Сборка коленвала
Часть 8. Установка кленвала.
Часть 8. Установка коленвала.
Здравствуйте Уважаемые друзья! Мы сегодня, в этой статье разберемся и научимся правильно устанавливать коленвал двигателя ЗМЗ 511 и модификации. Перед тем, как начать сборку двигателя, нужно учесть что коленчатый вал в сборе с маховиком и сцеплением должны быть динамически сбалансированы. Допустимый дисбаланс 70 Гсм.
Примечание: во время разборке двигателя, перед капитальным ремонтом, я рекомендую Вам делать метки на снимаемых, сбалансированных деталях, как сняли так и ставьте, по сделанной метке. Это нужно что бы не нарушилась заводская балансировка коленвала в сборе с маховиком и сцеплением. Если конечно Вы не меняете детали такие как маховик, коленвал и ведущий диск сцепления, ну , а если меняли, то нужна балансировка.
При балансировке снимают лишнюю массу с тяжелой стороны, высверливанием металла маховика на расстоянии 6 мм от зубчатого венца сверлом диаметром 8 мм на глубину не более 10 мм. Если дисбаланс собранного вала превышает 180 Гсм, вал разбирают и балансируют каждую деталь отдельно. Дисбаланс маховика не должен превышать 35 Гсм; дисбаланс нажимного диска в сборе с кожухом — 36 Гсм; Дисбаланс ведомого диска— 18 Гсм.
Перед балансировкой проверить свободу и легкость вращения диска путем выключения сцепления и перемещения оттяжных рычагов на 11,7 мм. При этом размер от рабочей поверхности маховика до верхних головок оттяжных рычагов должен быть в пределах 53—54,5 мм. При отсутствии свободного вращения диска, а также при отступлении в размере узел необходимо раскомплектовать.
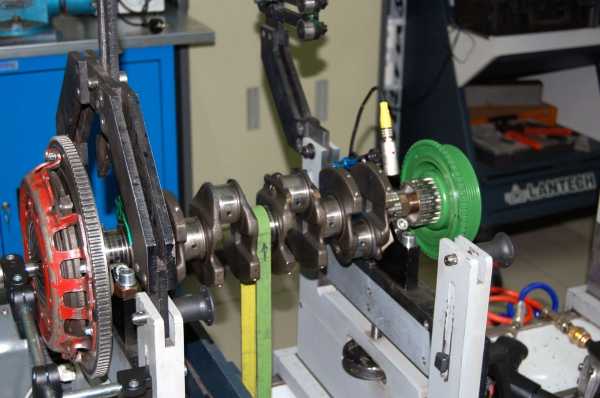
Примечание: хочу Вас немного огорчить, если Вы произвели замену таких деталей как коленвал, маховик и ведущий диска сцепления, то как уже говорилось, желательно произвести балансировку коленвала в сборе и думаю понимаете что в домашних условиях нам этого не сделать. Балансировка делается на стенде. Рисунок 1. Когда будете обращаться к шлифовщику коленвала, то попросите что бы сделали Вам балансировку коленвала они обычно делают. Не забудьте взять с собой маховик и сцепление в сборе, они понадобятся при балансировке.
Рисунок 1. Балансировка коленвала на стенде.
Сборка коленчатого вала с маховиком и сцеплением и установка его в блок цилиндров.
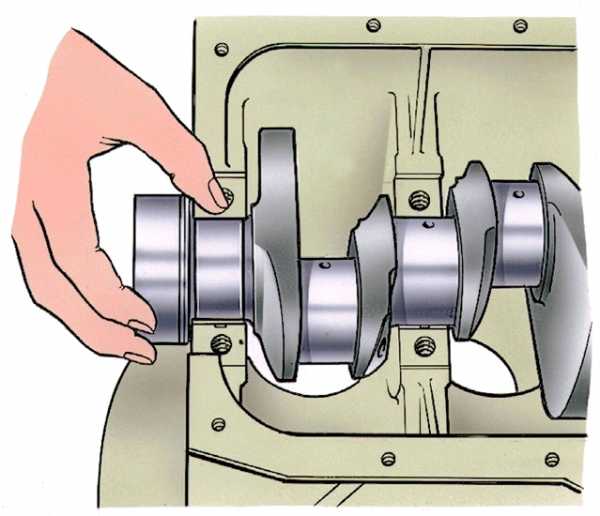
Перед установкой коленчатого вала в блок цилиндров все сопрягаемые поверхности должны быть тщательно протерты. Масляные каналы коленчатого вала и блока должны быть продуты сжатым воздухом. Вкладыши коренных подшипников должны быть смазаны маслом для двигателя. Размер вкладышей коренных подшипников должен соответствовать размеру коренных шеек коленчатого вала. Момент затяжки гаек шпилек крепления крышек коренных подшипников должен соответствовать 11—12 кГм.
Номинальные и ремонтные размеры передней и задней шайб упорного подшипника приведены в таблице 1. При окончательно затянутых коренных подшипниках коленчатый вал должен свободно поворачиваться за маховик от руки.
|
Таблица 1. Номинальный и ремонтные размеры передней и задней шайб упорного подшипника |
||
|
Размер |
Толщина передней шайбы, мм |
Толщина задней шайбы, мм |
|
Номинал |
2,35-2,45 |
2,45-2,50 |
|
1-й ремонт |
― |
2,65-2,70 |
|
2-й ремонт |
― |
2,85-2,90 |
При установке маховика, гайки крепления его, должны быть затянуты равномерно с усилием 7,6—8,3 кГм. Биение плоскости трения маховика — не более 0,15 мм на радиусе 165 мм. Если биение превышает 0,15 мм, узел необходимо раскомплектовать. Подшипник направляющего конца ведущего вала коробки передач должен быть заполнен смазкой УТВ 1-13 и установлен в гнезде коленчатого вала при помощи специальной оправки.
