Маркировка поршней ваз 21213
Поршень двигателя ВАЗ 21213 (82.0; 82.4 и 82.8) А, С и Е с пальцами 4шт. Купить по цене 1299 р.
Уважаемые покупатели, во избежание ошибок при отправке комплекта поршней с пальцами, в строке "Комментарий" указывайте модель и год выпуска вашего автомобиля, наружный диаметр поршня и класс.
Много неприятных мыслей доставляют водителю клубы сизого дыма, вырывающиеся из выхлопной трубы. Это чаще всего указывает на неприятный, однако, неизбежный момент в жизни автомобиля – ремонт двигателя.
Когда автомобиль прошел примерно 150 тысяч километров возникает заметный износ поршневой группы.
Шатунно поршневая группа - шатун, поршень с кольцами, вкладыши скольжения шатунные или коренные является наиболее важной составляющей в двигателе. При несоответствующем техническом состоянии данных элементов в двигателе наблюдается: пониженная компрессия, возможность заклинивания.
Поршень – одна из важнейших деталей двигателя внутреннего сгорания. Он передает энергию сгорания топлива через палец и шатун коленчатому валу. Он вместе с кольцами уплотняет цилиндр от попадания продуктов сгорания в картер. Во время работы на поршень действуют высокие механические и тепловые нагрузки. Алюминиевый литой. Канавки под поршневые кольца располагаются на боковой поверхности головки поршня. Обычно их три: две под компрессионные и одна под масленое кольцо. При изготовлении строго выдерживается масса поршней.
Поршневой палец – стальной полый, плавающего типа, т.е. свободно вращается в бобышках поршня и втулке шатуна. В отверстии поршня палец фиксируется двумя пружинными стопорными кольцами.
Поршневые кольца изготовлены из чугуна. Верхнее компрессионное кольцо – с хромированной бочкообразной наружной поверхностью. Нижнее компрессионное кольцо скребкового типа. Маслосъемное кольцо – с хромированными рабочими кромками и с разжимной витой пружиной.
Шатун – стальной, кованый. Шатун обрабатывается вместе с крышкой и поэтому они в отдельности невзаимозаменяемы. Чтобы при сборке не перепутать крышки и шатуны, на них клеймится номер цилиндра, в который они устанавливаются. В верхнюю головку шатуна запрессована сталебронзовая втулка. По диаметру отверстия этой втулки шатуны подразделяются на три класса через 0,004 мм (так же, как и поршни). Номер 5 класса клеймится на крышке шатуна.

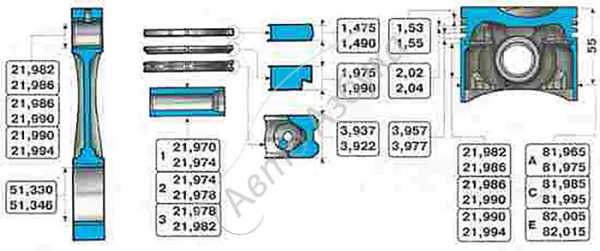
1 – стрелка для ориентирования поршня в цилиндре; 2 – ремонтный размер; 3 – класс поршня;4 – класс отверстия для поршневого пальца; 5 – классы шатуна по массе и по отверстию в верхней головке; 6 – номер цилиндра.
По наружному диаметру поршни разбиты на пять классов (А, В, С, D, Е) через 0,01мм (измеряется в плоскости, перпендикулярной поршневому пальцу, на расстоянии 55 мм от днища поршня).
| Класс поршня по наружному диаметру | A | B | C | D | E |
| Диаметр поршня 82.0 (мм) | 81,965-81,975 | 81,975-81,985 | 81,985-81,995 | 81,995-82,005 | 82,005-82,015 |
| Диаметр поршня 82.4 (мм) | 82,365-82,375 | 82,375-82,385 | 82,385-82,395 | 82,395-82,405 | 82,405-82,415 |
| Диаметр поршня 82.8 (мм) | 82,765-82,775 | 82,775-82,785 | 82,785-82,795 | 82,795-82,805 | 82,805-82,815 |
В запасные части автомобиля завод поставляет поршни класса А, С и Е, что вполне достаточно для подбора.
Главное при подборе поршня – обеспечить необходимый монтажный зазор между поршнем и цилиндром, который определяется промером цилиндра и поршня.
При подборе новых поршней к изношенному цилиндру зазор между юбкой поршня и зеркалом гильзы следует проверять в нижней, наименее изношенной части цилиндра. Нельзя допускать уменьшения зазора в этой части цилиндра до значения менее 0,02 мм.
