
Впускной клапан |
Выпускной клапан |
|
a = 36,0 мм |
a = 29,0 мм |
|
с = 7,97 мм |
с = 7,97 мм |
|
b = 98,9 мм |
b = 99,1 мм |
Проверить состояние клапанов. Если на рабочих фасках клапанов заметны следы износа или обгорания, их нужно притереть к седлам. Если повреждение рабочей фаски значительное, фаски впускных клапанов можно прошлифовать. Рабочие фаски выпускных клапанов шлифовать запрещается, допускается только притирка. Если притиркой не удается восстановить рабочую фаску выпускного клапана, его нужно заменить. Если на рабочей фаске клапанов есть глубокие царапины, которые невозможно вывести шлифовкой или притиркой, а также клапаны погнуты, прогорели или имеют трещины, клапаны подлежат замене. При обработке клапанов необходимо выдержать указанные размеры (см. рис. Размеры клапана).
Притирка клапана к седлу
| ПОРЯДОК ВЫПОЛНЕНИЯ | |||||||||
|
Проверить состояние пружин клапанов. Пружины, имеющие трещины, или поломанные должны быть заменены. Можно сравнить высоту пружины с высотой новой пружины. Если пружина, снятая с двигателя, ниже новой, ее нужно заменить.
Осмотреть рычаги клапанов. Если на них заметен износ в месте контакта рычага с кулачком распредвала, рычаг заменить. Если на поверхности контакта рычага с клапаном заметна вмятина, поверхность рычага нужно прошлифовать.
Осмотреть распределительный вал. Если на кулачках и шейках есть глубокие царапины, выработки или задиры, вал заменить. Установить вал в подшипники головки блока и измерить боковой зазор между валом и пластиной крепления распределителя зажигания (у двигателей МН и 2G – между валом и крышкой подшипника № 3). Если зазор превышает 0,15 мм, заменить вал или пластину.
Измерить диаметры шеек распредвала, которые должны быть равны:
– передняя шейка – 31,45 мм; – средняя шейка – 39,95 мм; – задняя шейка – 40,45 мм.
Максимально допустимый износ шеек 0,25 мм. Распредвал двигателей МН и NU имеет литое кольцо между кулачками первого цилиндра. Диаметр шеек распредвала двигателей МН и 2G (с гидротолкателями клапанов) 26,0 мм, минимальный допустимый размер шеек 25,75 мм. Если измеренный диаметр меньше допустимого, заменить. Проверить биение вала, установив его на призмы, по средней шейке. Допустимое биение вала 0,02 мм. Если биение больше, заменить вал. Проверить и, если необходимо, прочистить масляные каналы в шейках вала.
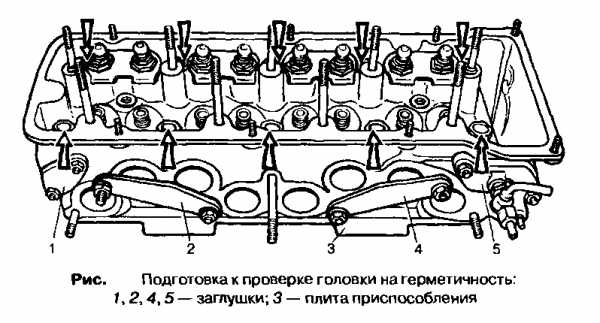
Для того чтобы проверить головку блока на отсутствие трещин, нужно подвести к одному из отверстий рубашки охлаждения шланг для подачи сжатого воздуха. Заглушить все отверстия в головке деревянными пробками, опустить головку в ванну с водой и подавать воздух. В местах, где есть трещины, будут выходить воздушные пузыри. Точно так же проверить масляные каналы в головке блока.
