Сварка авто фото
Лазерная пайка и сварка кузовов — преимущества — журнал За рулем
Вкладывайте в технологии! — призывает нас реклама, подчеркивая преимущества лазерной сварки. А в чем ее преимущества? И есть ли они вообще? За ответами я отправился на завод Volkswagen в Калугу, где собирают Polo Sedan и новый Tiguan.

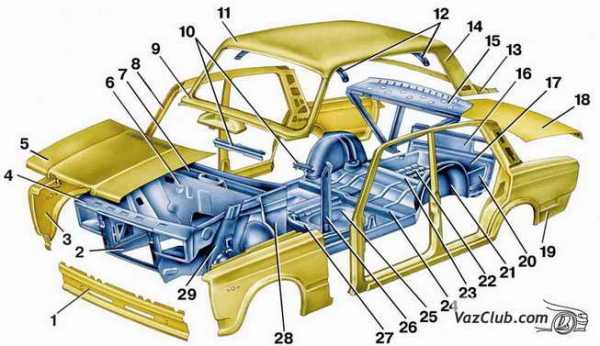
Непонятные иероглифы на фотографии — это не древние письмена, а тонкие срезы с кузовного шва, которые мне подарили заводские инженеры. Чтобы было удобнее разглядывать под микроскопом, их закрепили на пластиковой шайбе. Приглядитесь: детали кузовного проката — стального цвета, а медь — желтого. Почему не видно следов сварки?
Технарям известно, что сплошными швами кузов автомобиля сварить практически невозможно: сильный нагрев металла вызывает коробление. Поэтому варят точечно. Возьмем, например, стык крыши с боковинами. Обычно места контакта промазаны мастикой-герметиком, и всё это прикрыто декоративными накладками. Но Volkswagen не использует традиционную точечную сварку для крепления крыши. В ходу оригинальный метод, который называется лазерной пайкой. Стальные листы лишь нагревают лучом лазера, но не доводят до температуры плавления, а соединяет их расплавленная тем же лучом медная проволока.
 Лазерная пайка — полностью автоматическая операция, которую производят роботы в закрытой камере.
Лазерная пайка — полностью автоматическая операция, которую производят роботы в закрытой камере.Лазерная пайка — полностью автоматическая операция, которую производят роботы в закрытой камере.
Вот крышу фиксируют клеем на боковинах, уже приваренных к основанию, после чего собранный кузов отправляется в камеру, где происходит пайка. Процесс автоматизирован, я наблюдаю за ним на экране монитора — свечение лазера вредно для глаз. Внутри камеры смонтирован источник излучения, от которого по трем световодам лучи попадают в сварочно-лазерную голову. Там они собираются воедино и под прямым углом фокусируются на место соединения деталей. Еще в «голове» стоит автоматика для подачи медной проволоки к точке фокусировки. Плавное движение вдоль шва обеспечивает универсальный промышленный робот — «голова» закреплена на манипуляторе фирмы Fanuc или Kuka.
Перед окраской шов шлифуют. После механической обработки он получается таким гладким, что можно грунтовать и красить без выравнивания шпаклевочными составами. За рубежом так и делают. Но автомобили калужского производства — особенные. У нас учитывают жесткие условия эксплуатации и наносят-таки перед окраской тонкий слой герметика.
 Кузов Polo: манипулятором устанавливают крышу, через несколько минут она будет припаяна к боковинам.
Кузов Polo: манипулятором устанавливают крышу, через несколько минут она будет припаяна к боковинам.Кузов Polo: манипулятором устанавливают крышу, через несколько минут она будет припаяна к боковинам.
Материалы по теме
Ровная крыша без объемных сточных желобов и пластиковых накладок — не единственный и не главный плюс технологии. Вместо точек сварки автомобиль в нескольких критических местах получает сплошные герметичные швы, а значит — надежность и коррозионную стойкость соединений. Надо ли напоминать, что крепко соединенные детали — это высокая жесткость кузова и, следовательно, хорошая управляемость автомобиля, а также безопасность — как пассивная, так и активная? Есть у лазерной технологии и чисто производственные преимущества: более простой крой стальных листов в местах сопряжения, высокая скорость соединения деталей, уменьшение общего числа точек сварки, снижение массы кузова.
