Сварка для кузовных работ
Сварочный полуавтомат для кузовных работ
Содержание:
- MIG и MAG
- Устройство и классификация
- Источник питания
- Подача проволоки
- Горелка
- Газовый баллон
- Продолжительность включения
- Проволока
- Общие советы по выбору полуавтомата
Выбрать и купить сварочный полуавтомат вы можете у наших партнеров
Автолюбитель, устраивая мастерскую в гараже, вполне может обойтись без некоторых вещей, но часть инструментов необходимо приобрести, даже когда прямой необходимости в них нет. Один из таких незаменимых инструментов – агрегат для сварки. Однако, не каждый аппарат подойдет для сварки деталей кузова. По сравнению с электродными вариантами наличие в гараже сварочного полуавтомата для кузовных работ значительно расширяет возможности ремонтных операций.
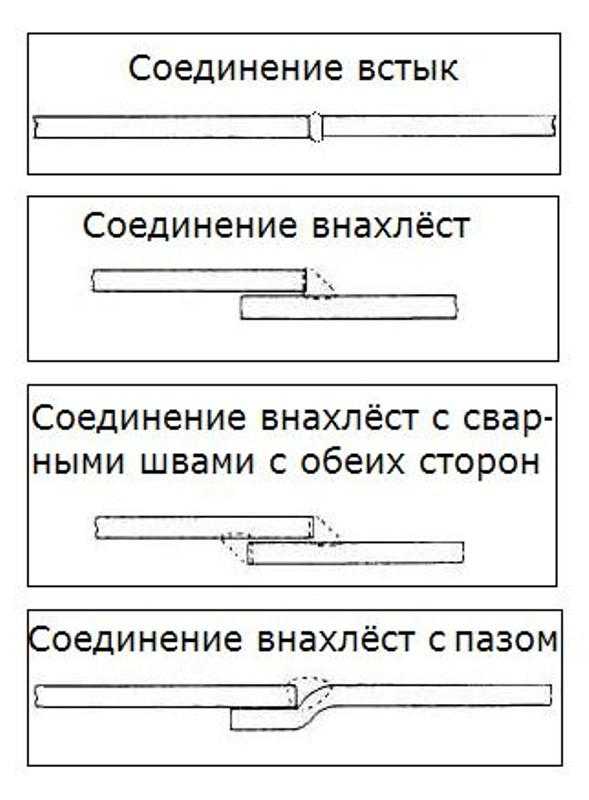
Подавляющее большинство кузовных деформаций исправляются либо жестяными работами, либо сваркой. Поэтому перед автомехаником стоит проблема не покупки, а выбора правильного сварочного автомата. Разберемся для начала с классификацией и определениями.
MIG и MAG
Владельцу полуавтомата нет необходимости выставлять для электродов ток и подлезать с ними в неудобные места. Полуавтоматическая сварка предполагает, что участие сварщика в работе сведено к максимально возможному (на бытовом уровне) минимуму. Полуавтоматы оставляют механику свободу действий: требуется направить горелку в нужное место и нажать на курок агрегата. Автоматизация заключается в подаче проволоки к точке сварки.
Плавка металла достигается дугой, возникающей между поверхностью и проволокой. При обычной, ручной сварке, металлы защищаются от окисления обмазкой на электродах, при плавлении образующих защитный слой. В случае полуавтоматов электрическая дуга постоянной длины поддерживается регулированием длины проволоки, а защита от воздействия атмосферы достигается подачей газа в место формирования сварного шва. В этом ключе полуавтоматы для сварочных работ делятся на два типа:
- Использующие инертный газ (гелий, аргон) – благодаря слабой реакции, инертные газы позволяют избежать окисления сварного шва.
- Активный (углекислый газ) – высокий коэффициент наплавки и низкая стоимость газа являются преимуществом, однако при сварке происходит разделение молекул углекислого газа с выделением кислорода, что требует добавления в проволоку кремния и марганца.
В англоязычной литературе данные способы именуются MIG и MAG – аббревиатуры от Metal Inert (Active) Gas. В качестве альтернативы газам применяется проволока с порошковой защитой, использовать которую можно и без газового баллона на аппарате. Для этих целей полуавтоматы снабжаются переключателем «Gas/No Gas», однако для правильной сварки флюсовой проволокой (TIG) требуется поменять полярность (минус – масса, плюс – электрод) и использовать две пары подающих роликов. Флюсовая проволока – это хрупкая трубочка (диаметр – 1-1,5 мм.), наполненная защитным порошком (флюсом).
Устройство и классификация
Работа с полуавтоматической газовой сваркой не повреждает цинкового слоя листов кузова, а температура сварки заметно ниже (1000 против 1500 °C), однако распространение их началось сравнительно недавно. Прежде всего это связано с развитием технологий автоматизации. Нетрудно догадаться, что дифференциация по классам напрямую соотносится с ценой и жестко привязанными к ней возможностями аппарата:
 Профессиональные – дорогостоящие агрегаты (сила тока более 300А).
Профессиональные – дорогостоящие агрегаты (сила тока более 300А).- Полупрофессиональные – сила тока до 300А.
- Бытовые – бюджетные аппараты, с силой тока до 200А.
Зажим массы, газовый баллон, бобина и шланг для подачи проволоки легко могут быть заменены при нахождении неисправности. Однако устройство аппарата для сварочных работ имеет несколько важных элементов, напрямую влияющих на цену и качество сварки в определенных условиях. Помимо источника питания к таковым можно отнести устройства задающие скорость подачи проволоки сварочную ванну и регулирующие ток.
Источник питания
Источник должен поддерживать стабильное горение независимо от помех. Также напрямую от него зависит поджиг сварочной дуги. Три основных типа источников по-разному справляются с этой задачей:
- Трансформатор – простейшее и очень надежное устройство, состоящее из двух обмоток. Магнитное поле одной обмотки создает ток низкого напряжения во второй. Регулировка производится изменением расстояния между обмотками, поэтому характеризуется плавностью. Стоит заметить, что трансформатор преобразует переменный ток в переменный, а для получения постоянного необходим выпрямитель, являющийся, по сути, надстройкой к понижающему трансформатору.
- Выпрямитель – устройство, использующее для преобразования переменного тока в постоянный полупроводниковые вентили. Ток регулируется либо изменением расстояния между обмотками трансформатора, либо дросселем насыщения. Для сглаживания неизбежных при этом пульсаций используются электронные фильтры.
- Инвертор – наиболее приемлемые для полуавтоматов источники питания. Благодаря равномерному, автоматически регулируемому току, дает высокое качество сварного шва. Реализует задачу, обратную задаче выпрямителя, – преобразование постоянного тока в переменный. Для этого ток после выпрямителя подается на высокочастотный трансформатор с меньшей массой. Помимо маленького веса, к достоинствам инверторов можно отнести меньшее разбрызгивание метала и эффективный расход электроэнергии.
По способу подключения к сети различают трех- и однофазные полуавтоматы. Преимущество первых в том, что для работы им необходима только розетка на 220В. Однако сила тока в сети должна быть не ниже 16, а в идеале – 25А. Проводка нагружается неравномерно, поэтому проводка должны быть медной, диаметром как минимум 2.5 мм. Трехфазное подключение предпочтительнее, поскольку так обеспечивается равномерная нагрузка на фазы.
Подача проволоки
Точная подача проволоки является важным моментом. Производитель конструирует свои аппараты так, что правильная сварка будет обеспечиваться в любом случае, однако, каждый способ имеет свои минусы, тем более что не все поломки могут быть устранены в домашних условиях. Используется два основных вида и их комбинация:
- Толкающий механизм – подает проволоку через рукав, устройство располагается непосредственно в корпусе, рядом с катушкой.
- Тянущий – устройство интегрировано в ручку горелки.
Преимущество первых – простота устройства и дешевизна, однако длина шланга ограничена 3-4 метрами. Тянущие механизмы могут использовать шланг до 20 метров и работать с тонкой проволокой. Тянуще-толкающие механизмы применяются, когда рукав горелки длиннее стандартных размеров или для повышения надежности (равномерности подачи). Механизм представляет собой электрический двигатель с несколькими скоростями. Скорость может регулироваться автоматически и ручной настройкой.
Горелка
Это важнейший элемент, через который подается газ и проволока. Ручку горелки сварщик держит в руках во время проведения работ. С корпусом может быть связана разрывным и неразрывным соединением. Первый способ (ЕВРО коннект) намного удобнее и в профессиональных аппаратах применяется именно он. Однако неразрывное соединение дешевле.
При выборе полуавтомата важен радиус рабочей зоны. Стандартная длина шланга горелки никогда не бывает больше 5 метров. Больший охват дают двухблочные аппараты, в которых механизм подачи проволоки может передвигаться относительного самого устройства. Тянущему механизму необходимо электричество, идущее от основного аппарата через кабель, что серьезно увеличивает его габариты и усложняет конструкцию.
Газовый баллон
Обычный газовый баллон для этих целей не подойдет в первую очередь из-за разницы в давлениях (150 атмосфер против 16). Под таким давлением в обычном баллоне хранить газ нельзя. Кроме того, хороший баллон должен быть оснащен двумя манометрами. Первый показывает расход газа, второй – давление в баллоне. Аппарат может иметь механизм автоматического прекращения подачи газа в случае прерывания дуги.
Основная разница между баллонами – размер. Дорогие импортные баллоны легки в транспортировке, однако, из-за цены предпочтение отдается отечественным. Стандартные размеры – 25 и 40 литров. Для типичных гаражных работ 20 литров должно хватить на 8-12 месяцев.
Продолжительность включения
Полуавтомат для сварки не может работать постоянно. Принято считать, что полый цикл длится 10 минут. В инструкции к аппарату должно быть указано, как долго он может работать и как долго остывать. Продолжительность дается в процентах. ПВ 20%/200A означает, что при силе тока в 200А сама сварка занимает 2 минуты, остывание — 8 минут.
Бытовые агрегаты работают на 20-30% ПВ, профессиональные имеют ПВ не меньше 60%. Разница достигается за счет силы тока: чем меньше, тем дольше работа без остановок. Как эти цифры проявляются в цене объяснять не нужно, но стоит заметить, что для небольших работ необходимости в ПВ больше 40% нет.
Проволока