automn.ru
Дефектовка деталей головки блока цилиндров (ГБЦ) ВАЗ 2106
Для дефектовки деталей головки блока цилиндров вам потребуются: микрометр, штангенциркуль, линейка.1. Очистите нагар на камерах сгорания.ПОЛЕЗНЫЕ СОВЕТЫПредварительно размочите нагар керосином. Возможна механическая очистка нагара. Если двигатель работал на этилированном бензине, соблюдайте осторожность — избегайте вдыхать пыль, образующуюся при чистке камер сгорания. Для предотвращения образования пыли периодически смачивайте нагар керосином.2. Осмотрите головку блока цилиндров. Если есть подозрение на наличие трещин в головке блока цилиндров (особенно, когда попадала охлаждающая жидкость в картер или масло в охлаждающую жидкость), проверьте герметичность головки блока на специальном стенде (в ремонтных мастерских, располагающих соответствующим оборудованием).3. Проверьте состояние седел клапанов. На рабочих фасках седел не должно быть следов износа, раковин, коррозии и т.п. Седла клапанов можно заменить в специализированной автомастерской. Незначительные повреждения (мелкие риски, царапины и пр.) можно вывести притиркой клапанов (см. «Притирка клапанов»).4. Более значительные дефекты седел клапанов устраняют шлифовкой. Седла клапанов рекомендуется шлифовать в специализированной автомастерской, так как для этого требуется специальный инструмент и оборудование. После шлифовки необходимо притереть клапаны(см. «Притирка клапанов»).5. Удалите нагар с клапанов и осмотрите их. Деформация стержня клапана и трещины на его тарелке не допускаются. При наличии повреждений замените клапан. Проверьте, не слишком ли изношена и не повреждена ли рабочая фаска. Допускается шлифование рабочей фаски клапанов (в ремонтных автомастерских, располагающих соответствующим оборудованием). После шлифования угол фаски относительно плоскости тарелки должен быть 45°30'±5', а толщина цилиндрической части тарелки должна быть не менее 0,5 мм. Кроме того, у выпускного клапана должен сохраниться слой сплава, нанесенный на фаску.6. Измерьте диаметры стержней клапанов. Диаметр стержня всех клапанов должен быть 7,985-8,000 мм.
7. Измерьте диаметр отверстия в направляющих втулках, определите расчетом зазор между стержнями клапанов и втулками. Внутренний диаметр втулок должен быть:— для впускных клапанов 8,022-8,040 мм;— для выпускных клапанов 8,029-8,047 мм.Допускается определять диаметр калибром (проходной/ непроходной), как показано.Монтажный зазор для новых втулок и клапанов:— для впускных клапанов 0,022-0,055 мм;— для выпускных клапанов 0,029-0,062 мм.Максимально допустимый зазор (при износе) — 0,15 мм.8. Маслосъемные колпачки замените независимо от их состояния.9. Осмотрите рычаги клапанов. На поверхностях, сопрягающихся со стержнем клапана, кулачком распредвала и со сферическим концом регулировочного болта, задиры и риски не допускаются. При наличии повреждений замените рычаги.10. Осмотрите регулировочные болты и их втулки. Деформация, повреждения деталей и их резьбы не допускаются. При необходимости замените болты и втулки.11. Осмотрите пружины рычагов. Определите размер А. Трещины не допускаются.Размер А измеряйте по кратчайшему расстоянию между концами пружины. Он должен быть:— в свободном состоянии — 35 мм;— под нагрузкой 51-73,5 Н (5,27,5 кгс) — 43 мм.При необходимости замените пружины рычагов.12. Осмотрите пружины клапанов. Трещины и снижение упругости пружин не допускаются. При необходимости замените пружины клапанов.При возможности определите упругость пружин по их деформации под нагрузкой. Согласно техническим требованиямдля наружной пружины:— высота в свободном состоянии 50 мм;— высота под нагрузкой (283,39±14,7) Н или (28,9±1,5) кгс — 33,7 мм;— высота под нагрузкой (452,0б±22,55) Н или (4б,1±2,3) кгс — 24 мм;для внутренней пружины:— высота в свободном состоянии 39,2 мм;— высота под нагрузкой (136,30±+6,86) Н или (13,9±0,7) кгс — 29,7 мм;— высота под нагрузкой (275,55±13,73) Н или (28,1±1,4) кгс — 20 мм.13. Прокладку головки блока цилиндров всегда заменяйте новой, так как снятая с двигателя даже внешне неповрежденная прокладка может оказаться сильно обжатой и не обеспечит герметичности уплотнения.