Лазерная пайка крыши применяется для всего модельного ряда автомобилей, выпускаемых в Калуге, - это не только Volkswagen, но и Skoda. У кроссовера Tiguan как старого, так и нового поколения паяные швы — еще и в обрамлении проема пятой двери: в местах, где боковины соединяются со сточными желобами задних стоек.
 Volkswagen Tiguan: лазерной пайкой соединяют боковину с обрамлением проема пятой двери. Пока пропаивают только относительно прямые швы. Volkswagen Tiguan: лазерной пайкой соединяют боковину с обрамлением проема пятой двери. Пока пропаивают только относительно прямые швы.Volkswagen Tiguan: лазерной пайкой соединяют боковину с обрамлением проема пятой двери. Пока пропаивают только относительно прямые швы. |  После минимальной механической обработки сплошной шов лазерной пайки пригоден к окраске без шпаклевания. После минимальной механической обработки сплошной шов лазерной пайки пригоден к окраске без шпаклевания.После минимальной механической обработки сплошной шов лазерной пайки пригоден к окраске без шпаклевания. |  Лазерной сваркой с расплавлением металла соединяют детали обрамления дверных проемов. Такое соединение прочнее традиционного. Лазерной сваркой с расплавлением металла соединяют детали обрамления дверных проемов. Такое соединение прочнее традиционного.Лазерной сваркой с расплавлением металла соединяют детали обрамления дверных проемов. Такое соединение прочнее традиционного. |
Лазер используют не только для пайки, но и для сварки. Тут медная проволока уже не нужна, поскольку луч разогревает стальные детали до температуры плавления. В этом случае закрепленная на промышленном роботе «голова» не делает сплошных швов. Если результат классической сварки напоминает точечный пунктир, то лазерный шов похож на штриховой пунктир. Чем он лучше? Соединение деталей получается более прочным. Такую сварку применяют в передних и задних проемах дверей кроссовера Tiguan.
Конечно, Volkswagen не монополист лазерных технологий в производстве кузовов. И пайка, и сварка используются, скажем, в кабриолете Volvo С70, который разрабатывался совместно с ателье Pininfarina. Заслуга Фольксвагена — в широком применении лазерных технологий в производстве массовых автомобилей. Какой кабриолет сравнится по объемам выпуска с малолитражками Volkswagen Polo или Skoda Rapid?
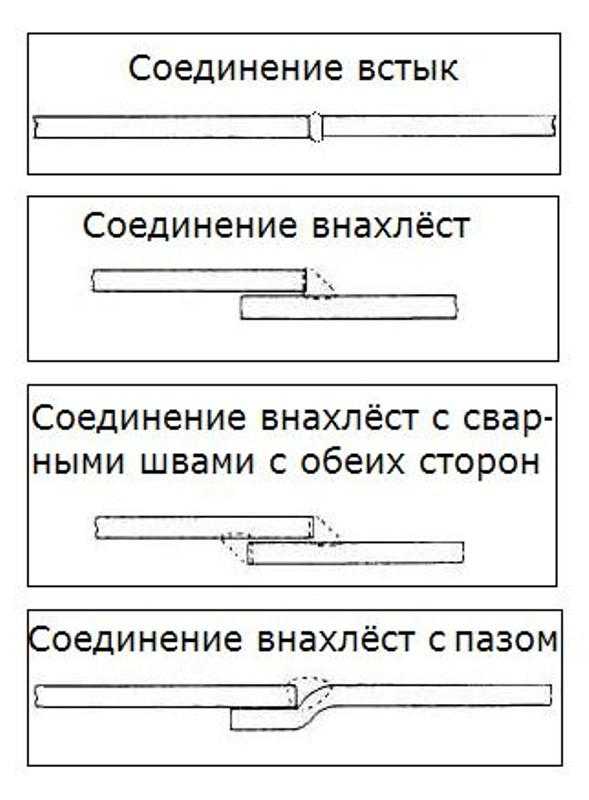
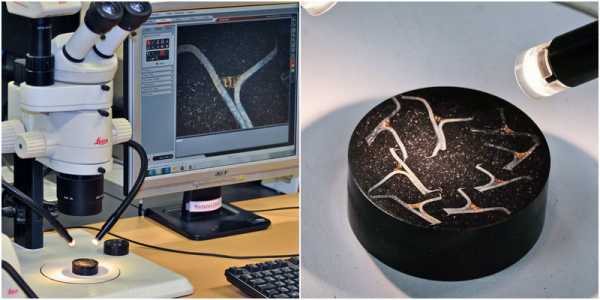 Для оценки качества пайки делают срезы шва и изучают их под микроскопом. Хорошо видно, что пайка соединяет детали встык, а не внахлёст.