 Лучшим вариантом считается проволока, покрытая тонким слоем меди. Медь, как известно, хороший проводник – наличие медной пленки на проволоке связано с этим фактом. Пульсация по току уменьшается, контакт становится лучше, на качестве шва это сказывается положительно. Сварка алюминия или стали требует применения специальной проволоки и использования инертного газа (желательно аргона). Углекислый газ может применяться только в смеси с аргоном.
Лучшим вариантом считается проволока, покрытая тонким слоем меди. Медь, как известно, хороший проводник – наличие медной пленки на проволоке связано с этим фактом. Пульсация по току уменьшается, контакт становится лучше, на качестве шва это сказывается положительно. Сварка алюминия или стали требует применения специальной проволоки и использования инертного газа (желательно аргона). Углекислый газ может применяться только в смеси с аргоном.
В обычной сварке задействуется алюминиевая или стальная проволока. Диаметр редко выходит за пределы 0,6 – 2 мм. Реже используется нержавеющая проволока. Химический состав может варьироваться, что также влияет на цену. Порошковая проволока (с флюсом внутри) намного дороже, но позволяет работать без газа.
Общие советы по выбору полуавтомата
Электронное управление подачей газа снижает его расход, так что на эту часть скупиться не стоит. Сэкономить поможет и устройство подачи проволоки: выносной механизм дороже, но шланг длиной более 5 метров редко является действительной необходимостью.
Наибольший процент цены формирует мощность аппарата: чем выше, тем дороже. Маломощные аппараты применимы только для сварки материалов небольшой толщины. Однако использование мощных агрегатов затруднительно из-за ограниченных возможностей стандартной сети. Как и все индукционные потребители, аппарат для сварочных работ расходует значительно больше электроэнергии при включении. Разница может выходить за пределы 100%, поэтому внимательно изучите его характеристики, проверьте текущую нагрузку на сеть.
Во время покупки аппарата следует поинтересоваться двумя вещами: гарантией и проволокой. Хорошо, если компания сама же и реализует проволоку нужного вам диаметра, а заодно и газ. Вероятно, в продаже имеются расходные материалы. Замена может потребоваться изоляционным втулкам, соплам и пр. комплектующим.
pokraskamashin.ru
Сварка кузовного металла (часть 1): выбор оборудования и настройка сварочного полуавтомата
Многие автолюбители согласятся, что необходимость прибегать к сварочным работам при ремонте кузова просто неоспорима. И наравне с жестяными работами применяется сварка и в ежедневной работе автомехаников в сервисах авто обслуживания. Т.к. со многими проблемами кузовного металла можно справиться, только если есть в наличии отвечающее требованиям сварочное оборудование. Поэтому мы раскроем вопрос- какое же сварочное оборудование подходит для работ со сваркой кузова. 
Специалисты, которые разбираются в сварочном оборудовании, на вопрос, какой из сварочных аппаратов и метод сварки подойдет для описываемой нами цели, наперво зададут ряд важных встречных вопросов. А именно: какие требования предъявляются к оборудованию (напряжение сети, сварочный ток и т.п.), требования к сварным соединениям, какая квалификация у работника, который будет осуществлять сварочный процесс, а главное какой металл будет свариваться и его толщина. Такая информация необходима специалисту для того, что бы помочь Вам подобрать (посоветовать) нужный метод сварки и необходимое для него оборудование.
И так, сразу же определим, что для выполнения кузовного ремонта подойдет два самых распространенных и доступных способа сварки в этой специфике работ, а именно такие, как полуавтоматическая сварка (MIG больше всего подойдут для хорошего качества соединений сталей (низкоуглеродистых), которые применяются в автомобилестроении.
В данной статье мы будем рассматривать более подробно универсальный способ сварки, который в большинстве случаев уже вытеснил газовую и ручную дуговую сварку из отрасли авто-ремонта, а именно полуавтоматическую сварку. Минусами ручной дуговой сварки здесь будет выступать ряд моментов:
- Неудобство варить соединения кузова электродом, т.к. не везде получится «подлезть»
- Очистка от шлака поверхности
- Большой риск прожечь в металле отверстие
Про вид контактной сварки Вы сможете узнать из наших следующих статей, т.к. он более специфический, но используется не намного реже в СТО, чем полуавтоматический, в основном из-за отсутствия расходных материалов.
Оборудование для ремонта кузовного металла методом полуавтоматической сварки
Для выбранного нами типа полуавтоматической сварки в среде низкоуглеродистых сталей (MIG/MAG) необходимо использовать устройства для полуавтоматической сварки металла, именуемые в народе- сварочные полуавтоматы.
Подробнее со сварочными полуавтоматами и выбором сварочных полуавтоматов Вы можете ознакомиться в статье по ссылке, где будет подробно расписано, как подобрать сварочный полуавтомат, который будет подходить Вашим требованиям.
Если вы ознакомились со статьей по выбору сварочного полуавтомата, то Вы уже знаете, что полуавтомат сварочный может сваривать металл диаметров 0,5-0,8мм (тонкий) и достаточно крупный от 4мм и толще. А это может означать, что данный тип оборудования отлично подойдет для сварки конструкций кузова автомобиля- лонжеронов, порогов, крыльев и т.п.
Подготовка оборудования к сварке кузовного металла
Первое, что необходимо проверить при использовании сварочного оборудования, это сеть на её нагрузочную способность. Проще говоря, выяснить потянет ли используемая сеть нагрузку сварочного полуавтомата. Для этого можно использовать специализированный тестер для вычисления нагрузки мощности. Подключите к сети электрообогреватель или подобные электрические приборы с нагрузкой в 2-3кВт и если напряжение сети под нагрузкой будет меньше 200 -215 Вольт, то работа, зачастую, сварочного полуавтомата будет проблематична. Инверторные полуавтоматы будут более надежными в эксплуатации, т.к. расположены к работе в просаженных сетях. Если Ваша сеть под нагрузкой выдает меньше 150 вольт, то вряд ли Вам удастся провести сварочный процесс с помощью полуавтомата. Данную проблему можно будет разрешить с помощью электростанции или генератора. Важно, что при этом генератор необходимо использовать мощностью большей, чем мощность полуавтомата.
Второе, если питающая сеть дает Вам возможность использовать сварочный полуавтомат, то необходимо подключить устройство к сети и проверить его перед сваркой на признаки неисправностей и неполадок (несвойственный шум, треск) и если таковые есть устранить их.
После этих процедур следует правильно подготовить сварочный полуавтомат к работе.
Информация по подготовке сварочного полуавтомата к работе обычно идет в руководстве (паспорте) от производителя устройства. Но если, таковая у Вас отсутствует, то не беспокойтесь! Мы составили достаточно подробную инструкцию по подключению ПА для Вас!
Подготовка полуавтомата к работе
Приступим к детальному рассмотрению процесса подготовки ПА к работе. Многие производители указывают эту информацию в паспортах аппаратов, но все, же есть варианты, что Ваш ПА был куплен б/у, с рук, утеряна инструкция или возможно у Вас возникли дополнительные вопросы.
Опишем основные моменты более подробно.:
- Для начала «заряжаем» наш ПА сварочной проволокой. Для этого нужно:
- Отвинтить (или снять) сопло со сварочной горелки.
- Скрутить наконечник горелки. Это можно сделать, как пассатижами, так и ключом
- Отвести ролик или ролики (если несколько) подающего механизма
- Установить бобину (катушку) со сварочной проволокой.
- Далее устанавливаем необходимую полярность тока, здесь проясним: если сварка будет производиться с углекислым газом и будет использоваться обычная проволока, то полярность ставим обратную- минус на зажиме, плюс на горелке. Так большее тепловыделение будет задерживаться на свариваемой поверхности металла. Если же вы будете использовать флюсовую проволоку (защитную), то минус на сварочной горелке, плюс на зажиме. При этом будет большее тепловыделение на проволоке, из-за этого активируется флюс содержащийся на проволоке.
- После установки полярности тока, необходимо вручную завести окончание сварочной проволоки в подающий канал аппарата примерно на 10-20 см. Делать, это необходимо аккуратно, проволока должны быть без всяких изгибов и максимально ровной. Если изгибы присутствую, удалите кусачками конец дефекта и проделайте операцию снова.
- Придерживайте сварочную проволоку так, что бы она не провисала, и приведите её конец к прижимному ролику. Обязательно проверьте, что бы проволока точно попала в выемку расположенную на ведущем ролике.
- Наконец подключаем наш ПА к сети, и нажимаем кнопку на рукоятке сварочной горелки. Сварочная проволока должна прийти в движение, и через несколько секунд появится на выходе из горелки. Что бы ускорить этот процесс, можно выставить на ПА максимально допустимую скорость подачи сварочной проволоки. Чаще всего для этого нужно повернуть регулятор, который отвечает за скорость подачи вправо до упора.
- Продолжим. После всех описанных выше операций необходимо надеть на сварочную проволоку медный наконечник, и завинтить его пассатижами или специальным ключом. Важно, помнить о диаметре отверстия у наконечника, он должен соответствовать диаметру сварочной проволоки.