В конструкции поршня ВАЗ 21213 применяется свободная посадка поршневого пальца. Зазор в отверстии головки шатуна и в отверстиях в поршне обеспечивает свободное вращение пальца. В осевом направлении палец фиксируется стопорными кольцами. Для этого в поршне, в отверстиях под палец, предусмотрены установочные канавки для стопорных колец. На внешней стороне отверстий под поршневой палец, в верхней части, имеются небольшие углубления, которые облегчают установку и снятие стопорных колец. Кроме того, они способствуют доступу масла в зону контакта.
Такая конструкция упрощает процесс сборки и обеспечивает равномерный износ трущихся поверхностей, увеличивая ресурс деталей. Классы диаметров поршней и классы отверстий под поршневой палец принятые для модели 21083 соответствуют классам моделей 21123.
Ремонтные поршни бывают двух размеров. Поршни номинального размера не маркируются. Поршни первого ремонтного размера изготавливаются с увеличенным на 0,4 мм диаметром и имеют маркировку в виде символа «треугольник». Поршни второго ремонтного размера имеют увеличенный на 0,8 мм диаметр и маркируются символом «квадрат».
На двигателе все поршни должны быть одной группы по массе. Поршни номинальной группы обозначаются символом «Г». Поршни с увеличенной и уменьшенной массой на 5 г обозначаются «+» и «-» соответственно.
Поршневой палец предназначен для шарнирного соединения поршня с верхней головкой шатуна. Изготавливается полым (в виде толстостенной трубки). Для того чтобы пальцы надежно работали при передаче больших усилий, они изготавливаются из сталей (легированных или углеродистых).
По наружному диаметру поршневого пальцы делятся на три класса через 0,004 мм. Класс поршневого пальца маркируется краской на его торце. По диаметру отверстия под поршневой палец, поршни также делятся на три класса через 0,004 мм.
| Класс отверстия под поршневой палец | 1 | 2 | 3 |
| Диаметр отверстия под поршневой палец (мм) | 21,982-21,986 | 21,986-21,990 | 21,990-21,994 |
Поршень и соответствующий ему цилиндр должны относиться к одному классу, так же как и поршень с поршневым пальцем к одной категории.
Желательно подбирать комплект поршней с большим диаметром юбки для уменьшения зазора между поршнем и зеркалом цилиндра.
Признаки неисправности шатунно - поршневой группы:
- повысился расход бензина;
- ниже 10 кгс/см2 стала компрессия двигателя;
- увеличился расход масла. За 1000 километров пробега уровень масла уменьшился от максимальной отметки до минимальной;
- изменился цвет выхлопных газов до сизого оттенка.
Поршни меняют чаще всего вследствие износа канавки верхнего поршневого кольца и реже из-за износа юбки поршня. Поршни целесообразно заменять в те же сроки, что и поршневые кольца.
Другие артикулы товара и его аналогов в каталогах: 21213100401500.
ВАЗ 2107, ВАЗ 21213-21214i, ВАЗ 2131, ВАЗ 2123, ВАЗ 2120.
Любая поломка – это не конец света, а вполне решаемая проблема !
С интернет – Магазином AvtoAzbuka затраты на ремонт будут минимальными.
Просто СРАВНИ и УБЕДИСЬ !!!
Не забудьте поделиться со своими друзьями и знакомыми найденной информацией, т. к. она им тоже может понадобится — просто нажмите одну из кнопок социальных сетей, расположенных выше.
avtoazbuka.net
ВАЗ 21213 | Номинальные и ремонтные размеры деталей и пределы допустимых износов
впускной клапан
выпускной клапан
37,2
32,4 (32,8 для ds выпуска до сентября 1985 г.)
2,0
2,4
9,2
9,7
45
45
30
30
8,013 – 8,035
8,013 – 8,035
1,0
1,3
28,0
33,0
7,97
7,95
3,5
шлифовке не подлежит
0,5
шлифовке не подлежит
98,7 (91,0 для двигателя np)
98,5 (90,8 для двигателя np)
98,2 (90,5 для двигателя np)
98,0 (90,3 для двигателя np)
45
45
0,25 ± 0,05
0,45 ± 0,05
0,20 ± 0,05
0,40 ± 0,05
0,03
0,08
81,01
81,26
81,51
82,01
коренных
шатунных
54,0-0,022 -0,042
47,8-0,022 -0,042
53,75-0,022 -0,042
47,55-0,022 -0,042
53,5-0,022 -0,042
47,3-0,022 -0,042
53,2-0,022 -0,042
47,05-0,022 -0,042
53,96 – 53,98
47,76 – 47,79
53,71 – 53,73
47,51 – 47,53
53,46 – 53,48
47,26 – 47,29
53,21 – 53,23
47,01 – 47,03
0,03
0,07 – 0,17
0,25
0,03 – 0,08
0,17
80,98
81,23
81,48
81,98
dr 8,1
ds, np4,4
57 (54 выпуска до июля 1985 г.)