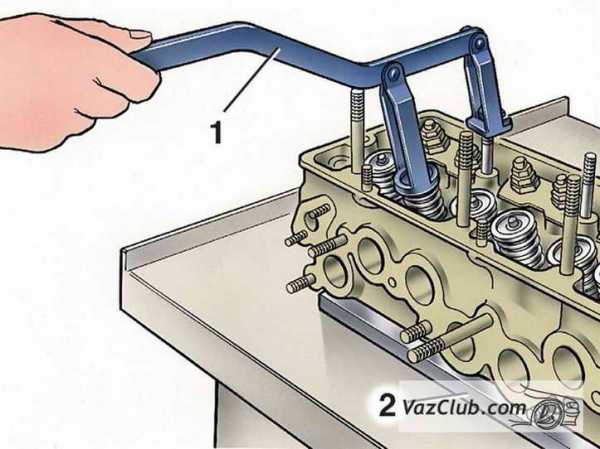
При установке сцепления должно быть обеспечено совпадение оси ведомого диска с осью коленчатого вала. Болты крепления кожуха сцепления к маховику должны быть равномерно затянуть в порядке, указанном на рисунке 2. Момент затяжки болтов должен быть в пределах 2—З кГм.
Рисунок 2. Затяжка корзины.

Крышки коренных подшипников и сальникодержатель.
Крышки коренных подшипников изготовлены в виде крышки из ковкого чугуна марки КЧ 35-10. Кроме данной крышки, на задней стенке блока имеется сальникодержатель. Сальникодержатель и крышки коренных подшипников растачиваются вместе с блоком, в следствии чего они не могут меняться местами и после разборки должны ставиться на свои прежние места. Четыре крышки, за исключением передней, одинаковые и на них нанесены порядковые номера 2,3 и 4. На пятой крышке номер не наносится.
Задний конец коленвала уплотняется сальником из асбестового шнура. Все, обычно называют этот сальник набивкой. Куски асбестового шнура, пропитанные в маслографитовой смеси, укладываются в специальные канавки блока цилиндров и сальнико-держателя, обжимаются и затем подрезаются заподлицо с плоскостью разъема. Шейка коленвала, по которой работает сальник, оснащен маслогонной накаткой А рисунок 3.
Установка заднего сальника (набивки).
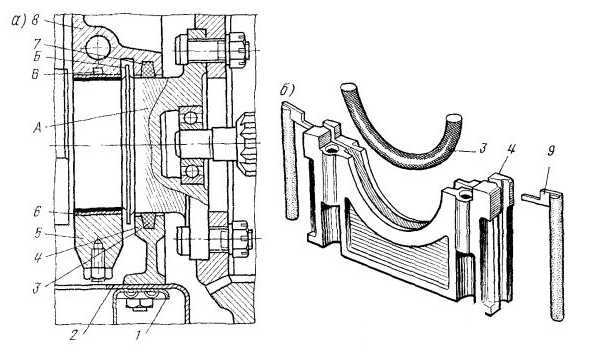
Уплотнение заднего конца коленчатого вала: а — задний конец коленчатого вала; б — сальникодержатель и уплотняющие детали; 1 — масляный картер; 2 — прокладка масляного картера; 3, 7 — соответственно нижний и верхний отрезки асбестового шнура; 4 — сальникодержатель; 5 — крышка коренного подшипника; 6 — вкладыш коренного подшипника; 8 — блок цилиндров; 9 — боковой резиновый уплотнитель; А — маслосгонная накатка; Б — гребень; В — маслоподводящая канавка.
К задней торцевой части блока присоединяется картер сцепления, чье точное расположение на блоке обеспечивается двумя установочными штифтами. Привалочная плоскость на картере сцепления для установки коробки передач и установочное отверстие обрабатываются вместе с блоком цилиндров во время расточки постелей коренных подшипников, в следствии чего замена картера с блока на блок не желательна, без специальной подгонки.
Крышки коренных подшипников устанавливают так, чтобы фиксирующие выступы вкладышей находились с одной стороны, а номера или метки, выбитые на крышках, соответствовали номерам постелей. При установке передней крышки необходимо следить, чтобы фиксирующий усик задней шайбы упорного подшипника вошел в паз крышки, и чтобы не образовывалось ступеньки между торцом крышки и торцом блока цилиндров. Гайки крепления крышек коренных подшипников затянуть (момент 11—12 кГм). После затяжки и шплинтовки гаек крышек коренных подшипников коленчатый вал должен легко вращаться от небольших усилий.
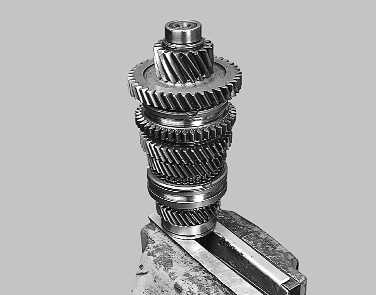
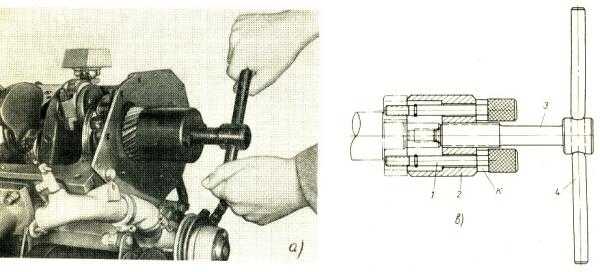
После напрессовки шестерни коленчатого вала (рисунок 4), при помощи съемника и упорной втулки, проверить осевой зазор коленчатого вала, для чего отжать коленчатый вал к заднему концу двигателя и при помощи щупа определить зазор между торцом задней шайбы упорного подшипника и торцом передней коренной шейки коленчатого вала. Зазор должен быть в пределах 0,075 — 0,175 мм.