- Теперь можем установить сопло для газа.
Итак, теперь наш аппарат на половину готов к работе, осталось только подключить газовый баллон с углекислым газом и отрегулировать аппарат.
Подключаем газ (углекислый) к ПА
- Устанавливаем редуктор на баллон с углекислотой, лучше всего подойдет техническая углекислота, т.к. в ней меньшее содержание водных паров.
- Редуктор подключается к баллону чаще всего гайкой на 32, обязательно установите под гайку прокладку, для того, что бы избежать «протекания».
- Далее присоединяем редуктор специальным шлангом к полуавтомату. Чаще всего на современных ПА расположен специальный штуцер через который подключают шланг. Главное, что бы штуцер на редукторе соответствовал диаметру шланга. Затем, шланг крепят на штуцер при помощи специальных хомутов.
Регулировки сварочного полуавтомата.
Для того, что бы обеспечить надежную и качественную сварку полуавтоматом, обязательно проведите регулировку аппарата.
- Наперво отрегулируйте натяжение проволоки. Осуществить это можно при помощи специальной гайки из пластика, которая установления на бобине катушки. Если Вы прикручиваете гайку, то тем, самым вы повышаете трение между опорой и бобиной. Результат- сварочная проволока автоматом натягивается прямо пропорционально установленной силе трения. Главное добиться результат, что бы натяжение сварочной проволоки слишком не затрудняло протяжку, но при этом и не провисала с бобины.
- Далее необходимо настроить силу ролика, который прижимает проволоку в механизме подачи. Здесь, нужно добиться, что бы сварочная проволока проходила в канал от подводящего шланга даже при изгибах.
- Обязательно отрегулируйте расход газа. Вы можете установить расход газа с помощью вентиля на газовом баллоне, который следует приоткрыть на один – два оборота. Предварительно выставите давление на редукторе примерно на 2кг/см.
- После, нажмите на кнопку сварочной горелки. Старайтесь нажать так, что бы проволока сперва «стала», а клапан газа открылся. При этом действии время расхода газа должно составлять 7-10л в минуту (величину можно увидеть на шкале расхода манометра расхода газа). Если Вы заметили, что расход сильно отличается, попытайтесь его скорректировать. ВАЖНО здесь помнить, что главный параметр это не давление газа, а его расход.
Теперь осталось отрегулировать самую главную настройку для ПА, а именно напряжение сварочного тока. Но с ней разбираться придется только при процессе сварки.
После того, как вы ознакомились с подготовкой сварочного полуавтомата к работе, Вы сможете перейти к азам и методом сварки кузовного металла, о которых мы расскажем Вам во второй части нашего обзора.
www.tiberis.ru
Полуавтомат для сварочных кузовных работ при ремонте автомобиля
Выполнение кузовных работ для ремонта автомобиля наиболее эффективно именно в полуавтоматическом режиме. Сварка полуавтоматом позволяет получить шов максимального качества при соединении деталей небольшой толщины.
Принцип функционирования полуавтоматических агрегатов
Высокое качество сварочных работ обеспечивается минимизацией участия исполнителя в выборе режима выполнения операций. Если обычная сварка требует установки величины тока, применения определенной технологии движения электрода, то полуавтомат справляется с этим сам. При ремонте автомобиля оператору необходимо лишь направить горелку в зону выполнения работ и нажать на кнопку.
В состав полуавтоматической установки для кузовных сварочных работ входит:
- Сварочный трансформатор, который работает в стандартном для других агрегатов режиме. Основная функция — обеспечение величины сварочного тока, необходимого для соединения различных металлических деталей. Наряду с традиционными понижающими трансформаторами широко используют инверторные устройства, позволяющие обеспечить оптимальные параметры для выполнения различного типа работ по сварке.
- Механизм подачи проволоки, позволяющий автоматизировать процесс. Благодаря этому узлу осуществляется подача проволоки в зону горения дуги с оптимальной скоростью для различной силы тока. Именно благодаря этому и обеспечивается высокое качество кузовных работ, требующее получение однородных сварочных швов. Только высокое качество сварки может обеспечить долговечность и надежность корпуса автомобиля. Такая частичная автоматизация процесса и обусловила появление названия сварочный полуавтомат.
- Основной рабочий элемент устройства — горелка, через которую происходит подача проволоки, защитных газов. Именно от конструкции горелки во многом зависят характеристики получаемой дуги и удобства оператора при выполнении сварочных работ.
Виды полуавтоматических устройств в зависимости от используемой защитной среды
Учитывая жесткие требования к качеству работ при ремонте кузова автомобиля, на первый план выходит необходимость защиты сварного шва от воздействия примесей, входящих в состав воздуха. Поэтому сварка полуавтоматом выполняется в защитной среде. В зависимости от типа применяемых материалов различают следующие технологии:
- MIG — технология с применением защитных инертных газов (аргон, гелий). Основная задача — снизить возможность окисления шва, особенно актуальна при работах с цветными металлами, детали из которых достаточно часто приходится варить при ведении кузовных работ в процессе ремонта автомобиля.
- MAG — технология работы полуавтоматом в среде активного газа, в качестве которого чаще всего используется углекислый. Позволяет существенно увеличить скорость выполнения сварных операций, получить шов с определенными характеристиками. Требует использования проволоки с добавками марганца и кремния.
- Технология TIG предполагает выполнение операций при помощи порошковой проволоки. Флюс, входящий в ее состав, при сгорании образует защитную атмосферу. Плюсом технологии считают возможность отказаться от баллона с газом, но стоит учитывать тот факт, что стоимость порошковой проволоки достаточно высока.
На что обращать внимание при выборе полуавтоматических агрегатов
Если для выполнения кузовных работ при ремонте автомобиля вам потребуется полуавтомат, в первую очередь определите предполагаемую область задач. Такой подход позволит существенно сэкономить на покупке. Дело в том, что для решения многих задач вполне достаточно простых агрегатов бюджетного класса.
При выборе обращайте внимание на следующие моменты:
- Для ремонта автомобиля в собственном гараже вполне достаточно бытовой модели, обеспечивающей сварочный ток до 200А. Полупрофессиональные (до 300А) и профессиональные (свыше 300А) агрегаты стоят гораздо дороже. Приобретать такой аппарат для сварочных работ целесообразно при необходимости обеспечивать большие объемы сварки.
- Полуавтомат, работающий от сети 220В, можно подключить в любом гараже, но трехфазные агрегаты обеспечивают более стабильный сварочный ток, благодаря равномерному распределению нагрузки по фазам сети.
- Для ремонта кузова целесообразно выбирать агрегат, способный работать по различным технологиям. Оптимальным считается MIG/MAG установка, но в некоторых случаях неоценимой станет аппаратура, способная работать со сварочной проволокой.
- При необходимости выполнения операций в непосредственной близости от агрегата, вполне достаточно толкающего механизма подачи проволоки. Если же требуется обеспечить большую мобильность, выбирайте более дорогой тянущий механизм (длина шланга до 20 метров).
Необходимое дополнительное оснащение
При выборе устройств, работающих по технологии MIG/MAG, будьте готовы к дополнительным расходам.
- Баллон для хранения защитных газов. В зависимости от условий можно приобрести малолитражный или транспортный (40 литров) вариант.
- Углекислый газ можно приобрести гораздо дешевле, стоимость аргона, гелия достаточно высока.
- Для подключения баллонов необходим специальный шланг с понижающим редуктором, который должен обеспечить регулировку расхода газа.
- Обязательным считается применение манометров высокого и низкого давления. При этом стоит учитывать и то, что все газовое оборудование нуждается в периодической поверке и тарировке.
Агрегаты полуавтоматического типа позволяют выполнять сварные работы даже не очень квалифицированному исполнителю. Поэтому не стоит экономить при выборе агрегата. Высокое качество шва при возможности самостоятельного ремонта кузова машины, окупит все расходы.
Похожие статьиgoodsvarka.ru
особенности выбора, характеристики и отзывы :: SYL.ru
Технологи автомобильной промышленности стараются разрабатывать все новые, более доступные по цене и организационным возможностям методы выполнения кузовного ремонта. Так сформировалось целое направление неразрушающих способов восстановления геометрии корпуса, которые может использовать практически любой автолюбитель в своем гараже. Но если дело касается серьезных повреждений, то без специального оборудования с глубоким вторжением в структуру металла не обойтись. Здесь-то как раз и пригодится сварочный полуавтомат. Для кузовных работ теоретически можно использовать и более традиционные подходы к расплаву металла наподобие газовых или дуговых аппаратов с ручным направлением, но практика давно доказала их низкую эффективность именно в сфере авторемонта.