Для оценки качества пайки делают срезы шва и изучают их под микроскопом. Хорошо видно, что пайка соединяет детали встык, а не внахлёст.Для оценки качества пайки делают срезы шва и изучают их под микроскопом. Хорошо видно, что пайка соединяет детали встык, а не внахлёст.
Материалы по теме
Неужели всё идеально и у передового способа соединения нет недостатков? Конечно, есть. Лазерные пайка и сварка — чисто заводские технологии, их нельзя воспроизвести в условиях сервиса. Если, не дай бог, понадобилась замена детали кузова, используют традиционные технологии — и в проемах дверей, и на крыше. Мастерам не позавидуешь: после окраски традиционный сварной шов должен быть внешне столь же аккуратным, как лазерный. Зато при покупке машины на вторичном рынке легко определить, побывал ли приглянувшийся Volkswagen в серьезной аварии, - если знаешь, какие швы сделаны на заводе с использованием лазера.
Еще один технологический нюанс относится только к пайке. Пока ее применяют лишь на относительно ровных швах. Посмотрите на фотографию проема пятой двери: пропаян только ровный участок. А там, где боковина сильно изгибается, есть щель, которую потом закроют герметиком. Но технология совершенствуется, и не за горами время, когда начнут паять швы сложной конфигурации. Другое дело, что сплошные швы нужны не везде. При нагрузках некоторых видов пунктирный шов будет держать, а сплошной может лопнуть. Поэтому будущее — за разнообразием способов соединения, за сочетанием традиционных и передовых технологий.
Фото: Вадим Крючков, Андрей Гордасевич
Ошибка в тексте? Выделите её мышкой! И нажмите: Ctrl + Enter
www.zr.ru
Сварка кузова
Стоимость сварки кузова
АКЦИЯ При покраске 2-х элементов мойка автомобиля бесплатно! При покраске 4-х элементов ЛЮКС мойка автомобиля бесплатно!
 Стоимость сварки элементов кузова индивидуальна и зависит от различных факторов, таких как степень деформации, место деформации, углы и рельеф элемента в месте повреждения, поэтому без фотографии или осмотра автомобиля назвать точную стоимость ремонта повреждения трудно.
Стоимость сварки элементов кузова индивидуальна и зависит от различных факторов, таких как степень деформации, место деформации, углы и рельеф элемента в месте повреждения, поэтому без фотографии или осмотра автомобиля назвать точную стоимость ремонта повреждения трудно.
Ниже стоимости наиболее частых сварочных работ:
Стоимость замены порога - 6000-7000 рублей. Подробная информация.Стоимость замены крыши - 5000-7000 рублей. Она варьируется исходя из конструкции автомобиля - в некоторых случаях для замены крыши требуется снятие лобового стекла. Подробная информация.Стоимость замены заднего крыла - от 3000 рублей. Подробная информация.