Рисунок 4. Напрессовки шестерни коленчатого вала.
Ну что же, думаю на этом, пока, закончим с коленвалом и крышками коренных вкладышей. Продолжим, так сказать, наши занятия, в следующей статье, а вот как она будет называться и чему посвящена Вы скоро узнаете. Если вдруг возникнуть проблемы и вопросы пишите мне, оставляйте комментарий я обязательно отвечу. Спасибо за внимание!
Часть 1. Вступление.
Часть 2. Снятие двигателя.
Часть 3. Разборка двигателя.
Часть 4. Подготовка запчастей и деталей.
Часть 5. Выпрессовка и запрессовка гильз.
Часть 6. Чистка поршней и коленвала.
Часть 7. Установка поршневых колец.
Часть 8. Установка коленвала.
Часть 9. Установка поршней.
Часть 10. Завершение ремонта двигателя.
gaz3307.ru
«Моторист-конструктор» или как правильно собрать двигатель? ч. 1
Сборка - один из самых сложных и ответственных этапов. Ремонт двигателя, от качества которого зависит его дальнейшая судьба. Дефекты деталей, не замеченные при сборке, и ошибки моториста способны во много раз уменьшить ресурс отремонтированного мотора.
Рекомендации о правилах сборки двигателей можно прочитать не только в руководствах по ремонту - их дают многие фирмы - производители запчастей, среди которых - известная в России немецкая фирма Kolbenschmidt. Опыт фирмы по обслуживанию и ремонту двигателей очень интересен и заслуживает того, чтобы с ним познакомить читателей. А начать мы решили со сборки кривошипно-шатунного механизма.
Вначале небольшое, но очень важное замечание.
Сборка двигателя начинается с тщательной мойки и дефектовки деталей, а не с установки коленвала. Следует учесть, что контрольно-измерительные операции на этом этапе отнимают значительно больше времени, чем сам процесс установки и крепления деталей.
Сборка - это комплексный процесс, к которому недопустимо относиться как к простой «отверточной» технологии.
Контроль, контроль... и еще раз контроль
Накопленный опыт работы убеждает в том, что первое, в чем необходимо убедиться, - это соответствие новых вкладышей шейкам коленвала и постелям блока цилиндров. Известно немало случаев, когда ошибка, допущенная при определении номера детали по каталогу, обнаруживалась только в последний момент при ее установке.
Иногда случается и так, что в одном и том же двигателе производители применяют несколько типоразмеров вкладышей. Такая ситуация характерна для моторов Audi-VW, где средний коренной вкладыш может быть как обычного типа с упорными полукольцами, так и с фланцами. Такие вкладыши номинального размера взаимозаменяемы, но фланцевый вкладыш ремонтного размера отличается большей шириной, что требует дополнительной шлифовки упорных поверхностей коленвала.
Встречаются и другие несовпадения: иное расположение замков на вкладышах, несовпадение смазочных отверстий, иной материал при сохранении основных размеров. В отдельных случаях подобные несоответствия несущественны, и вкладыши вполне допустимо использовать в конкретном двигателе, но иногда ошибки при контроле вкладышей могут привести к выходу двигателя из строя. Кроме того, эти ошибки влекут большие потери времени.
Что еще важно проконтролировать? Посадку вкладыша в постель: вкладыш должен иметь необходимые распрямление (разница между размером вкладыша по разъему и диаметром отверстия постели) и выступание (разность длин вкладыша и полуокружности постели). Распрямление обеспечивает плотное прилегание вкладыша к поверхности постели, а выступание гарантирует натяг вкладыша после затягивания болтов крышки подшипника, что дает плотный контакт вкладыша (в первую очередь тепловой) с отверстием и правильную геометрию подшипника.
Конечно, контролируются отверстия постелей, которые измеряются в 3-х плоскостях - два измерения (А и В) проводятся на угловом расстоянии %25o от плоскости разъема, а третье (С) - перпендикулярно ей. Далее находится среднее значение (А+В)/2 и сравнивается с величиной С - разница показывает некруглость отверстия (допустимая некруглость 0,016-0,022 мм).
Аналогичным образом контролируется отверстие подшипника с установленными в постели вкладышами. Данное измерение используется для точного определения зазора между внутренней поверхностью отверстия и шейкой вала (зазор должен составлять в среднем 0,04-0,07 мм). Для этих измерений необходим нутромер, измерять которым внутренние размеры вкладышей следует с осторожностью: мягкий рабочий слой вкладыша легко повредить. В дополнение к этому следует проконтролировать несоосность постелей в блоке, величина которой не должна превышать 0,02 мм для соседних отверстий (самый простой способ - с помощью лекальной линейки).
Как проверить коленвал?
Контроль коленчатого вала не менее важен, чем контроль отверстий подшипников. Необходимо убедиться в отсутствии трещин на шейках вала. Крупные трещины видны невооруженным глазом, но обнаружить микротрещины можно только специальными приборами, например магнитным дефектоскопом. Экономия при проверке коленчатого вала «себе дороже» - цена повторного ремонта двигателя в сотни раз выше цены проверки.