Какие задачи позволит решить полуавтомат?
Автомобильные корпуса могут иметь разные характеристики, отличаясь по толщине, свойствам металла, геометрии и другим параметрам. Полуавтоматическое оборудование для сварочных операций позволит выполнять работы с тонкими и толстыми сплавами – соответственно, в диапазонах до 1 мм и более 4 мм. В зависимости от модели аппарата может предусматриваться и обработка участков толщиной более 10 мм. Самые распространенные элементы конструкции, которые подвергаются ремонту таким оборудованием, это крылья, пороги и лонжероны. Но чем полезен полуавтомат при кузовных работах с точки зрения эксплуатационных качеств? В первую очередь оптимизированным процессом самого производства работ. Отсутствие необходимости направления электрода, электронная регулировка параметров сварки, возможность применения бытовой сети на 220 В, и при этом физическая эргономика при осуществлении соединений – главные преимущества этого решения. Казалось бы, упрощенные версии сварочного оборудования должны ограничиваться по сферам применения, но кузовной ремонт предполагает выполнение работ с распространенными металлами, поэтому даже бюджетные полуавтоматы могут рассматриваться как универсальный инструментарий. В частности, их можно использовать для алюминия, никеля, титана и т. д.

Особенности выбора
При своей специализированности полуавтоматы могут иметь разное исполнение и в плане технологического подхода к рабочему процессу. Это разделение проходит по возможностям использования защитной газовой среды, поддержке режимов сварки и допустимости применения порошковой самозащитной проволоки. Например, в вопросе о том, какой лучше сварочный полуавтомат выбрать для кузовных работ в мастерской, ориентироваться стоит как минимум на комбинированные модели с режимами MIG/MAG. Их наличие позволит работать с тонкими и толстыми листами корпуса, изготовленными из разных сплавов. Другое преимущество аппаратов этого типа заключается в продолжительном рабочем процесса. Из 10 мин непосредственно сварка может производиться 6 мин, а 4 мин займет отдых. Для сравнения, аналоги позволяют 1-2 мин выполнять рабочие операции и до 8 мин потребуют на отдых. Если же планируются редкие ремонтные мероприятия в своем гараже, то есть смысл ограничиться полуавтоматом с самозащитной проволокой без газовой среды. Такие модели отличаются высокой производительностью, но с качеством результата придется идти на компромисс.
Характеристики для подбора оборудования