14. Осмотрите распредвал. На рабочих поверхностях шеек не допускаются задиры, забоины, царапины, наволакивание алюминия от корпуса подшипников. На рабочих поверхностях кулачков не допускается износ свыше 0,5 мм, а также задиры и износ кулачков в виде огранки. Распредвал с обнаруженными дефектами замените.ПРИМЕЧАНИЕС 1985 г. распределительные валы для автомобилей ваз 2106 изготовляют по измененной технологии — для повышения износостойкости рабочие поверхности кулачков отбеливают. Отличить такие распредвалы можно по шестигранному пояску, расположенному между 3-м и 4-м кулачками (считая от передней шейки 1).15. Измерьте диаметры опорных шеек распредвала. Они должны быть (считая от передней шейки):1 — 45,915-45,931 мм;2 — 45,615-45,631 мм;3 — 45,315-45,331 мм;4 — 45,015-45,031 мм;5 — 43,415-43,431 мм.16. Осмотрите корпус подшипников распредвала. Трещины на корпусе не допускаются. На рабочих поверхностях опор под шейки не допускаются риски, царапины, задиры, чрезмерный износ.17. Измерьте внутренние диаметры опор корпуса распредвала. Они должны составлять (считая от передней опоры):1 — 46,000-46,025 мм;2 — 45,700-45,725 мм;3 — 45,400-45,425 мм;4 — 45,100-45,125 мм;5 — 43,500-43,525 мм.Если зазоры между шейками вала (см. операцию 16) и опорами превышают 0,2 мм (предельный износ), замените корпус.
tuningtaza.ru
ВАЗ 2106 | Ремонт головки блока цилиндров
2.21. Ремонт головки блока цилиндров
| ОБЩИЕ СВЕДЕНИЯ |
|
|
|
|
|
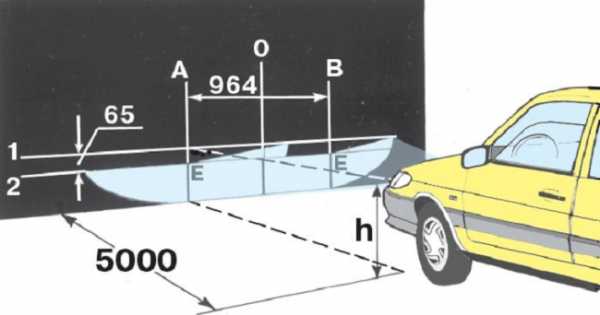
А = 96 ± 0,25 мм |
Перед демонтажем головки блока цилиндров и механизма газораспределения измерить компрессию в цилиндрах и записать результаты. При разборке механизма газорас пределения необходимо сохранить комплекта цию деталей в отдельных группах и при сборке установить их строго на те же места, которые они занимали до разборки. В противном случае будет нарушена приработка деталей.
Разобрать| ПОРЯДОК ВЫПОЛНЕНИЯ | ||
|
Проверить
| ПОРЯДОК ВЫПОЛНЕНИЯ | |
|
При использовании механизированной металлической щетки следует надевать защитные очки во избежание травмирования глаз.
| ПОРЯДОК ВЫПОЛНЕНИЯ | ||||
|
| ПОРЯДОК ВЫПОЛНЕНИЯ | |||||||||
|
| ПОРЯДОК ВЫПОЛНЕНИЯ | ||
|
automn.ru
Дефектовка деталей головки блока цилиндров (ГБЦ) ВАЗ 2106
Для дефектовки деталей головки блока цилиндров вам потребуются: микрометр, штангенциркуль, линейка. 1. Очистите нагар на камерах сгорания. ПОЛЕЗНЫЕ СОВЕТЫ Предварительно размочите нагар керосином. Возможна механическая очистка нагара. Если двигатель работал на этилированном бензине, соблюдайте осторожность - избегайте вдыхать пыль, образующуюся при чистке камер сгорания. Для предотвращения образования пыли периодически смачивайте нагар керосином.