Что еще? Очевидно, качество поверхности шеек. Их шероховатость не должна превышать 0,2 мкм (речь идет о среднем арифметическом значении шероховатости Ra). На некоторых двигателях после шлифования дополнительно требуется полирование. Кроме того, иногда после шлифования на краях смазочных отверстий образуются заусенцы, способные сразу же испортить рабочую поверхность вкладышей (заусенцы легко заглаживаются при полировке). Все эти особенности в полной мере относятся и к упорным поверхностям вала.
Очень важный параметр - твердость шеек коленвала.
В том случае, если мы имеем дело с чугунным коленвалом, особых проблем с твердостью не возникает. Рабочие поверхности таких валов закаливаются на заводах токами высокой частоты на глубину до 2-3 мм. Этого вполне достаточно для сохранения твердости при ремонтной шлифовке до 1 мм.
На практике встречаются валы (в частности, стальные) с азотированными шейками, у которых толщина упрочненного слоя во много раз меньше. Поэтому ремонтное уменьшение размеров шеек для таких валов ограничено, как правило, величиной 0,25 мм. Кроме того, при перегреве азотированная поверхность разупрочняется. Выход один - повторное химико-термическое упрочнение рабочих поверхностей.
Обязательная операция - измерение геометрии самого вала и размеров шеек. Каждую шейку вала измеряют микрометром в нескольких плоскостях, чтобы определить диаметр, соблюдение допусков (отклонения не более 0,016-0,022 мм) и возможные отклонения от цилиндричности (в среднем не более 0,005 мм). Затем вал устанавливается на призмы и с помощью индикатора проверяется биение коренных шеек и вспомогательных поверхностей (допустимое биение - от 0,01 мм до 0,08 мм). Еще один очень важный параметр - непараллельность шатунных и коренных шеек, от которого зависит надежность и долговечность шатунных подшипников, измерить в условиях СТО практически невозможно. Этот параметр должен проверяться при шлифовке вала.
Наконец, заключительная проверка качества ремонта коленвала - измерение радиусов галтелей.
К сожалению, многие шлифовщики пренебрегают теми требованиями, которые изготовители некоторых иностранных моторов предъявляют к галтелям. И напрасно - известно немало печальных случаев поломки валов с сильно «подрезанными» при шлифовке галтелями. Но и большие радиусы галтелей тоже «не подарок» - можно повредить края вкладышей.
На этом контрольные операции не заканчиваются. Очень важное значение имеет состояние болтов крышек подшипников, работающих при больших знакопеременных нагрузках. А на таких режимах возрастает вероятность усталостного разрушения, особенно при наличии механических повреждений - рисок, царапин, забоин. Болты с «угловой» затяжкой, работающие на пределе текучести, требуют обязательной замены в случае, если их длина или диаметр не соответствуют рекомендациям изготовителей.
Наконец, все проверено, и можно приступать к сборке.
Как поставить коленвал?
Сама по себе сборка намного проще контрольных операций. В самом деле, для этого надо установить вкладыши в постели, смазать их поверхность маслом, «уложить» коленвал, поставить крышки и затянуть, приложив рекомендованный момент. Однако и здесь есть свои тонкости.
К примеру, как правильно нанести масло на поверхность вкладышей? Простой вопрос, а между тем нередко именно здесь совершаются ошибки. Некоторые мотористы предпочитают пользоваться кисточкой, другие вообще привыкли смазывать вкладыш пальцем. Оба способа не годятся - вместе с маслом на поверхность вкладыша обязательно попадет грязь. Правильный способ может быть только один: смазка из масленки.
А каким маслом смазывать подшипники? Ответ многих механиков - моторным. Однако наберемся смелости посоветовать использовать более густое трансмиссионное масло - при первых оборотах двигателя оно лучше защитит от возможных задиров и прихватов в подшипниках.
Затягивать крышки подшипников надо по инструкции завода-изготовителя - это очевидно. Однако в инструкциях не всегда указывается, как затянуть болты, если их момент затяжки, к примеру, около 9-10 кГм? По одному и сразу до рабочего момента? Нет, принята иная схема, если нет других данных. Сначала один болт заворачивается до «касания», а затем второй - до половины заданного момента. Далее окончательно затягивается первый болт, а после него - второй. Тем самым исключаются перекосы крышек и обеспечивается их равномерная затяжка.
Когда коленчатый вал уже установлен в блоке, необходимо проверить его осевой зазор. Это легко сделать с помощью индикаторной стойки, закрепив ее на торце блока. Зазор, проверяемый перемещением вала вперед-назад при помощи рычага, не должен быть ни чрезмерно большим (более 0,2 мм), ни слишком малым (менее 0,05 мм).
Шатунные подшипники собираются аналогично коренным, но необходимо следить за тем, чтобы при посадке шатуна на шейку шатунные болты не повредили ее поверхность. Для этого на болты полезно надеть пластиковые либо резиновые колпачки или отрезки подходящего шланга. И, конечно, при сборке надо строго контролировать положение крышки относительно шатуна - случаи ошибочной установки крышки подшипника «наоборот» тоже известны...
Ну вот, сборка двигателя закончена, установлен поддон картера, головка блока, привод ГРМ, агрегаты. Однако масла во внутренних каналах вала нет, и после запуска потребуется немало времени, пока оно поступит к подшипникам.
А этого времени может вполне хватить для повреждения подшипников.
Исключить подобные неприятности несложно, достаточно закачать масло под давлением в систему смазки через переходник, устанавливаемый вместо масляного фильтра, либо через резьбовое отверстие датчика давления масла.