Первоначально опираться следует на показатели мощности и силы тока. Они покажут, какой будет производительность оборудования, выносливость и надежность. Что касается мощностного потенциала, то он варьируется от 2,5 до 7,5 кВт в среднем. Причем основной диапазон находится в секторе до 4-5 кВт. Разве что в профессиональных средах задействуют модели на 7,5 кВт, а для ремонта в бытовых условиях можно ограничиться аппаратом на 3 кВт. Другой вопрос – как правильно выбрать сварочный полуавтомат для кузовных работ по силе тока? В данном случае следует сопоставлять рабочий показатель с конкретными задачами. Сила тока варьируется от 55 до 160 А. Модели до 100 А подходят для сварки участков кузова толщиной до 3 мм. Но если планируется выполнение сложных стыковых узлов толщиной порядка 8-10 мм, то минимальный показатель по этой характеристике должен составлять 140 А. На возможности сварки материалов с разными размерными параметрами влияет и диаметр проволоки. Он варьируется от 0,6 до 1 мм в среднем и по мере увеличения толщины расширяются возможности по сварке массивных элементов конструкции.
Что еще учесть в выборе?

Особое внимание следует обращать на функциональные компоненты – горелку и проволоку. Сварочная горелка предназначена для подачи газа, формирующего защитную зону. В этой части следует учитывать защищенность устройства от повышенных температур, брызг расплава и физических ударов. Некоторые аппараты комплектуются специальным пистолетом для подачи газа. Это решение удобно широкими возможностями направления, но одна из рук будет занята, что тоже не всегда допустимо. Не менее важно определиться и с характеристиками проволоки, с которой будет работать сварочный полуавтомат для кузовных работ. Какую выбрать? Расходники со сплошным сечением изготавливаются из алюминия, меди и стали. Они хороши минимальными выбросами расплава, стабильностью горения и относительно высоким качеством шва. Порошковая проволока скорее будет уместна для работ в особых условиях мастерской, когда нужно выполнить ремонт на специальных основах высокоуглеродистых сплавов.
Подготовка к работе
Перед началом ремонтных мероприятий следует проверить аппарат на работоспособность, а электросеть – на соответствие нагрузке. Как уже отмечалось, большинство полуавтоматов работают от 220 В с допуском небольшого отклонения. Сеть должна обеспечивать стабильные характеристики тока, после проверки которых можно подключать оборудование. Инверторный сварочный полуавтомат для кузовных работ в этом отношении наиболее надежен и способен работать даже в просаженных цепях, но и он будет неэффективен, если уровень напряжения находится ниже 150 В. И, независимо от типа оборудования, после подключения следует оценить качество его функционирования – рабочий процесс не должен сопровождаться вибрациями, треском и выпуском дыма до начала сварки.
Подключение газового баллона

Сразу надо отметить, что подобные ремонтные операции рекомендуется выполнять именно в защитной среде. Использовать сварочный полуавтомат для кузовных работ без газа допускается только в редких случаях, когда нужно реализовать небольшие соединения, скорректировать стыки и т. д. В таких ситуациях используется проволока с горелкой, имеющей средние рабочие показатели.
В остальных случаях не обойтись без монтажа редуктора от баллона с углекислым газом. Сам редуктор подключается к емкости гайкой с подходящим типоразмером. Чтобы исключить риск утечки, в комбинации с крепежной фурнитурой следует использовать и прокладку. Затем можно вводить в созданную инфраструктуру и сварочный полуавтомат для кузовных работ. Своими руками не составит труда соединить редуктор и аппарат с помощью специального шланга подачи газа. Подключение чаще всего осуществляется через штуцер, который дополнительно следует зафиксировать хомутами.
Регулировочные мероприятия
Первым делом регулируется напряжение. Его настройку выполняют посредством пластиковой гайки, установленной на катушке аппарата. Затем можно перейти к регулировке силы ролика, прижимающего проволоку к устройству подачи. В этой части главное, чтобы расходник проходил в канал шланга подводки даже при условии наличия прогибов. На заключительной стадии следует настроить полуавтомат сварочный для кузовных работ по объему подачи газа. Расход регулируется посредством вентиля, установленного на баллоне. Оптимальное его положение – поворот на 1-2 оборота.
Отзывы о производителях оборудования

Универсальным решением для бытового применения может стать «Энкор-140». Владельцы аппарата подчеркивают его эффективность в работе с инертными и активными газами, плавность регулировок и возможность обслуживанию низкоуглеродистых и нержавеющих сплавов. Если нужен полуавтомат сварочный для кузовных работ на открытом воздухе без применения защитного газа, то выбирать стоит Fubag TSMIG 180. Это мощное оборудование, которое и в мастерской, и в частном гараже проявляет себя с лучших сторон как в показателях качества шва, так и в скорости выполнения операции. Хорошие отзывы также получает комбинированный аппарат Blue Weld 152 и модель STURM AW97PA14, которую, в частности, хвалят за стабильность рабочего процесса даже в условиях резкого падения напряжения в сети.
Отзывы о полуавтоматической сварке кузова
Конечно, перед выбором конкретной модели будет нелишним убедиться, что данная технология ремонта в принципе годится для исправления дефектов автомобильного кузова. Мастера, которые используют данный подход, отмечают высокое качество результата. Подручными средствами добиться столь же надежного, плотного и внешне аккуратного стыка практически невозможно. Но обратной стороной такого ремонта будет сложность применения сварочного полуавтомат для кузовных работ. Отзывы подчеркивают, что контроль за техникой выполнения операции, постоянное управление характеристиками защитной среды и выдержка оптимальной длительности сеанса требуют наличия специальных навыков у исполнителя.
Заключение

Данное оборудование все же нельзя назвать самым сложным в сегменте сварочной техники. Производители стремятся его упрощать, наделяя новыми и более эргономичными средствами управления. Какой сварочный полуавтомат выбрать для ремонта в бытовых условиях? Новичкам и просто домашним мастерам, которые нечасто сталкиваются с подобными задачами, желательно обращаться к моделям с электронным контролем. Это устройства, рабочие параметры которых можно настраивать через цифровые дисплеи. Но самое важное – это присутствие индикаторов систем защиты, которые при отклонении отдельных показателей от норматива подадут соответствующий сигнал пользователю.
www.syl.ru
Сварочное оборудование для кузовного ремонта
 Нередко во время ремонта автомобилей сварочное оборудование является просто необходимым. Каждый мастер это понимает, но до сих пор не у всех из них имеется современный сварочный аппарат (в большинстве магазинов цены кусаются и, к тому же, время от времени ползут вверх). Конечно, те, кто сталкивается с ремонтом нечасто, могут себе позволить отложить покупку сварочного аппарата и продолжать работать обычными, давно устаревшими моделями. Но что же делать тем, для кого ремонт — это средство заработка?..
Нередко во время ремонта автомобилей сварочное оборудование является просто необходимым. Каждый мастер это понимает, но до сих пор не у всех из них имеется современный сварочный аппарат (в большинстве магазинов цены кусаются и, к тому же, время от времени ползут вверх). Конечно, те, кто сталкивается с ремонтом нечасто, могут себе позволить отложить покупку сварочного аппарата и продолжать работать обычными, давно устаревшими моделями. Но что же делать тем, для кого ремонт — это средство заработка?..
Полезные товары для проведения сварки
В продаже сегодня имеется достаточно широкий выбор инверторов для аргоновой сварки, плазменной резки, полуавтоматов и так далее. Предложенные модели в каталоге могут подойти как для бытовых нужд, так и для профессионального ремонта автомобилей. Также можно обратить внимание на:
- сварочные электроды;
- проволока для полуавтомата;
- газовые баллоны;
- сварочные маски;
- фильтры;
- спецодежду;
- расходные материалы.
Если работы много, то лучше скупится в магазине оптом, ведь так будет существенно дешевле. При этом лучше выбирать те модели аппаратов, у которых дольше гарантия. А если сварка будет использоваться изредка, то можно обойтись одним полуавтоматом, поскольку с его помощью можно решить большинство задач.
Хорошее сварочное оборудование обеспечивает высокое качество ремонта. Безусловно, через несколько лет устареет даже самый современный и функциональный аппарат. Но всегда можно продать сварку б/у в тот момент, когда она еще будет актуальной, затем, немного добавить и купить самую новую модель. Для таких сделок подходят только дорогие и средние по цене сварочные аппараты, поскольку дешевые быстро обесцениваются.
Виды сварочных аппаратов
На рынке спецоборудования сегодня присутствуют сварочные аппараты, выполняющие самые разные задачи. Для кузовных работ лучше всего подходят качественные инверторные полуавтоматы с возможностью подключения газового шланга. Инертный газ позволяет сваривать алюминий и его сплавы.