2. Осмотрите головку блока цилиндров. Если есть подозрение на наличие трещин в головке блока цилиндров (особенно, когда попадала охлаждающая жидкость в картер или масло в охлаждающую жидкость), проверьте герметичность головки блока на специальном стенде (в ремонтных мастерских, располагающих соответствующим оборудованием). 
3. Проверьте состояние седел клапанов. На рабочих фасках седел не должно быть следов износа, раковин, коррозии и т.п. Седла клапанов можно заменить в специализированной автомастерской. Незначительные повреждения (мелкие риски, царапины и пр.) можно вывести притиркой клапанов (см. «Притирка клапанов»). 4. Более значительные дефекты седел клапанов устраняют шлифовкой. Седла клапанов рекомендуется шлифовать в специализированной автомастерской, так как для этого требуется специальный инструмент и оборудование. После шлифовки необходимо притереть клапаны(см. «Притирка клапанов»). 5. Удалите нагар с клапанов и осмотрите их. Деформация стержня клапана и трещины на его тарелке не допускаются. При наличии повреждений замените клапан. Проверьте, не слишком ли изношена и не повреждена ли рабочая фаска. Допускается шлифование рабочей фаски клапанов (в ремонтных автомастерских, располагающих соответствующим оборудованием). После шлифования угол фаски относительно плоскости тарелки должен быть 45°30'±5', а толщина цилиндрической части тарелки должна быть не менее 0,5 мм. Кроме того, у выпускного клапана должен сохраниться слой сплава, нанесенный на фаску. 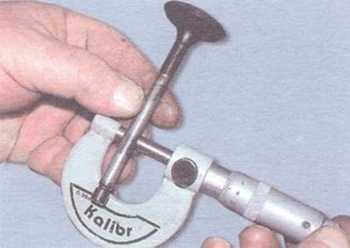
6. Измерьте диаметры стержней клапанов. Диаметр стержня всех клапанов должен быть 7,985-8,000 мм.

7. Измерьте диаметр отверстия в направляющих втулках, определите расчетом зазор между стержнями клапанов и втулками. Внутренний диаметр втулок должен быть: - для впускных клапанов 8,022-8,040 мм; - для выпускных клапанов 8,029-8,047 мм. Допускается определять диаметр калибром (проходной/ непроходной), как показано. Монтажный зазор для новых втулок и клапанов: - для впускных клапанов 0,022-0,055 мм; - для выпускных клапанов 0,029-0,062 мм. Максимально допустимый зазор (при износе) - 0,15 мм. 8. Маслосъемные колпачки замените независимо от их состояния. 9. Осмотрите рычаги клапанов. На поверхностях, сопрягающихся со стержнем клапана, кулачком распредвала и со сферическим концом регулировочного болта, задиры и риски не допускаются. При наличии повреждений замените рычаги. 10. Осмотрите регулировочные болты и их втулки. Деформация, повреждения деталей и их резьбы не допускаются. При необходимости замените болты и втулки. 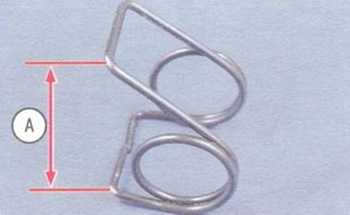
11. Осмотрите пружины рычагов. Определите размер А. Трещины не допускаются. Размер А измеряйте по кратчайшему расстоянию между концами пружины. Он должен быть: - в свободном состоянии - 35 мм; - под нагрузкой 51-73,5 Н (5,27,5 кгс) - 43 мм. При необходимости замените пружины рычагов. 12. Осмотрите пружины клапанов. Трещины и снижение упругости пружин не допускаются. При необходимости замените пружины клапанов. При возможности определите упругость пружин по их деформации под нагрузкой. Согласно техническим требованиям для наружной пружины: - высота в свободном состоянии 50 мм; - высота под нагрузкой (283,39±14,7) Н или (28,9±1,5) кгс - 33,7 мм; - высота под нагрузкой (452,0б±22,55) Н или (4б,1±2,3) кгс - 24 мм; для внутренней пружины: - высота в свободном состоянии 39,2 мм; - высота под нагрузкой (136,30±+6,86) Н или (13,9±0,7) кгс - 29,7 мм; - высота под нагрузкой (275,55±13,73) Н или (28,1±1,4) кгс - 20 мм. 13. Прокладку головки блока цилиндров всегда заменяйте новой, так как снятая с двигателя даже внешне неповрежденная прокладка может оказаться сильно обжатой и не обеспечит герметичности уплотнения.