Стоимость покраски Вы можете посмотреть на странице Покраска автомобиля
Для точной оценки вы можете воспользоваться формой оценки стоимости работ по фотографии, найти нас в watsapp или viber, отправить фото в нашу группу вконтакте или приехать на осмотр.
Мы работаем в приятных условиях и предлагаем Вам взглянуть на них:
Фото наших работ
Fiat
Fiat
Hyundai
Сварка относится к наиболее распространенным способам соединения двух деталей в одно целое, и, помимо прочего, получает все большее распространение в сфере авторемонта. Поскольку большинство частей кузова производятся из металла, другой способ соединения – при помощи склеивания – здесь малоэффективен. При любом серьезном ремонте авто сварка является одним из основных способов решения проблемы.
В каких случаях применяется данный метод?
Для простоты замены деталей ни один автомобиль не делается цельным – его можно разобрать буквально до винтиков. При этом это утверждение касается скорее внутренностей, которые часто ломаются в силу банального износа. Что касается корпуса, то он как раз состоит из больших частей, которые способны прослужить достаточно долго, если только авто не попадет в аварию. И если менять кузов целиком – очень дорого, то намного дешевле обойдется кузовная сварка. Под этим понятием чаще всего понимают:
- восстановление целостности кузова;
- сваривание днища;
- приваривание порогов.
Побитый кузов
Сварка авто чаще всего означает, что ремонтировать будут кузов. При любых дорожно-транспортных происшествиях именно эта часть машины наиболее подвержена физической деформации. Собственно, кузов ведь создавался не только для красоты, но и для защиты начинки, однако чаще всего он цельный, снять и заменить можно разве что двери и капот, поэтому сварка кузова нередко актуальна после ДТП.
Внешнее покрытие делается из достаточно тонкого листового металла, который при столкновении не выдержит удара. При этом в определенных ситуациях может сильно покорежить только одну часть машины, тогда как в целом она все еще имеет нормальный вид и функциональность. Сварка кузова позволяет заменить слишком поврежденные участки поверхности, чтобы вернуть четырехколесному другу внешнюю привлекательность. Стоит это точно дешевле, чем покупка новой машины или другого кузова, однако в ремонте следует доверять только профессионалам – при использовании плохого оборудования или неумелых мастерах качество ремонта сильно упадет, а достойный вид автомобилю можно так и не вернуть.
Треснувшее днище
Нижняя часть корпуса авто обычно страдает меньше, однако и здесь возможны дефекты, возникшие как в результате чрезмерного износа, так и после аварии. Если трещина есть, а сварка днища не была произведена вовремя, всегда остается шанс, что проблема усугубится – вплоть до того, что машина под большой нагрузкой может сломаться пополам.
В данном случае ремонт выглядит еще более сложным, чем когда испорчен кузов. Сварка авто теперь должна выполняться снизу, а для этого необходима качественная, оборудованная всем необходимым яма. Как свидетельствуют специалисты, не каждое СТО с вырытой в земле дырой действительно может устранять такие проблемы, поэтому обращаться стоит только в лучшие станции техобслуживания, которые доказали свою состоятельность наличием достаточного количества приборов и техники.
Отвалившиеся пороги
По сравнению с предыдущими это уже даже не проблема, однако когда у машины отваливается порог, это и выглядит некрасиво, и может быть неудобным. Подобное повреждение могло быть спровоцировано сильным ударом, чрезмерной нагрузкой на порог или же жадностью производителя, использующего в производстве низкокачественные материалы. В любом случае, решить эту проблему достаточно легко – у нас осуществляется быстрая и недорогая сварка порогов.
Если вы хотите, чтобы ремонт давал длительный эффект и не заставлял повторно приходить в сервисный центр, обращайтесь к нам – мы гарантируем использование надежного современного оборудования и профессионализм наших сотрудников.
Стоимость сварки кузова
Стоимость сварочных работ от 2500 руб.