компрессионное
маслосъемное
0,3 – 0,45
0,25 – 0,5
1,0
1,0
0,02 – 0,05
–
1,05
–
0,12
0,37
0,15
0,01
26,0
25,75
132,6
0,05
0,2
0,15
впускной клапан
выпускной клапан
37,2
30,8
2,0
2,0
9,6
9,0
45
45
30
30
8,013 – 8,035
8,013 – 8,035
1,0
1,3
38,0
33,0
7,97
7,95
3,5
шлифовке не подлежит
0,5
шлифовке не подлежит
91,0
90,8
90,05
90,3
45
45
0,25 ± 0,05
0,45 ± 0,05
0,20 ± 0,05
0,40 ± 0,05
0,07
79,51
79,76
80,01
80,51
81,01 (82,51 для двиг. nf)
81,26 (82,76 для двиг. nf)
81,51 (83,01 для двиг. nf)
коренных
шатунных
57,96 – 57,98
45,96 – 45,98 (47,76 – 47,78 двигатели 2 л с июля 1983 г. остальные не турбо с июля 1984 г.)
57,71 – 57,73
45,71 – 45,73 (47,51 – 47,53 двигатели 2 л с июля 1983 г. остальные не турбо с июля 1984 г.)
57,46 – 57,48
45,46 – 45,48 (47,26 – 47,28 двигатели 2 л с июля 1983 г. остальные не турбо с июля 1984 г.)
57,21 – 57,23
45,21 – 45,23 (47,01 – 47,03 двигатели 2 л с июля 1983 г. остальные не турбо с июля 1984 г.)
0,07 – 0,18 (0,07 – 0,23 с 1984 г.)
0,25
0,16
79,48
79,73
79,98
80,48
80,98 (82,48 для двиг. nf)
81,23 (82,74 для двиг. nf)
81,48 (82,98 для двиг. nf)
0,25 – 0,5
1,0
0,02 – 0,08
0,1
0,12
0,4
0,15
132,75
automn.ru
ВАЗ 21213 | Дефектовка деталей двигателя
106. Очистите головку поршня от нагара.
107. Прочистите канавки под поршневые кольца. Это удобно делать обломком старого кольца.
108. Прочистите отверстия для стока масла подходящей по толщине проволокой.
109. Если на поршне есть задиры, следы прогара, глубокие царапины, трещины, замените поршень.
110. Проверьте зазор между кольцами и канавками на поршне. Для этого с помощью набора щупов измерьте ширину канавок в нескольких местах по окружности, а затем...
111. ...замерьте микрометром толщину колец в нескольких местах по окружности. Вычислите средние значения зазоров (разница между толщиной кольца и шириной канавки). Если хотя бы один из зазоров превышает предельно допустимый, замените поршень с кольцами.
Пояснение к операциям 110 и 111
Номинальный зазор, мм: для верхнего компрессионного кольца 0,04-0,075; нижнего компрессионного кольца 0,03-0,065; маслосъемного кольца 0,02-0,055.
Предельно допустимый зазор для всех колец - 0,15 мм.
112. Измерьте зазоры в замках колец. Это можно сделать, вставив кольцо в специальную оправку. При отсутствии оправки вставьте кольцо в цилиндр (в котором оно работало), продвиньте поршнем, как оправкой, кольцо в цилиндр, чтобы оно установилось в нем без перекосов, выньте поршень из цилиндра и...
113. ...щупом измерьте зазор в замке кольца. Номинальный зазор должен быть 0,25- 0,45 мм, предельно допустимый (вследствие износа) - 1,0 мм. Если зазор превышает предельно допустимый, замените кольцо.
114. Если зазор меньше 0,25 мм, аккуратно сточите надфилем торцы кольца.
115. Осмотрите цилиндры. Если на зеркале цилиндров есть царапины, задиры, раковины и т.п., расточите цилиндры под ремонтный размер или замените блок цилиндров. При таких дефектах глубиной более 0,8 мм блок ремонту не подлежит и его надо заменить.
116. Очистите нагар в верхней части цилиндров. Если там образовался поясок вследствие износа цилиндров, снимите его шабером. Притупите заостренные кромки на плоскости блока цилиндров шабером...
117. ...а затем мелкой шлифовальной шкуркой. Измерьте нутромером диаметр цилиндра в двух перпендикулярных плоскостях (вдоль и поперек оси блока цилиндров) и четырех поясах.
118. Измерьте диаметр поршня на расстоянии 51,5 мм от его днища в плоскости, перпендикулярной поршневому пальцу. Вычислите зазоры между поршнями и цилиндрами.