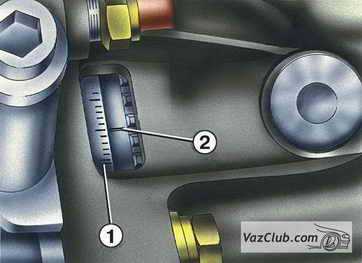
14. Осмотрите распредвал. На рабочих поверхностях шеек не допускаются задиры, забоины, царапины, наволакивание алюминия от корпуса подшипников. На рабочих поверхностях кулачков не допускается износ свыше 0,5 мм, а также задиры и износ кулачков в виде огранки. Распредвал с обнаруженными дефектами замените. ПРИМЕЧАНИЕ С 1985 г. распределительные валы для автомобилей ваз 2106 изготовляют по измененной технологии - для повышения износостойкости рабочие поверхности кулачков отбеливают. Отличить такие распредвалы можно по шестигранному пояску, расположенному между 3-м и 4-м кулачками (считая от передней шейки 1). 
15. Измерьте диаметры опорных шеек распредвала. Они должны быть (считая от передней шейки): 1 - 45,915-45,931 мм; 2 - 45,615-45,631 мм; 3 - 45,315-45,331 мм; 4 - 45,015-45,031 мм; 5 - 43,415-43,431 мм. 16. Осмотрите корпус подшипников распредвала. Трещины на корпусе не допускаются. На рабочих поверхностях опор под шейки не допускаются риски, царапины, задиры, чрезмерный износ. 17. Измерьте внутренние диаметры опор корпуса распредвала. Они должны составлять (считая от передней опоры): 1 - 46,000-46,025 мм; 2 - 45,700-45,725 мм; 3 - 45,400-45,425 мм; 4 - 45,100-45,125 мм; 5 - 43,500-43,525 мм. Если зазоры между шейками вала (см. операцию 16) и опорами превышают 0,2 мм (предельный износ), замените корпус.
решите судьбу статьи:Люди, участвующие в этой беседе
Закрепленные
Понравившиеся
| Следующая > |
turbiruem.ru
Ремонт головки ваз 2106
Ремонт головки ваз 2106
Снятие ГБЦ ВАЗ 2101-2106
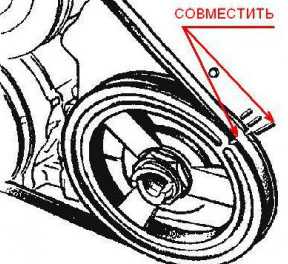
Так как любой ремонт начинается со снятия ремонтируемой детали, то кратко его опишем. Чтобы не забыть, и не удивляться при разборке, необходимо до начала ремонта слить охлаждающую жидкость из двигателя. Для снятия головки блока цилиндров сначала необходимо снять воздухофильтр, карбюратор, предварительно отсоединив от него все провода и шланги.После того, как все это проделано, снимают крышку ГБЦ, совмещают метки на шкиве коленвала с меткой на крышке привода распределительного вала и метку на звездочке или шкиве (на рисунке далее-звездочка) распредвала с меткой на его корпусе.