Универсальные инверторы обладают широкими возможностями. Они варят практически все металлы, включая цветные. В таких аппаратах реализована автоматическая подача проволоки, но также есть и возможностью работать электродами с покрытием.
Современные полуавтоматические сварки выпускаются в инверторном варианте. Инвертор на несколько порядков легче и меньше обычного трансформатора, применяемого в сварочных аппаратах. Благодаря этому размеры полуавтоматических сварок стали в несколько раз меньше.
На заметку
Профессиональные полуавтоматы чаще всего сделаны стационарными, но и они достаточно компактны. В то же время есть портативные аппараты, которые можно носить на плече, как сумку. Весят они от 3,5 до 7 кг.
На рынке присутствуют сварочные аппараты разных классов. Самые дорогие сварки являются самыми качественными и многофункциональными. Их можно порекомендовать для профессионального использования. Нижний ценовой сегмент подходит в основном для бытовых нужд, а для кузовного ремонта самые дешевые аппараты лучше не покупать.
У дешевых инверторных сварок масса недостатков. Они могут быстро выйти из строя, при этом ремонт часто экономически невыгоден. Кроме того, с дешевыми сварками сложно работать, так как они не дают качественный шов. Расплавленный металл разбрызгивается по сторонам и добавляет мастеру работы.
Если кузовным ремонтом заниматься от случая к случаю, то рекомендуется приобрести сварочный аппарат из средней ценовой категории. Это может быть стационарная или портативна сварка. Выбор в данном случае будет зависеть от наличия свободного места в гараже или мастерской.
Где купить сварочное оборудование?
В любом городе существуют магазины электроинструмента. Там можно найти инверторные сварки на любой вкус. Если необходимой модели нет в наличие, то ее можно заказать. Есть в таких магазинах и широкий выбор сопутствующих товаров и расходников. Приобретая сварку в магазине, покупатель получает гарантийный талон и в случае чего может обратиться к продавцу для устранения неисправностей по гарантии.

В интернет-магазинах аппараты, а также расходные материалы и аксессуары, стоят немного дешевле. Но если покупать на сайте с неизвестной репутацией, то есть риск получить некачественный товар и несуществующую гарантию. Тем не менее, не стоит сразу отказываться от поиска нужного аппарата в Интернете, поскольку существует достаточно много серьезных сайтов, имеющих хорошие отзывы.
Сварочный аппарат можно приобрести не новый, а бывший в употреблении. Он обойдется на 30-50% дешевле, чем в магазине. Однако никто не знает остаточный ресурс того или иного аппарата б/у. То есть мы покупаем, по сути, кота в мешке.
На заметку
Инверторные сварки дороги в ремонте, поскольку чаще всего у них перегорают мощные транзисторы. Эти детали не только имеют высокую стоимость, но и являются достаточно дефицитными. Если гарантия на аппарат истекла, то на него можно рассчитывать до первой серьезной поломки.
В заключение несколько слов о совместимости сварочных аппаратов с внутренними электросетями. Средняя потребляемая мощность инверторных сварок составляет около 5 кВт. Слабая проводка может не выдержать нагрузки, возникающей при работе сварочного аппарата. Следует проверить в электрощитке наличие исправных автоматических выключателей, а также убедиться, что сечение проводов соответствует нагрузке.
Интересное видео: инверторная полуавтоматическая сварка
Читайте также:
sam-avtomalyar.ru
Как выбрать сварочный полуавтомат для гаражной работы и автосервиса
Для качественного выполнения кузовных работ в автомобиле требуется как минимум две составляющие. Речь идет о профессионализме и опыте работ мастера и качественном сварочном оборудовании.- Содержимое:
- Какой полуавтомат подойдет для сварки авто, на 220В или 380В
- Какой сварочный полуавтомат выбрать для автосервиса
- Требования к аппарату для сварки автомобиля полуавтоматом

Какой полуавтомат подойдет для сварки авто, на 220В или 380В
Все зависит от того, какое напряжение подведено к автосервису или гаражу, а также для каких целей будет использоваться сварочный полуавтомат. У каждого варианта подключения есть свои определенные характеристики:- 220В - это напряжение в основном используют бытовые сварочные полуавтоматы с небольшой производительностью. В большинстве случаев аппараты используют исключительно для ремонта кузовной части личного автомобиля. В производственных целях эксплуатация сварочных аппаратов с подключением к 220В не рекомендуется.
- 380В - трехфазные аппараты разгружают все фазы сети, равномерно распределяя напряжение. В результате исключаются перекосы и токовая нагрузка. Процесс сварки с помощью трехфазного оборудования проходит более гладко, в результате образуется качественный и прочный шов. Сварочное оборудование для работы по ремонту автомобильного кузова работающее от 380В рассчитано на длительную эксплуатацию.
Сварочный полуавтомат для кузовных работ промышленного типа предназначен для выполнения большого объема задач, имеет лучшие технические характеристики и может эксплуатироваться более длительное время без перегрева.
Какой сварочный полуавтомат выбрать для автосервиса
Сварочный полуавтомат для гаража или автосервиса, который планируют использовать в промышленных целях должен соответствовать ряду требований в основном связанных с техническими параметрами и производительностью. К ним относится:- Коэффициент MIG/MAG. Аббревиатура MIG буквально переводится как инертный газ для металла. В таком случае защитное облако создает смесь аргона и углекислого газа в соотношении 80 на 20 %. Хотя этот вариант требует определенных материальных затрат в результате получается достичь качественного ровного шва без брызг, что невозможно при использовании чистого углекислого и других активных газов.
 Основное назначение - для производственных работ используется сварка кузовного металла автомобиля полуавтоматом промышленного типа. Обычная бытовая установка быстро выйдет из строя уже спустя короткое время после начала эксплуатации. Следует выбирать подходящую модель из линейки ведущих европейских производителей. Хорошо зарекомендовали себя немецкие и итальянские установки. Промышленное оборудование работает исключительно от трехфазного напряжения.
Основное назначение - для производственных работ используется сварка кузовного металла автомобиля полуавтоматом промышленного типа. Обычная бытовая установка быстро выйдет из строя уже спустя короткое время после начала эксплуатации. Следует выбирать подходящую модель из линейки ведущих европейских производителей. Хорошо зарекомендовали себя немецкие и итальянские установки. Промышленное оборудование работает исключительно от трехфазного напряжения.- Продолжительность включения - этот коэффициент, который в инструкции по эксплуатации обозначается, как ПВ существенно влияет на производительность выбираемой модели. Обычно ПВ указывается в процентах. Что они обозначают? Временные отрезки работы принято считать в промежутках 10 мин. Следовательно, сварка кузовных деталей машины полуавтоматическим аппаратом с ПВ 60% будет длиться 6 минут, а четыре аппарату будет необходимо отдыхать.
- Мощность - еще один важный критерий выбора. Обычно указывается номинальный сварочный ток. Этот коэффициент указывается в амперах. Для сварки автомобиля нужен полуавтомат мощностью 160-200А и ПВ-60%. Однако если планируется использование питающих кабелей с длиной более 15 м, как правило, необходимо еще прибавить к мощности запас от 30 до 50%.
- Механизм подачи проволоки - существует как механический, так и электронный приводной механизм. Первый равномерно подает проволоку на сопло, второй реагирует на колебания напряжения и при увеличенной нагрузке увеличивает скорость подачи.
Качественное оборудование промышленного типа от европейских производителей будет стоить приблизительно на 50% дороже, чем такой же аналог отечественного производства. Но качество и производительность установки полностью оправдает вложенные средства.
Требования к аппарату для сварки автомобиля полуавтоматом
Выбор сварочного полуавтомата для кузовных работ в автосервисе выполняется с учетом существующих потребностей в обработке тех или иных деталей автомобиля. Наиболее практичной является модель с большим диапазоном регулируемых мощностей. Сварочный гаражный полуавтомат должен быть в состоянии обеспечить высокий уровень сварки как для тонких металлов 0,7-0,8 мм, так и для толстых 4 мм и выше. Универсальность полуавтомата является важнейшим критерием выбора.
Сварочный гаражный полуавтомат должен быть в состоянии обеспечить высокий уровень сварки как для тонких металлов 0,7-0,8 мм, так и для толстых 4 мм и выше. Универсальность полуавтомата является важнейшим критерием выбора.
Полуавтоматический сварочный аппарат для кузовных работ для СТО и автосервиса должен иметь высокий запас мощности. Большим запасом мощности обладают трехфазные модели оборудования, поэтому при выборе следует в первую очередь обращать внимание именно на них.
Если планируется использовать генератор для подачи напряжения, следует выбирать установку, в которой есть специальный блок позволяющий преобразовывать и адаптировать поступающее напряжение для выполнения сварных работ.
Даже самый опытный мастер не сможет выполнить сварные работы качественно при отсутствии надежного полуавтомата. Оптимальным вариантом для автосервиса будет промышленное оборудование европейских производителей.
stroy-plys.ru
Сварочные полуавтоматы для кузовных работ