119. Осмотрите шатунные вкладыши. Если на них имеются трещины, задиры, выкрашивание, замените вкладыши. На вкладышах запрещается проводить любые подгоночные работы.
120. Если на поверхностях коленчатого вала, по которым работают сальники, имеются глубокие риски, царапины, забоины, коленчатый вал необходимо заменить.
121. Если на коренных и шатунных шейках есть незначительные задиры, риски, царапины, нужно прошлифовать их до ближайшего ремонтного размера (в специализированной мастерской). После этого...
122. ...отполируйте шейки и притупите острые кромки фасок масляных каналов абразивным конусом. Затем промойте коленчатый вал и продуйте сжатым воздухом масляные каналы. Овальность и конусность всех шеек после шлифования не должна превышать 0,005 мм. После шлифования шеек установите вкладыши ремонтных размеров.
123. Промерьте коренные и шатунные шейки коленчатого вала. Если износ или овальность шеек превышает 0,03 мм, нужно прошлифовать их до ближайшего ремонтного размера.
124. Если на рабочих поверхностях упорных полуколец имеются задиры, риски и отслоения, замените полукольца. На полукольцах запрещается проводить любые подгоночные работы.
Подбор вкладышей коленчатого вала
Номинальный диаметр шеек коленчатого вала, мм:
коренных 50,799-50,819 шатунных 47,830-47,850
Шейки коленчатого вала можно прошлифовать до одного из четырех ремонтных размеров с уменьшением номинального диаметра шеек, мм:
первого на 0,25 третьего на 0,75 второго на 0,5 четвертого на 1,00
Номинальная толщина вкладышей, мм:
коренных 1,824-1,831 шатунных 1,723-1,730
Вкладыши поставляются в запасные части также четырех ремонтных размеров, увеличенной толщины, мм:
первого на 0,25 третьего на 0,75 второго на 0,5 четвертого на 1,00
Зазоры между вкладышами и шейками коленчатого вала, мм:
для коренных подшипников: номинальный - 0,026-0,073, предельно допустимый - 0,11; для шатунных подшипников: номинальный - 0,02-0,07, предельно допустимый - 0,1.
Биение коленчатого вала должно составлять, мм:
по средней коренной шейке и посадочной поверхности под ведущую шестерню масляного насоса - не более 0,03; по посадочной поверхности под маховик - не более 0,04; по посадочной поверхности под шкивы и сальники и под шестерню привода уравновешивающих валов - не более 0,05.
Размеры полуколец, поставляемых в запчасти: номинальный - 2,31-2,36 мм и ремонтный (увеличенный на 0,127 мм) - 2,437-2,487 мм.
Осевой зазор коленчатого вала: номинальный - 0,06-0,26 мм, предельно допустимый - 0,35 мм.
125. Измерьте осевой зазор коленчатого вала. Для этого установите коленчатый вал и упорные полукольца в блок цилиндров и затяните болты крепления крышек коренных подшипников. Установите маховик. Закрепите индикатор так, чтобы его ножка опиралась на рабочую поверхность маховика (контакта с ведомым диском сцепления). Сдвиньте коленчатый вал до упора вниз (от индикатора) и установите стрелку индикатор на ноль. Сдвиньте вал в обратную сторону. Индикатор покажет значение зазора. Если зазор превышает предельно допустимый, замените упорные полукольца.
126. Осмотрите коренные вкладыши. Если на них имеются трещины, задиры, выкрашивание, замените вкладыши. На вкладышах запрещается проводить любые подгоночные работы.
127. Тщательно прочистите и промойте масляные каналы коленчатого вала. При этом...
128. ...не рекомендуется самостоятельно выпрессовывать заглушки (для этого обратитесь в специализированную мастерскую).
129. Тщательно очистите поверхности блока цилиндров от остатков старых уплотнительных прокладок. Внимательно осмотрите блок. Если обнаружите трещины, блок замените в сборе с крышками коренных подшипников.
130. Проверьте герметичность рубашки охлаждения блока цилиндров. Для этого заглушите отверстие под водяной насос (установите насос с прокладкой) и залейте Тосол А-40 в рубашку охлаждения. Если в каком-нибудь месте заметите течь, значит блок негерметичен и его надо заменить.
Неплоскостность поверхности с прилегания ведомого диска сцепления не должна превышать 0,05 мм.
Непараллельность поверхности с прилегания ведомого диска сцепления и поверхности b для крепления сцепления относительно поверхности а, прилегающей к фланцу коленчатого вала, не должна превышать 0,1 мм.
Биение маховика на поверхностях b и c не должно превышать 0,1 мм.