 Установка метки коленчатого вала
Установка метки коленчатого вала
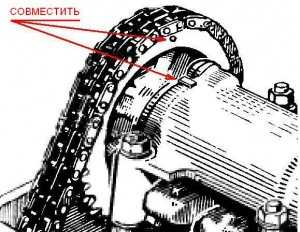 Установка метки распределительного вала
Установка метки распределительного вала
Затем следует ослабить натяжитель цепи, разогнуть стопорную шайбу болта звездочки распредвала, открутить болт (желательно рывком), аккуратно снять звездочку с распределительного вала и привязать ее проволокой или чем-нибудь еще к цепи. Теперь можно отворачивать гайки крепления распредвала и снимать его вместе с корпусом. Следующий шаг – снятие рокеров, для этого их необходимо стащить с регулировочных болтов и вынуть из пружин. Рокеры перед тем как снимать нужно пометить маркером или насечками, для того, чтобы каждый при сборке сел на свое место, тогда не нарушится приработка с шейками распредвала и головками регулировочных болтов. Теперь нужно отсоединить провода от свечей зажигания, от датчика температуры охлаждающей жидкости, отсоединить шланги от головки блока цилиндров, отвернуть гайки крепления приемной трубы к выпускному коллектору и снять ее. Далее открутите болты,с помощью которых головка крепится к блоку. Теперь головку блока цилиндров можно снять, чтобы произвести ее ремонт.После снятия ГБЦ, для удобства дальнейшей работы ее поверхность необходимо отмыть от всякого рода загрязнений и отчистить нагар.
Рассухаривание клапанов головки блока, поиск дефектов
Ремонт головки ваз 2109 начинается с рассухаривания клапанов. Для этого может использоваться приспособление, приведенное на рисунке ниже.
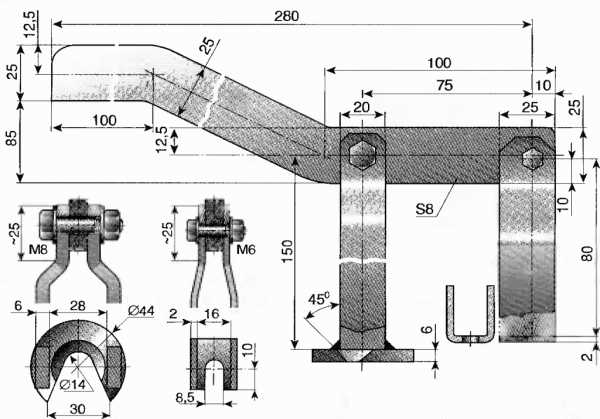
Приспособление для рассухаривания клапанов
Клапаны желательно тоже разложить по своим местам или пометить, чтобы в случае небольшого износа можно было поставить все на место. Теперь следует внимательно осмотреть головку блока цилиндров на наличие трещин, раковин, выбоин, коррозии, оценить износ седел и направляющих, последние обычно приходится менять примерно через 150-200 тыс. км пробега. Если в результате осмотра не обнаружилось дефектов, которые бы могли препятствовать ремонту, то можно продолжать.
Замена направляющих втулок
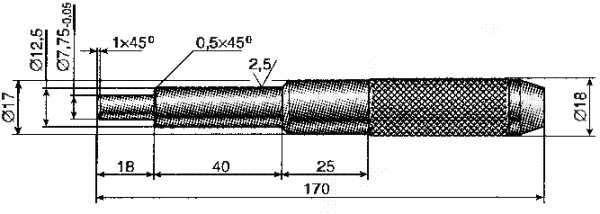
Оправка для выбивания направляющих втулок
Желательно при выпрессовке втулок сразу же замерять их наружный диаметр микрометром и записывать, для того, чтобы при покупке новых пойти в автомагазин с тем же измерительным инструментом и подобрать диаметром на 0,05-0,07 больше родных.
После того как направляющие куплены, начинаем их запрессовку, для этого нам понадобится: электрическая плитка, оправка для запрессовки направляющих втулок, приведенная на рисунке ниже, молоток, машинное масло.