Рассматривая технологию сборки кривошипно-шатунного механизма, легко убедиться, что контрольно-измерительные операции действительно занимают большую часть времени. Сама сборка сродни хирургической операции - все работы необходимо делать в чистоте и аккуратно, тщательно контролируя каждый этап. Иными словами, собрать двигатель не так легко, как кажется на первый взгляд. Да и времени уходит уйма. Но это вполне разумная плата за то, чтобы подшипники двигателя служили надежно и долго. А попытка сэкономить обречена на провал, придется платить позднее, но намного больше. Но это уже другая «технология».?
www.motornn.ru
Сборка коленчатого вала с маховиком и сцеплением и установка его в блок цилиндров
При установке маховика гайки крепления его должны быть затянуты равномерно с усилием 7,6—8,3 кГм.
Биение плоскости трения маховика — не более 0,15 мм на радиусе 165 мм.
Если биение превышает 0,15 мм, узел необходимо раскомплектовать.
Подшипник направляющего конца ведущего вала коробки передач должен быть заполнен смазкой УТВ 1-13 и установлен в гнезде коленчатого вала при помощи специальной оправки.
р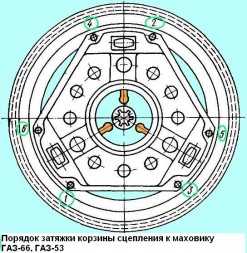 ис. 1 ис. 1 |
При установке сцепления должно быть обеспечено совпадение оси ведомого диска с осью коленчатого вала. Болты крепления кожуха сцепления к маховику должны быть равномерно затянуть в порядке, указанном на рис. 1.
Момент затяжки болтов должен быть в пределах 2—3 кГм.
Коленчатый вал в сборе с маховиком и сцеплением должен быть подвергнут динамической балансировке.
Перед балансировкой проверить свободу и легкость вращения диска путем выключения сцепления и перемещения оттяжных рычагов на 11,7 мм. При этом размер от рабочей поверхности маховика до верхних головок оттяжных рычагов должен быть в пределах 53—54,5 мм. При отсутствии свободного вращения диска, а также при отступлении в размере узел необходимо раскомплектовать.
Перед балансировкой внутренние полости коленчатого вала заполнить веретенным маслом, на шатунные шейки надеть балансировочный груз весом 2237 г на каждую шатунную шейку. Допустимый дисбаланс — 70 гсм. Устранение дисбаланса производить высверливанием металла на наружном диаметре маховика сверлом диаметром 8 мм на глубину не более 10 мм, выдерживая расстояние между сверлениями не менее 11 мм. Балансировку производить при начальном дисбалансе не более 180 гсм. При большем дисбалансе узел необходимо раскомплектовать.
Перед установкой коленчатого вала в блок цилиндров все сопрягаемые поверхности должны быть тщательно протерты.
|
Номинальный и ремонтные размеры передней и задней шайб упорного подшипника |
||
|
Размер |
Толщина передней шайбы, мм |
Толщина задней шайбы, мм |
|
Номинал |
2,35-2,45 |
2,45-2,50 |
|
1-й ремонт |
― |
2,65-2,70 |
|
2-й ремонт |
― |
2,85-2,90 |
Масляные каналы коленчатого вала и блока должны быть продуты сжатым воздухом.
Вкладыши коренных подшипников должны быть смазаны маслом для двигателя.
Размер вкладышей коренных подшипников должен соответствовать размеру коренных шеек коленчатого вала.
Момент затяжки гаек шпилек крепления крышек коренных подшипников должен соответствовать 11—12 кГм.
Осевой зазор коленчатого вала, замеренный между передней шайбой упорного подшипника и стальной упорной шайбой, должен находиться в пределах 0,075—0,175 мм.
Осевой зазор регулируют подбором задней шайбы упорного подшипника.
Номинальные и ремонтные размеры передней и задней шайб упорного подшипника приведены в табл. 1.
При окончательно затянутых коренных подшипниках коленчатый вал должен свободно поворачиваться за маховик от руки.
autoruk.ru
Сборка узла коленчатого вала.
1. Подготовка маслопроводов вала, которая заключается в завинчивании резьбовых заглушек и последующей проверке всех клапанов на проходимость и плотность. В качестве уплотнительного материала резьбовых заглушек используется мастика (состоит на 60 % глёта и 40 % глицерина).
С особой тщательностью, уплотняется заглушка расположенная в центровом сверлении вала со стороны маховика, так как здесь масленый канал может сообщаться непосредственно с атмосферой. Для этой заглушки предусмотрена коническая трубная резьба ¼ //. Для предотвращения самоотвинчивания резьбовые заглушки рассверливают.
Затем масленый канал промывают растворителем нагнетаемый насосом. Чтобы проверить проходимость каждого канала, все выходные отверстия из него закрывают полиэтиленовыми пробками, которые последовательно удаляют. Проверка маслопровода завершается испытанием плотности всех резьбовых соединений давлением растворителя не менее 1,96*105 Па.
2. Установка противовесов производится в точном соответствии с заводской маркировкой С валов, не подвергающихся в процессе ремонта станочной обработке, противовесы обычно не снимаются. Поставленные противовесы на своё место без болтов крепления, не должны иметь качки. Для предотвращения самоотвинчивания болтов крепления устанавливаются пластинчатые замочные шайбы.
3. Статическая балансировка валов выполняется с закреплёнными противовесами и установленными заглушками маслопроводов; валы бессальниковых компрессора балансируют с напрессованными роторами эл. двигателя. Вал укладывают на призматических линейках (ножах) строго в выверенных на горизонтальность, и дают ему возможность свободно перекатываться для выявления расположения неуравновешенных масс. Дисбаланс устраняют сверлением на наружных криволинейных поверхностях противовесов отверстий, диаметр и предельную глубину которых устанавливают при конструировании с таким расчётом, чтобы не снижать прочность тела противовесов.