Для удаления глубоких рисок и задиров поверхность с маховика можно проточить, при этом слой снимаемого металла не должен превышать 1 мм. Одновременно с поверхностью с необходимо проточить поверхность b, выдерживая размер между ними 0,5+0,1 мм. При проточке выдержите параллельность поверхностей a, b и c.
Зубчатый венец на маховике не должен проворачиваться при приложении к нему крутящего момента 600 Н·м (60 кгс/м) и сдвигаться в осевом направлении при проложении к нему усилия 4000 Н (400 кгс).
131. Проверьте зазоры между вкладышами коренных подшипников и шейками коленчатого вала. Для этого измерьте диаметр шеек, а затем диаметр коренных подшипников, установив крышки с вкладышами на блок и затянув их соответствующими моментами. Вычислите зазор. Если он превышает предельно допустимый, коленчатый вал необходимо прошлифовать под следующий ремонтный размер. Эту работу рекомендуется выполнять в специализированной мастерской.
135. Замените или отремонтируйте маховик, если на поверхностях прилегания ведомого диска сцепления или...
136. ...фланца коленчатого вала имеются риски и задиры.
137. Если на поверхности прилегания ведомого диска сцепления видны цвета побежалости (маховик был перегрет), то, возможно, посадка зубчатого венца на маховике недостаточно плотная. Это можно проверить в специализированной мастерской. Маховик с ослабленной посадкой зубчатого венца необходимо заменить.
automn.ru
ВАЗ 21213 | Поршни и шатуны
Поршни и шатуны
| ОБЩИЕ СВЕДЕНИЯ |
ДВИГАТЕЛЬ ohc
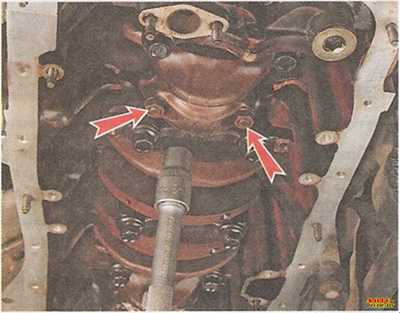
Поршни и шатуны могут быть сняты без снятия двигателя, например, для замены какого-либо поршня или шатунного подшипника. В этом случае необходимо снять головку цилиндров и поддон картера, как это описано в соответствующем разделе. Отверните болты и снимите всасывающий патрубок масляного насоса и маслоуспокоительный лист . Если требуется более значительный ремонт, двигатель необходимо снимать. Поршни и шатуны выдавливаются наверх рукояткой молотка. После этого могут быть сняты крышки и вкладыши шатунных подшипников. Перед проведением указанных работ необходимо ознакомиться с приведенными ниже указаниями, касающимися маркировок, направлений установки и других особенностей:
| ПОРЯДОК ВЫПОЛНЕНИЯ | ||||||||||||||||
|
||||||||||||||||
Кривошипно-шатунный механизм этого двигателя полностью взят с предшествующего двигателя. Поэтому в отношении этого двигателя справедливо вышеприведенное описание. ДВИГАТЕЛЬ 2.4 Л ohc
Работы проводятся аналогично вышеописанной схеме, включая маркировку днища поршней, шатунов и т.п. Стрелка или метка на днище поршня должна быть обращена вперед. Выступ на шатуне должен быть обращен назад. Поршневой палец удерживается стопорными кольцами. ДВИГАТЕЛЬ dohc
Указания, приведенные относительно двигателя ohc действительны и для двигателя dohc, если это касается снятия. Отличия имеются при разборке шатунно-поршневой группы, так как в данном случае детали группы могут быть заменены независимо друг от друга. Следует также обратить внимание на конструкцию поддона картера двигателя до конца 1997 г. выпуска и далее. Подробности описаны в соответствующем разделе.
| ПОРЯДОК ВЫПОЛНЕНИЯ | ||||||
|
||||||
Настоящие указания относятся к двигателям всех типов.
| Диаметр цилиндров измеряется микрометрическим нутромером в трех поясах и в двух направлениях (иллюстр.). Верхний и нижний пояса расположены соответственно на 10 мм ниже верхней и нижней кромки цилиндра. В общем выполняется 6 измерений для каждого цилиндра. Полученные значения следует записать и сравнить со значениями, приведенными в Спецификациях. При этом необходимо иметь в виду разницу в значениях для различных типов двигателей. |
Все детали тщательно проверьте. При наличии задиров, глубоких царапин или следов износа детали заменяются. Рассматриваемые детали подлежат следующей проверке:
| ПОРЯДОК ВЫПОЛНЕНИЯ | ||||||||||||||
|
||||||||||||||
Эта операция описывается ниже в подразделе "Проверка деталей коленчатого вала". Сборка шатунно-поршневой группы ДВИГАТЕЛЬ 2.0 Л ohc
При замене поршней все они устанавливаются одного размера.
| ПОРЯДОК ВЫПОЛНЕНИЯ | |
|
Если поршневой палец не удалось запрессовать, как описано выше с первого раза, или перепутано направление установки поршня или шатуна, шатунно-поршневая группа подлежит замене. Разумеется, такая ситуация должна быть исключена. Необходимо также иметь в виду, что все шатуны должны быть заменены в комплекте, так как они подбираются по весу только в комплекте.