Компактная и универсальная модель TRITON ALUMIG 250P Dpulse Synergic – профессиональный сварочный аппарат для полуавтоматической сварки алюминия,цветных металлов и сплавов на их основе, легированных и углеродистых сталей в среде защитных газов (MIG/MAG).
Читать полностьюДобавить к сравнению

Мобильный и компактный инвертор MT-250 – легкий и мощный источник для высококачественной MIG и TIG, MMA сварки с отличными техническими параметрами и солидным запасом мощности.
Читать полностьюДобавить к сравнению

Мобильный универсальный полуавтомат AURORA PRO SPEEDWAY 300 сочетает в себе передовые технологии, отличную производительность, обеспечивая высокие сварочные параметры.
Читать полностьюДобавить к сравнению

Компания СВАРОГ представляет эксклюзивную линейку немецкого сварочного оборудования компании ELKRAFT Technik GmbH, произведенного на заводе SHENZHEN JASIC TECHNOLOGY специально для европейского рынка.
Читать полностьюДобавить к сравнению

Многофункциональный современный инвертор MIG 2500 (J92) + ММА с элементной базой на IGBT транзисторах гарантирует высокоэффективную полуавтоматическую MIG/MAG сварку в среде инертного или активного газа. Возможность смены полярности позволяет выполнять FCAW-сварку порошковой проволокой, а дополнительный режим ММА станет незаменим для соединения изделий из черных металлов.
Читать полностьюДобавить к сравнению

Устройство может успешно применяться для механизированной сварки в среде защитных активных или инертных газов. Имеется функция автокомпенсации напряжения в пределах 15 процентов. Мощные инверторные модули обеспечивают высокий коэффициент полезного действия в любых условиях эксплуатации.
Читать полностьюДобавить к сравнению

Современный инвертор для промышленной MIG/MAG сварки ARCTIC MIG 250 Y (J04) предназначен для использования на производственных участках с расширенным диапазоном эксплуатации. При этом доступна сварка разными типами проволоки: без покрытия, сплошные омедненные или порошковые.
Читать полностьюДобавить к сравнению

Мощный и мобильный промышленный сварочный аппарат TECH MIG 3500 (N222) с питанием от сети 380 В позволяет выполнять профессиональную сварку в среде защитных газов MIG/MAG, высококачественную FCAW-сварку порошковой проволокой, а также производительную ручную дуговую ММА-сварку.
Читать полностьюДобавить к сравнению

Компактный и мощный инвертор MIG 250 (J46) + ММА для механизированной сварки MIG/MAG отличается функциональностью и универсальностью. Современные IGBT транзисторы, контроль заданных параметров по ОС, встроенный цифровой блок стабилизации гарантируют идеальные сварочные характеристики во всем диапазоне сварки.
Читать полностьюДобавить к сравнению

Компактная и универсальная модель TRITON ALUMIG 250P Dpulse Synergic 380v – профессиональный сварочный аппарат для полуавтоматической сварки алюминия,цветных металлов и сплавов на их основе, легированных и углеродистых сталей в среде защитных газов (MIG/MAG).
Читать полностьюДобавить к сравнению

Инвертор MIG 500 DSP (J06) + WF23A — один из самых мощных полуавтоматов для профессиональной MIG/MAG и FCAW-сварки в линейке компании «Сварог». Сенсорная панель управления с прямым доступом к основным режимам и параметрам сварки обеспечивает быструю и комфортную настройка аппарата.
Читать полностьюДобавить к сравнению

Декомпактный сварочный аппарат MIG 250 F (J33) + WF21 — промышленный современный инвертор для интенсивной и качественной MIG/MAG сварки в газовой защитной среде с питанием от трехфазной сети 380 В. Смена полярности позволяет выполнять FCAW-сварку с использованием порошковой проволоки.
Читать полностьюДобавить к сравнению

Модернизированная модель сварочного инвертора MIG 250 Y(J04-M) + ММА применяется для промышленной MIG/MAG сварки с автоматической подачей присадочного материала. Аппарат позволяет использовать все типы сварочных проволок, в том числе и порошковую для FCAW сварки.
Читать полностьюДобавить к сравнению

Многофункциональный инвертор MIG 3500 (J93) + TIG/MMA — профессиональный сварочный аппарат, с помощью которого можно выполнять механизированную сварку FCAW и MIG/MG, аргонодуговую TIG и ручную дуговую MMA-сварку.
Читать полностьюДобавить к сравнению

Удобный переносной сварочный аппарат, который подходит как для полуавтоматической, так и для ручной дуговой сварки. Имеется возможность отрегулировать под свои потребности скорость подачи проволоки, рабочее напряжение и сварочный ток. Предусмотрена ручка для комфортного перемещения устройства.
Читать полностьюДобавить к сравнению

Профессиональный инверторный аппарат AURORA SKYWAY 330 SYNERGIC с синергетическим алгоритмом управления применяется для полуавтоматической сварки в режиме MIG/MAG при прямой и обратной полярности. Используемые IGBT-модули в основе инверторной схемы в комплексе с передовыми технологиями 2Т/4Т, современным роликовым приводом обеспечивают уверенный розжиг дуги, сниженное образование сварочных брызг, глубокий плотный провар и высокий КПД.
Читать полностьюДобавить к сравнению

SKYWAY 350 DUAL PULSE – 3-х фазный синергетический инвертор для полуавтоматической сварки в среде инертного/активного защитного газа MIG-MAG, для ручной дуговой сварки штучным электродом MMA, а так же для аргонодуговой сварки в режиме TIG DC.
Читать полностьюДобавить к сравнению

Декомпактный промышленный инвертор TECH MIG 5000 (N221) — профессиональный сварочный аппарат для интенсивной эксплуатации в полуавтоматическом режиме MIG/MAG сварки в среде защитных газов и их смесях, в режиме FCAW без подачи газа и в ММА-режиме.
Читать полностьюДобавить к сравнению