Объём подлежащего удалению металла практически определяют путём укрепления на более лёгком конструктивном элементе вала, кусочков пластилина масса которого, должна сбалансировать узел. Зная массу добавленного груза и расстояние от её центра тяжести до оси вращения вала, расчётным путём определяют количество и глубину отверстий.
В соответствии с действующим ГОСТ, статический дисбаланс коленчатых валов в сборе для КМ с n=720 – 100 мин-1 должен быть не более 200 г*см n=100 – 1500 мин-1 должен быть не более 100г*см.
Например для КМ ФУУБС – 25 радиус обода, противовеса коленвала составляет R=6,8 см, n= 1500 мин-1, след пробного груза превышает 14,7 (6,8*14,7=99,9 г*см).
Превышение нормативных величин дисбаланса приводит к усилению шума работы машины и сокращает моторесурс.
У КМ АВ – 100, АУ – 200, АУУ – 400, ФУ – 175, ФУУ – 350 валы с запрессованными противовесами в картер не входят, при установке валов на место, противовесы временно снимают.
Установка поршневых роликоподшипников на вал: первым монтируют подшипник со стороны зубчатого колеса привода насоса. 1) Сначала подшипник запрессовывают в предварительно подогретый до 60 – 70 0С корпус (посадка h6), используя соответствующую оправку с=Н7. 2) Затем подшипник, разогретый вместе с корпусом до 90 – 100 0С напрессовывают внутренним кольцом на шейку вала (посадка К6, К7). Нагретый подшипник должен входить на шейку от нажатия руки без нанесения ударов. 3) Внутреннее кольцо доводят до упора в заплечики вала и закрепляют стопорным кольцом или гайкой, после чего подшипник закрывают крышкой на болтах.
4) Таким же способом с предварительным перегревом устанавливают и закрепляют коренной подшипник вала со стороны шкива (или эл. двигателя). В компрессора с диаметром цилиндра 67,5 и 81,88 мм наружное кольцо этого подшипника сопрягается непосредственно с расточкой картера. В компрессора с диаметром цилиндра 150 и 190 мм наружное кольцо этого подшипника сопрягается со стаканом, который устанавливается в картер отдельно и, таким же образом, в сборку узла вала не входит.
Далее на вал устанавливают ложный подшипник скольжения (для бессальниковых компрессора и зубчатое колесо привода масляного насоса.
31.2 Монтаж коленвала: проверяют биение конусного конца вала по индикатору. Допускаемое биение – не более 0,06 мм. Затем проверяют положение осей цилиндров относительно шатунных шеек коленвала. Осевой снос шатунных шеек к оси цилиндра допускается не более 0,5 мм. Эту проверку выполняют при помощи оправки, которая вставляется в цилиндровую гильзу, а цилиндрический отросток её диаметром (49С) выходит из гильзы и упирается в шатунную шейку коленвала. Диаметр цилиндрического отростка выбирается равным половине длины шатунной шейки (без учёта галтелей). При смещении шатунной шейки вправо конец оправки будет задевать за образующую галтелей коленвала.
Похожие статьи:
poznayka.org
Ремонт коленвала (кривошипа) мотоцикла.
Коленвалы мотоциклов бывают двух типов: первый — с подшипниками качения (роликовыми), и второй — с подшипниками скольжения (вкладышами). Со вторыми намного проще — разобрал шатуны (их нижние головки) — шлифанул шейки вала и собрал с новыми ремонтными вкладышами. Намного сложнее обстоят дела с первым типом коленвала, и многие владельцы мотоциклов, не смотря на немаленькую цену кривошипа, покупают новый, а изношенный старый просто выбрасывают. Ну а что же делать владельцам тех мотоциклов, коленвал которых не так то просто найти в продаже, например антикварных или редких моделей (например наш надёжный К-750 или М-72). В этой статье мы рассмотрим, как можно восстановить коленчатый вал (кривошип) подобного типа своими силами.
 Застучавший и подлежащий ремонту кривошип, ни в коем случае нельзя эксплуатировать до образования в подшипнике нижней головки шатуна большой выработки (большого зазора), которая вызывает при работе двигателя сильный стук. При сильном стуке и продолжительной работе двигателя, на трущихся поверхностях кривошипного пальца, на поверхности нижней головки шатуна и на роликах образуются сильные повреждения и выкрашивания .
Застучавший и подлежащий ремонту кривошип, ни в коем случае нельзя эксплуатировать до образования в подшипнике нижней головки шатуна большой выработки (большого зазора), которая вызывает при работе двигателя сильный стук. При сильном стуке и продолжительной работе двигателя, на трущихся поверхностях кривошипного пальца, на поверхности нижней головки шатуна и на роликах образуются сильные повреждения и выкрашивания .
В таком случае, ремонт будет намного сложнее, а палец и шатун не удастся отремонтировать и их придётся выкинуть. А если двигатель редкой модели, то найти в продаже новый палец и шатун не так то просто. Поэтому при появлении первого, даже не сильного стука, такой двигатель желательно уже не эксплуатировать, а заняться ремонтом. В этом случае, ремонт можно будет сделать намного легче.
Разборка коленвала (кривошипа).
У коленвала первого типа любого мотоциклетного двигателя, основным изнашивающимся узлом, отремонтировать который сложно, является роликовый подшипник нижней головки шатуна. И для ремонта этого подшипника, нужно отделить шатун от коленвала. А чтобы снять шатун с неразборной нижней головкой, коленвал необходимо распрессовать, так как такие кривошипы собирали на заводе с прессовой (неподвижной) посадкой.
Распрессовка коленвала двухцилиндрового оппозитного двигателя.а — съёмник для распрессовки, б — установка кривошипа в съёмник. 1 — паз, 2 — корпус съёмника, 3 — винт с упорной резьбой.