ДВИГАТЕЛЬ 2.4 Л ohcВ рассматриваемом двигателе фиксация поршневого пальца производится стопорными кольцами. Поэтому сборка в данном случае выполняется так же как для двигателя dohc (смотри ниже). ДВИГАТЕЛЬ dohc
Поршень с шатуном данного двигателя легко собирается после нагрева головки шатуна. Необходимо следить за правильной ориентацией поршня и шатуна. Выступы на шатуне и крышке подшипника должны находиться на той же стороне, что и площадка у прилива для поршневого пальца.
| ПОРЯДОК ВЫПОЛНЕНИЯ | ||
|
| ПОРЯДОК ВЫПОЛНЕНИЯ | |
|
| ПОРЯДОК ВЫПОЛНЕНИЯ | ||
|
| ПОРЯДОК ВЫПОЛНЕНИЯ | |
|
| ПОРЯДОК ВЫПОЛНЕНИЯ | |
|
| ПОРЯДОК ВЫПОЛНЕНИЯ | |
|
| ПОРЯДОК ВЫПОЛНЕНИЯ | ||||||||||||||
|
||||||||||||||
| ПОРЯДОК ВЫПОЛНЕНИЯ | |
|
| ПОРЯДОК ВЫПОЛНЕНИЯ | |
|
| ПОРЯДОК ВЫПОЛНЕНИЯ | ||||||||||||||
|
||||||||||||||
Установка шатунно-поршневых групп на этом двигателе выполняется также, как на двигателе ohc 2.0 л. Расположение поршневых колец здесь также аналогично. Следуйте указаниям, действующим в отношении двигателя 2.0 л. Это относится к моменту затяжки шатунных болтов. Установка поддона картера выполнятся в соответствии с указаниями, приведенными в соответствующем разделе, т.к. эта операция имеет отличия, зависящие от года выпуска двигателя. (до и после 1997г.).
automn.ru
ВАЗ 21213 | Шатунно-поршневая группа
Поршень двигателя мод. 2106| 1, 2 и 3 – плоскости измерения профиля юбки;
4 – утрированный профиль юбки в продольном сечении (перпендикулярно оси поршневого пальца) |
По наружному диаметру поршни разбиты на пять классов (А, В, С, d, Е), а по диаметру отверстия под поршневой палец – на три категории через 0,004 мм. Класс поршня (буква) и категория отверстия под поршневой палец (цифра) клеймятся на днище поршня.
Размеры диаметра юбки в мм|
a |
78,930 – 78,940 |
|
b |
78,940 – 78,950 |
|
c |
78,950 – 78,960 |
|
d |
78,960 – 78,970 |
|
e |
78,970 – 78,980 |
Для подбора поршня к любому цилиндру поршни и цилиндры разбиты на классы с некоторым перекрытием размеров. Поэтому в запасные части поставляются поршни только классов А, С, Е. Этих классов достаточно для подбора поршней к любому цилиндру
Главное при подборе поршня – обеспечить необходимый монтажный зазор между поршнем и цилиндром, который определяется промером цилиндра и поршня.
Разность большего и меньшего диаметров юбки поршня в поперечном сечении составляет 0,4 мм.
При подборе новых поршней к изношенному цилиндру зазор между юбкой поршня и зеркалом гильзы следует проверять в нижней, наименее изношенной части цилиндра. Нельзя допускать уменьшения зазора в этой части цилиндра до значения менее 0,02 мм.
При сборке двигателя необходимо обращать внимание на метки на поршнях: буква П или стрелка, показывающая правильное положение поршня в цилиндре, должны быть обращены к передней части двигателя.
При текущем ремонте в частично изношенные цилиндры, как правило, устанавливают поршни того же размера (нормального или ремонтного), какой имели поршни, работавшие ранее в данном двигателе. Однако желательно подобрать комплект поршней с большим диаметром юбки для уменьшения зазора между поршнем и зеркалом цилиндра.
Поршни меняют чаще всего вследствие износа канавки верхнего поршневого кольца и реже из-за износа юбки поршня.
Поршни целесообразно заменять в те же сроки, что и поршневые кольца.
В запасные части поршни поставляют как номинального, так и ремонтных размеров, с увеличенным диаметром юбки.