Оправка для запрессовки направляющих втулок
Ставим головку блока на какую нибудь подставку по краям, засовываем плитку под то место, где будем работать, нагреваем градусов до 100С, пока идет нагрев, смазываем втулки маслом (а еще лучше перед этим засунуть их в морозилку), снимаем с подставок и вбиваем туда новые направляющие. При соблюдении данных требований втулки зайдут “как к себе домой” и вы ничего не испортите. После замены всех восьми, необходимо дать головке остыть и затем развернуть внутренний диаметр под клапаны так, чтобы они не болтались,но свободно ходили, не заедали и не заклинивали, иначе весь ремонт головки может пойти насмарку. Хочу предостеречь от ошибки, которую многие допускают при работе разверткой: этим инструментом работают только в одну сторону с проходом до конца. Ни в коем случае не пытайтесь развернуть направляющую с двух сторон, это ни к чему хорошему не приведет!
Как правильно зенковать седло головки ВАЗ
Теперь можно приступать к самой мучительной работе, от хорошего выполнения которой во многом зависит плотность прилегания клапана к седлу и весь ремонт гбц – зенкование. Обычно работают данным инструментом в следующей последовательности: сначала проходят выходной шарошкой (та, на которой написано 60 градусов) до тех пор, пока не начнет сниматься слой металла по кругу, потом берут 120 градусов и срезают ей до момента, пока не появится четкая круглая кромка. Последней, той что 90 градусов, остается лишь сделать рабочую фаску, толщина которой должна быть 1,5-2 мм, желательно сделать примерно 1,5, потому что при притирке клапанов она немного увеличится. Хорошо отзенкованное седло должно выглядеть примерно как на рисунке.
Ремонт ГБЦ ВАЗ — Вид правильно отшарошенного седла
Притирка клапанов и проверка герметичности гбц
Теперь осталось притереть клапаны, для того, чтобы они как можно плотнее прилегали к седлам. Делается это следующим образом: идете в автомобильный магазин, покупаете специальную притирочную пасту (стоит совсем недорого), намазываете ей клапан, вставляете его в головку. Далее существует 2 способа, как его вращать, при этом прижимая к седлу: один “дедовский”, другой более современный.Начнем с дедовского. Находите кусок шланга такого диаметра, чтобы плотно садился на клапан, зажимаете между ладонями и начинаете вращать то в одну, то в другую сторону. Более современное приспособление для удержания клапана показано на рисунке ниже, изготовить его не составляет никакого труда.
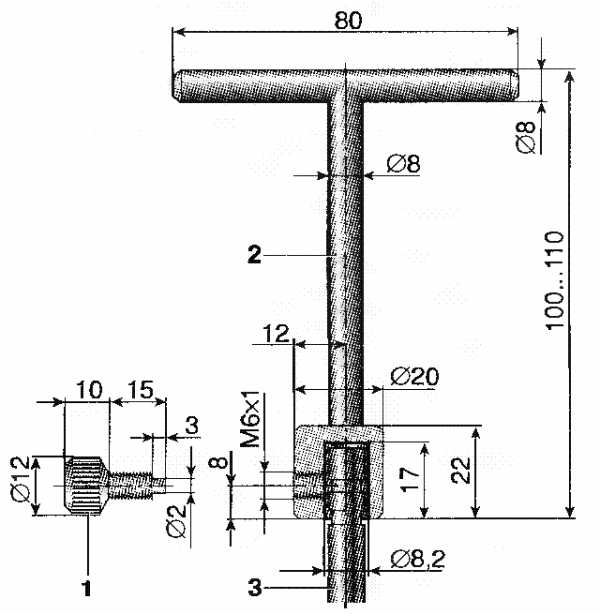
Приспособление для притирки клапанов ГБЦ
Внешним показателем того, что клапан притерся является матовая поверхность седла и клапана в месте контакта, причем она должна быть по кругу, не прерываться. Герметичность головки блока цилиндров после ремонта можно проверить, залив во впускной и выпускной коллекторы немного керосина или бензина. При качественно выполненной работе по ремонту ГБЦ течи и посырения из под клапанов головки блока цилиндров не наблюдается в течение 5-7 минут.Напоследок могу только напомнить, не забудьте поставить маслоотражательные (маслосъемные) колпачки. И еще, не забывайте промывать и прочищать все детали после ремонта непосредственно перед сборкой головки, тогда мотор вашего ВАЗ прослужит еще не одну сотню тысяч километров.
jonrud.ru