Для распрессовки кривошипа может потребоваться гидравлический пресс или специальный резьбовой съёмник, такой как на рисунке слева. Размеры такого съёмника естественно зависят от размеров щёк коленвала (кривошипа). С помощью съёмника захватывают наружную щёку коленвала (см. рисунок), установив её в специальные проточки в корпусе съёмника, а винт съёмника, диаметром 27 мм с упорной резьбой, упирают в кривошипный палец (между винтом и пальцем желательно подложить медную, латунную или бронзовую шайбу).
Для двухтактных двигателей, у которых щёки коленвала имеют круглую форму, съёмник изготавливают немного другой, исходя из размеров круглых щёк конкретного двигателя. Но принцип одинаковый.
Но если у вас очень старый двигатель, то усилия такого съёмника может и не хватить, так как за долгие годы совместной жизни, детали кривошипа буквально срастаются между собой.
В таком случае полезно будет немного нагреть щёки кривошипа, но несильно (примерно до быстрого испарения капель воды с поверхности). И после этого опять попробовать крутить винт съёмника, и в этот момент обстукивать щёки (по кругу) медным молотком. Если и это не поможет, тогда следует воспользоваться гидравлическим прессом.
При использовании пресса, следует установить с двух сторон под наружную щеку коленвала две болванки, а шток пресса упереть в палец кривошипа, через шайбу из латуни или бронзы. Но усилие пресса не должно превышать 50 тонн (лучше начинать с 10 тонн, постепенно увеличивая усилие, если палец не поддаётся), иначе большее усилие может привести к искривлению деталей кривошипа, и впоследствии отцентровать такой коленвал впоследствии не получится.
При приложении усилия пресса, если палец не начал сдвигаться относительно щеки, то в таком случае не следует увеличивать усилие, а нужно начать обстукивать медным молотком щеку кривошипа. Только работать следует аккуратно, и беречь руки, так как палец может внезапно выстрелить из щеки.
Коленвал (кривошип) двигателя К-750 или М-72.
Коленвалы двухцилиндровых двигателей таких мотоциклов (да и других тоже, например мотоцикла УРАЛ), состоят из двух крайних щёк, изготовленных как одно целое с коренными шейками (цапфами, и благодаря им — кривошип висит в коренных подшипниках картера). Так же коленвал состоит ещё из средней щеки и двух кривошипных пальцев.
Причём один конец у кривошипных пальцев, слегка обработан (сошлифован) на конус (конусность равна 1 к 140) и наружная поверхность пальца цементирована. Эти конусные концы кривошипных пальцев, запрессованы в крайние щёки, а их цилиндрические концы запрессованы в среднюю щеку. И внутренней обоймой роликового подшипника нижней головки шатуна, по которой прокатываются ролики, служит наружная поверхность пальца (двух пальцев, так как мотор двухцилиндровый).
Ну а наружной обоймой роликового подшипника, является шлифованная, а затем цементированная и закалённая внутренняя поверхность нижней головки шатуна. И между наружной поверхностью пальца и внутренней поверхностью нижней головки шатуна, находятся 12 роликов, зафиксированных сепаратором из дюралюминия.
Когда коленвал будет разобран (распрессован), можно установить ремонтные ролики увеличенного диаметра, а можно установить новый шатун, новый палец (тоже можно увеличенного диаметра) и новые ролики. При любых установках, следует стремиться обеспечить радиальный зазор в подшипнике, в пределах от 0,01 до 0,02 мм — это даст гарантию нормальной работы подшипника. И если будут меняться шатуны и пальцы, то следует проверить, чтобы их вес был абсолютно одинаковый.
Но как я уже говорил выше, если вовремя прекратить эксплуатировать застучавший кривошип, и вовремя начать ремонтировать его, то обычно пальцы и шатуны оставляют родные, и достаточно установить только ремонтные подшипники, с увеличенным диаметром роликов, но учитывая зазоры в подшипнике, приведённые выше — это важно.
Если зазор в подшипнике будет чуть более 0,02 мм, то срок службы роликового подшипника уменьшится, но всё же при качественном моторном масле, пробег в 10 — 15 тысяч км. всё же можно будет достичь. Но вот если зазор в подшипнике будет менее 0,01 мм или его вообще не будет, то роликовый подшипник может разрушиться уже в первые часы работы мотора.
Сейчас можно и не найти кривошипный палец в продаже, но зная из чего сделан заводской, можно всё таки попытаться заказать его грамотному токарю, а почему попытаться и почему только грамотному токарю ??? Потому что, как я уже говорил — с одной стороны палец имеет очень плавный конус, равный 1 к 140. И этот конус, с учётом всех размеров может сделать только хороший токарь.
Палец кривошипа изготавливают из стали марки 12ХН3, затем цементируют на глубину 0,7 — 0,8 мм, и в итоге твёрдость по Роквеллу составляет 56 — 62.
Раньше на заводском пальце обозначали их вес и диаметр на его торце, цифрами обозначали вес пальца, например 320, 322, 324 и цветной меткой, которая обозначала их диаметр — смотрим ниже.
- Красная ——————- 36,000 — 35,996 мм. — это диаметр кривошипного пальца.
- Белая ——————- 35,996 — 35,992 мм.
- Зелёная ——————- 35,992 — 35,998 мм.
- Чёрная ——————- 35,998 — 35,984 мм.
Если вам попался палец без обозначений, то диаметр определяем замеряя его микрометром, а вес пальца определяем взвешиванием.
Вес и диаметр нижней головки шатуна тоже имеет свои обозначения. Вес пишется на нижней головке шатуна сбоку, например 198, 200, 202, 204. Ну а диаметр помечают на головке шатуна краской, и цвета смотрите ниже, может кому то пригодится.