Номера ремонтных поршней и величина увеличения диаметра юбки
|
Номер поршня |
Увеличение диаметра |
|
21011-1004015-21 |
+0,4 мм |
|
21011-1004015-22 |
+0,4 мм |
На ремонтных поршнях двигателя мод. 2106 на днище выбиты наибольший диаметр юбки поршня, округленный до 0,01 мм, и его масса.
automn.ru
ВАЗ 21213 | Подбор поршня к гильзе цилиндров
Поршень и соответствующая ему гильза должны относиться к одной размерной группе (иметь один и тот же буквенный индекс).
По наружному диаметру поршни разбиты на пять размерных групп (А, Б, В, Г, Д) через 0,01 мм.
|
Группа |
Цветовой индекс |
Диаметр гильзы, мм | |
|
мод. 331 |
мод. 3317 и 3313 | ||
|
А |
Зеленый |
81,95 – 81,94 |
84,95 – 84,94 |
|
Б |
Желтый |
81,96 – 81,95 |
84,96 – 84,95 |
|
В |
Красный |
81,97 – 81,96 |
84,97 – 84,96 |
|
Г |
Синий |
81,98 – 81,97 |
84,98 – 84,97 |
|
Д |
Черный |
81,99 – 81,98 |
84,99 – 84,98 |
Буквенная маркировка наносится на поверхности днища поршня.
Главное при подборе поршня – обеспечить необходимый монтажный зазор между поршнем и гильзой.
При подборе новых поршней к изношенному цилиндру зазор между юбкой поршня и зеркалом гильзы следует проверять в нижней, наименее изношенной части цилиндра. Нельзя допускать уменьшения зазора в этой части цилиндра до значения менее 0,02 мм. По массе поршни одного двигателя не должны отличаться друг от друга более чем на 3 г. Поршни сортируются на предприятии-изготовителе по массе на четыре весовые группы, маркировку которых (1, 2, 3, 4) наносят на днище поршня. Все поршни, установленные на один двигатель, должны относиться к одной весовой группе.
После того как подбор поршней к гильзам закончен, следует подобрать поршневые пальцы к поршням и втулкам малых головок шатунов.
Посадка поршневого пальца в бобышках поршня может быть в пределах от 0,0025 мм натяга до 0,0025 мм зазора. Зазор между поршневым пальцем и отверстием втулки головки шатуна должен быть в пределах 0,0045–0,0095 мм.
ПредупреждениеДля облегчения подбора соответствующих размеров поршневые пальцы, поршни и втулки малых головок шатунов сортируются на четыре размерные группы, диаметры которых отличаются на 0,0025 мм. Каждая группа имеет свое цветовое обозначение. Маркировочная краска нанесена: у поршня – на нижней поверхности одной из бобышек, у поршневого пальца – на внутренней поверхности с одного конца, на шатуне – у малой головки.
Сопряжение поршневого пальца и втулки верхней головки шатуна проверяют, вставляя палец, предварительно смазанный моторным маслом, в отверстие втулки. Для правильного сопряжения необходимо, чтобы шатун проворачивался на пальце от горизонтального положения под действием собственного веса, но при этом вставленный во втулку палец не должен выпадать из нее под действием собственного веса, если палец поставить в вертикальное положение. При этом допускается комплектовать шатуны пальцами смежной группы (в сторону уменьшения зазора) при условии соблюдения вышеперечисленных требований.Во всех случаях подбор поршневых пальцев к шатунам необходимо производить в помещении с температурой воздуха (20±3)° С. Предупреждение
В случае замены одного из шатунов он должен быть подобран не только по размеру втулки малой головки, но и по массе. Разница в массе самого тяжелого и самого легкого шатунов в комплекте, установленном на один двигатель, не должны превышать 8 г. Шатун, принадлежащий к одной группе по массе, маркируется риской на приливе его крышки.
Подобранный палец смазать моторным маслом. Нагреть поршень, опустив его в сосуд с водой, имеющей температуру 45–75° С, вставить палец в отверстия бобышек поршня и втулки малой головки шатуна. Вставить в канавки бобышек поршня стопорные кольца поршневого пальца. ПредупреждениеШатун обрабатывается в сборе с крышкой и поэтому крышки шатунов невзаимозаменяемы.