Новинка 2016 года от компании Сварог. Сварочный аппарат с пульсом Сварог TECH MIG 350 P N316 - это промышленное оборудование высочайшего класса. Аппарат может сваривать металлы в режиме полуавтоматической сварки и в режиме ручной дуговой сварки.
Читать полностьюДобавить к сравнению

Добавить к сравнению

Мобильный инвертор для высокоэффективной MIG/MAG сварки с автоматическим подающим приводом отличается компактными габаритами и широким диапазоном свариваемых металлов. Механизированная сварка FCAW порошковой проволокой и дополнительный режим ММА-сварки обеспечивают универсальность и эффективность аппарата.
Читать полностьюДобавить к сравнению

Двухкорпусный профессиональный инвертор MIG 350 (J1601) + WF23A для механизированной сварки в среде инертного MIG или активного MAG газа построен на современных мощных биполярных транзисторах. Сварка FCAW при обратной полярности позволяет использовать порошковые проволоки.
Читать полностьюДобавить к сравнению

Серия ULTIMATE - это максимально производительные инверторные источники для полуавтоматической сварки MIG/MAG, а также для полноценной сварки MMA во всем диапазоне. Исполнение "декомпакт" с мощным 4-х роликовым выносным подающим механизмом.
Читать полностьюДобавить к сравнению
Серия ULTIMATE - это максимально производительные инверторные источники для полуавтоматической сварки MIG/MAG, а также для полноценной сварки MMA во всем диапазоне. Исполнение "декомпакт" с 4-х роликовым выносным подающим механизмом.
Читать полностьюДобавить к сравнению
Серия ULTIMATE - это максимально производительные инверторные источники для полуавтоматической сварки MIG/MAG, а также для полноценной сварки MMA во всем диапазоне. Исполнение "декомпакт" с 4-х роликовым выносным подающим механизмом.
Читать полностьюДобавить к сравнению

Высокая мощность устройства дает возможность справляться с соединением металлов любой толщины. Проволока автоматические подается к месту ведения работ, достаточно лишь настроить скорость ее подачи. Поставляется аппарат на колесной платформе для удобства транспортировки и со всеми необходимыми аксессуарами.
Читать полностьюДобавить к сравнению

Промышленный импульсный инверторный полуавтомат с максимальным током сварки 500 А.
Читать полностьюДобавить к сравнению

Устройство подключается к трехфазной сети, может использоваться для полуавтоматической сварки алюминия и нержавеющей стали. Благодаря инверторным технологиям аппарат легко переносит незначительные перепады напряжения. Для удобства работы с металлами различной толщины предусмотрена ступенчатая регулировка сварочного тока.
Читать полностьюДобавить к сравнению

Самый мощный в серии INMIG трехфазный полуавтомат с воздушным охлаждением горелки.
Читать полностьюДобавить к сравнению

Трехфазный аппарат, предназначенный для полуавтоматической сварки как в среде защитных газов, так и специальной самозащитной проволокой. Благодаря ступенчатой регулировке тока можно легко настроить устройство для работы с металлами любой толщины. Индикация параметров дает возможность постоянно контролировать их в режиме реального времени.
Читать полностьюДобавить к сравнению

Сварочный полуавтомат KEMPPI Kempact 323R предназначенный для современных сварочных цехов, обладает стильным и практичным дизайном. Высокое качество изготовления, а также функциональные преимущества повышают продуктивность, точность и эффективность сварочных операций.
Читать полностьюДобавить к сравнению

Трехфазный инверторный сварочный полуавтомат Fubag INMIG 315 T для сварки методом MIG/MAG.
Читать полностьюДобавить к сравнению

Сварочные аппараты серии INVERMIG COMPACT позволяют проводить следующие виды работ: Полуавтоматическую сварку сплошной проволокой диаметром 0,8 / 1,0 / 1,2 в среде защит¬ного газа MIG / MAG и порошковой проволокой без использования защитного газа. Ручную дуговую сварку на постоянном токе штучным электродом с рутиловым и основным покрытием диаметром 1,6–5,0 мм.
Читать полностьюДобавить к сравнению
Добавить к сравнению

Все параметры сварки отображаются на цифровом дисплее данного аппарата. Кроме того, он оснащается микропроцессорным синергическим управлением с 17 предустановленными программами. Имеется возможность использовать устройство для MIG MAG, MMA и TIG-сварки, что значительно расширяет сферу его применения.
Читать полностьюДобавить к сравнению
Полуавтомат КЕДР MIG-500GF предназначен для полуавтоматической сварки MIG/MAG, а также для полноценной сварки MMA во всем диапазоне. Исполнение "декомпакт" с мощным 4-х роликовым выносным подающим механизмом.
Читать полностьюДобавить к сравнению

Надежный трехфазный полуавтомат с воздушным охлаждением горелки отлично подходит для продолжительных сварочных работ.
Читать полностьюДобавить к сравнению

Аппарат этой модели широко используется в бытовых условиях. Может быть подключен как к сети с напряжением 220 В. Принудительное охлаждение и встроенная термозащита способствуют продолжительной работе аппарата.
Читать полностьюДобавить к сравнению

Устройство одинаково успешно справляется как с непрерывной, так и с точечной сваркой металлов. Встроенный вентилятор, включающийся только при необходимости, позволяет, во-первых, снизить опасность перегрева оборудования, а во-вторых, исключить попадание в корпус пыли и влаги.
Читать полностьюДобавить к сравнению

Добавить к сравнению

Сварочный полуавтомат KEMPPI FASTMIG M 420 — это сочетание модульной конструкции, простоты использования и широкого круга областей применения. Эти сварочные аппараты отличаются высочайшими характеристиками рабочего цикла, компактным корпусом и малой массой, что способствует повышению производительности и мобильности на сварочной площадке.
Читать полностьюДобавить к сравнению

Промышленный сварочный полуавтомат BLUEWELD MEGAMIG 400S применяется для профессиональной MIG/MAG-сварки и сварки FCAW порошковой проволокой.
Читать полностьюДобавить к сравнению

Сварочный полуавтомат QUATTRO ELEMENTI (Ergus) Digi MIG 235 - являются уникальными в своем использовании и представляют собой профессиональные агрегаты, также и бытовые.
Читать полностьюДобавить к сравнению

Инверторный сварочный полуавтомат Fubag INMIG 250 T предназначен для MIG/MAG сварки.
Читать полностьюДобавить к сравнению

Сварочный полуавтомат KEMPPI Kempact 323A предназначенный для современных сварочных цехов, обладает стильным и практичным дизайном. Высокое качество изготовления, а также функциональные преимущества повышают продуктивность, точность и эффективность сварочных операций.
Читать полностьюДобавить к сравнению

Galaxy 330 Wave - новое поколение сварочных инверторных полуавтоматов с непрерывным и импульсным режимами работы с синергическим управлением.
Читать полностьюДобавить к сравнению

Мощный профессиональный трехфазный сварочный полуавтомат Fubag TS-MIG 300 PRO для сварки проволокой сплошного сечения в среде защитного газа.
Читать полностьюДобавить к сравнению
Оптимальные вольт-амперные характеристики инвертора гарантируют идеальные сварочные свойства как в режиме полуавтоматической сварки, так и в режиме ручной дуговой сварки.
Читать полностьюДобавить к сравнению

Полуавтомат сварочный универсальный для однофазной сети питания предназначен для дуговой полуавтоматической сварки стальных конструкций плавящимся электродом – стальной сварочной проволокой в среде защитного газа, а также самозащитной или активированной порошковой проволокой тех же диаметров.
Читать полностьюДобавить к сравнению

Добавить к сравнению
www.welding-russia.ru