- Красная —————— 50,012 — 50,009 мм.
- Белая —————— 50,009 — 50,006 мм.
- Зелёная —————— 50,006 — 50,003 мм.
- Чёрная —————— 50,003 — 50,000 мм.
Ну и ролики, при желании тоже можно изготовить самостоятельно, если конечно вы найдёте нужную стать, марки ШХ15. После вытачивания их на станке, их шлифуют, затем калят до твёрдости по Роквеллу 61 — 65. Ну и в конце желательно отполировать их до зеркального блеска. Номинальный размер ролика 7 мм, а его длина 10 мм. Их тоже изготавливали по ремонтным группам, и размеры групп я привожу ниже.
- 1 группа —- 7,004 — 7,002 мм.
- 2 группа—- 7,002 — 7,000 мм.
- 3 группа—-7,000 — 6,998 мм.
- 4 группа—- 6,998 — 6,996 мм.
- 5 группа—- 6,996 — 6,994 мм.
- 6 группа—- 6,994 — 6,992 мм.
Если удастся купить подшипники нижней головки шатуна, то их комплектуют согласно цветным меткам и весу деталей. Естественно, что комплектуемые детали должны иметь метки одинакового цвета, а оба шатуна не должны отличаться по весу более чем на два грамма.
Восстановление изношенного кривошипного пальца.
К примеру, при отсутствии нового кривошипного пальца с красной меткой (см. выше), можно использовать не сильно изношенный старый палец (если он не изношен в виде овала), если компенсировать его износ применением шатуна с чёрной меткой и применить ролики первой группы. Там можно «играться» и с другими группами. Но в итоге, как я уже говорил, должен получиться зазор подшипника, в пределах от 0,01 до 0,02 мм. И как я уже писал выше, можно получить зазор немного больше, но никак не меньше, иначе подшипник испортится в первые минуты работы двигателя.
Но в большинстве случаев, при эксплуатации двигателя, кривошипный палец изнашивается неравномерно — в виде овала или ступеньки. И в большинстве случаев, нужно изготавливать или искать новый палец. И как было написано выше, при вытачивании кривошипного пальца на станке, наиболее трудно добиться точного выдерживания размеров конуса пальца.
Поэтому можно не изготавливать кривошипный палец с нуля, а восстановить изношенный палец, чтобы убрать овал или ступеньку при обработке его рабочей части (там где прокатывались ролики подшипника) на шлифовальном станке или притиром. После обработки и устранения овальности и ступеньки кривошипного пальца, в его подшипник устанавливают ролики большего диаметра, но такого, чтобы получить зазор в пределах от 0,01 до 0,02 мм.
При покупке или изготовлении роликов подшипника нижней головки шатуна, необходимо обратить внимание не только на чистоту шлифовки и полировки их поверхности, а так же на их точные размеры диаметров и длины (и одинаковость этих размеров), но так же следует внимательно рассмотреть, насколько хорошо заполировано закругление перехода от цилиндрической части ролика в его торец.
И если при покупке вы обнаружите острые края роликов без закруглений, то такие ролики довольно быстро разрушат или выработают рабочие поверхности пальца и отверстия нижней головки шатуна. Такие ролики покупать не советую, а если других нет, то придётся их дорабатывать (скруглять и полировать их края).
Сборка коленвала (кривошипа).
По заводской технологии сборки коленвала, сначала запрессовывают кривошипные пальцы в крайние щёки, а после этого запрессовывают в среднюю щеку, с натягом в 0,08 — 0,1 мм, щеку желательно предварительно немного подогреть.
Но заводскую технологию можно не использовать, для упрощения сборки кривошипа. Кривошипные пальцы сначала запрессовывают в среднюю щеку, а затем уже напрессовывают на пальцы крайние щёки, естественно установив подшипники и шатуны на пальцы, с необходимыми зазорами. Греть среднюю щеку если и можно, то только несильно, не более 100 градусов, например в кипящей воде. Иначе при запрессовке может нарушится термообработка пальцев.
После запрессовки кривошипа, его необходимо отцентровать на специальном устройстве с конусами, или в центрах токарного станка. Биение щёк коленвла, на длине 20 мм не должно быть более 0,05 мм, а лучше не более 0,02 мм. Положение щёк выравнивают ударами медного или свинцового молотка по щекам, если щёки скручены (то есть если шейки параллельны, но не соосны, как показано на рисунке выше над буквой «б» , или сжатием щёк в тисках через алюминиевые прокладки, если шейки расположены под углом (как на рисунке выше над буквой «а»).
Все эти операции следует делать по чуть-чуть, постоянно проверяя расстояние между щёками мерительным инструментом, а лучше в центрах токарного станка и индикаторов часового типа, чтобы не «переборщить». В итоге положение щёк должно получиться как на рисунке над буквой «в».
Остаётся заменить бронзовые втулки верхней головки шатуна (а лучше это сделать когда коленвал распрессуется и шатуны будут отделены от кривошипа), если они изношены, об этом я уже писал и можно почитать как это правильно сделать вот тут, а так же вот здесь. Затем останется установить собранный практически новый коленвал в двигатель, и собрать его.
Кстати, после ремонта коленвала, желательно его отбалансировать вместе с маховиком и сцеплением, и как это сделать в гаражных условиях, я написал вот в этой статье.
В следующей статье, я напишу как восстановить (отремонтировать) коленвал мотоциклетного двигателя так, что родные пальцы кривошипа останутся, но несмотря на это срок службы коленвала возрастёт в несколько раз (статью читаем здесь), удачи всем.
suvorov-castom.ru