Комплекты поршней с пальцами, стопорными и поршневыми кольцами, поставляемые в запасные части|
Обозначение комплекта для двигателя |
Наименование |
Наружный диаметр юбки поршня, мм | |||
|
мод.331 |
мод.3317 |
мод.3313 |
мод.331 |
мод.3317 и 3313 | |
| 331.1004950 | 3317.1004950 | 3313.1004950 | Поршень, палец, стопорные и поршневые кольца (комплект на 1 цилиндр номинального размера) | 81.94 – 81.99 | 84.94 – 84.99 |
|
331.1004951 |
3317.1004951 |
3313.1004951 | Поршень, палец, стопорные и поршневые кольца (комплект на 1 двигатель, увеличенный на 0,5 мм) | 82.44 – 82.49 | 85.44 – 85.49 |
|
331.1004951 – 10 |
3317.1004951 – 10 |
– | То же, увеличенный на 1,0 мм | 82.94 – 82.99 | 85.94 – 85.99 |
automn.ru
ВАЗ 21213 | Поршень с шатуном. Разборка, дефектовка и сборка
|
Поршень с шатуном: 1 - гайка шатунного болта2 - шатунные вкладыши3 - шатун4 - поршневой палец5 - канавка верхнего компрессионного кольца6 - канавка нижнего компрессионного кольца7 - канавка маслосъемного кольца8 - поршень9 - шатунный болт10 - крышка шатуна |
Для удобства подбора поршней по цилиндрам цилиндры и поршни в зависимости от диаметра делятся на пять размерных групп: a, b, c, d, e.
В качестве запасных частей поставляются поршни номинального размера трех классов: a, c, e и двух ремонтных размеров. Первый ремонтный размер увеличен на 0,4 мм, второй – на 0,8 мм. По массе поршни делятся на три группы: нормальную, увеличенную на 5 г и уменьшенную на 5 г. На двигателе должны устанавливаться поршни одной группы. Для поршней ремонтных размеров поставляются в качестве запасных частей кольца ремонтных размеров, увеличенные на 0,4 мм и на 0,8 мм. На кольцах первого ремонтного размера выбита цифра “40”, а второго – “80”.
Номинальные размеры цилиндров и поршней
|
Размерная группа |
Модель двигателя ВАЗ-2108 |
Модель двигателя ВАЗ-21083 |
||
|
Диаметр цилиндра, мм |
Диаметр поршня, мм |
Диаметр цилиндра, мм |
Диаметр поршня, мм |
|
|
a |
76,00-76,01 |
75,965-75,975 |
82,00-82,01 |
81,965-81,975 |
|
b |
76,01-76,02 |
75,975-75,985 |
82,01-82,02 |
81,975-81,985 |
|
c |
76,02-76,03 |
75,985-75,995 |
82,02-82,03 |
81,985-81,995 |
|
d |
76,03-76,04 |
75,995-76,005 |
82,03-82,04 |
81,995-82,005 |
|
e |
76,04-76,05 |
76,005-76,015 |
82,04-82,05 |
82,005-82,015 |
Для подбора поршней к цилиндрам вычислите зазор между ними. Зазор определяется как разность между замеренными диаметрами поршня и цилиндра. Номинальный зазор равен 0,025-0,045 мм, предельно допустимый – 0,15 мм. Если зазор не превышает 0,15 мм, можно подобрать поршни из последующих классов, чтобы зазор был как можно ближе к номинальному. Если зазор превышает 0,15 мм, расточите цилиндры под следующий ремонтный размер и установите поршни соответствующего ремонтного размера.
Примечание 1
|
Зазор между кольцами и канавками поршня, мм |
|
|
Номинальный: |
|
|
верхнее компрессионное кольцо |
0,04-0,075 |
|
нижнее компрессионное кольцо |
0,03-0,065 |
|
маслосъемное кольцо |
0,02-0,055 |
|
Предельно допустимый зазор для всех колец |
0,15. |
Примечание 2
|
Зазор в замках поршневых колец, мм: |
|
|
Номинальный |
0,25-0,45 |
|
Предельно допустимый |
1,0 |
Поршневые пальцы разбиты по диаметру на три класса (1-й, 2-й, 3-й) через 0,004 мм. Класс пальца маркируется на его торце краской.
Размерные классы поршневых пальцев и поршней
|
Класс |
Диаметр пальца, мм |
Диаметр отверстия в поршне, мм |
Маркировка |
|
|
пальца |
поршня |
|||
|
1 |
21,970-21,974 |
21,982-21,986 |
Синий |
1 |
|
2 |
21,974-21,978 |
21,986-21,990 |
Зеленый |
2 |
|
3 |
21,978-21,982 |
21,990-21,994 |
Красный |
3 |
|
Поршень на шатун устанавливается так, чтобы стрелка на днище поршня была направлена в противоположную сторону от номера детали, отлитого на шатуне. Если на нижней головке шатуна есть отверстие для выхода масла, стрелка на поршне должна быть направлена в сторону этого отверстия. |
ПОРЯДОК ВЫПОЛНЕНИЯ
|
||||||||||||||||||||||||||||||||||||||||
automn.ru