Для более точной оценки мы предлагаем воспользоваться нашими сервисами подсчета стоимости ремонта:
См. далее: ремонт и обслуживание авто
asppulkovo.ru
Какой сварочный аппарат. По случаю Компакт 145
Какой выбрать сварочный аппарат. Этим вопросом задаются многие начинающие ремонтники и мы часто идём через ошибки. Я тоже ошибся при выборе своего первого сварочника. Общее заблуждение наверное такое – выбрать то, что по-проще (подешевле) и обойтись без покупки “всяких там балонов с газом”.По такому принципу и покупают сварку “на электродах”.Это ошибка. Лично я начинал с того, что приобрёл сварочный аппарат хорошей фирмы Nordik. Варит электродами.Но он стоит без дела уже не первый год.Мой первый опыт сварщика – это попытка варить им переднюю стойку на своей машине Москвич 2141. Вместо старого металла – вварил толстый уголок и “обернул” его металом. Проблемы начались при сварке более тонкого метала. Уголок варил электродом 2.5мм, а другие места довольно тонкими электродами “двоечка”. Нахватался зайчиков, намучился с регулировками – и результата желаемого не получил. Тонкий метал у меня всё равно прожигается. Кроме того, работа очень трудоёмкая. Особенно проблематично через сильно затемнённую маску попадать электродом в нужную точку, кроме того, очень плохо зажигается дуга на метале со следами ржавчины и т.д. Первые разы просто мучился.Наверное у меня мало опыта и электроды у меня не те.Была вторая попытка применения этого сварочного аппарата – занимался ремонтом низа дверей на своей машине. Получилось очень грубо и с дырками.
Задался целью найти тонкие, самые лучшие электроды толщиной 1.2мм или 1.0мм. Такие нашёл (2006год). Попробовал ими варить – всё равно сварка неаккуратная и получается с дырками. Самое неприятное – если метал прожигаешь насквозь – то не можешь заварить эти маленькие дырки. Сможешь, если “сожжёшь” себе все глаза.Сделал вывод для себя самого -что для автодела такие сварочные аппараты не годятся. Они предназначены скорее для дачных дел, для сварки уголков забора, для приваривания толстого метала к толстому. Для работы с тонким металом они не годятся. На машине обычно приходится варить метал толщиной 08-09 мм. Это всё-таки тонкий метал.Ошибка номер 2 при выборе типа сварочника. Пренебрежение возможностью абсолютно “за недорого ” приобрести обычную газосварку. Это приобретение комплекта двух баллонов (с ацетиленом и кислородом), приобретение шлангов и газовой горелки с соплом номер “двойка” и “тройка”.Всё это не обязательно где то покупать, бывают случаи, когда такую газосварку удаётся приобрести просто “в дар”. Пусть баллоны будут просроченными и пустыми – это не страшно. Их придётся обменять на пунктах “заправки и обмена” на заправленные и аттестованные с доплатой. Доплата будет за переаттестацию старых, просроченных баллонов.Мне с приобретением газосварки не повезло – она мне обошлась очень дорого. Я зачем то покупал новые дорогие баллоны по 5литров, которые для больших дел оказались не практичны. Купил в магазине новые и тут же обменял их на старые, но заправленные. По другому никак. Приёмщики были очень довольны.Позже Мне пришлось перейти на большие стандартные балоны по 50 (?) литров.
Как сэкономить на приобретении малых баллонов (5 литров и 10 литров). Найти два никому не нужных старых баллона, отвезти их на пункт обмена и обменять их с доплатой на маленькие. Вас никто не спросит профессиональный вы сварщик или просто частное лицо. Взамен получите два полностью заправленных маленьких баллона (ацетилен+ кислород). По крайней мере так я поступил позже. Надо поискать такую фирму.
Даже сейчас считаю, что такое приобретение газосварки полезно каждому начинающему сварщику.Все соседи по гаражам станут вашими хорошими знакомыми – всем когда-нибудь понадобится отвернуть “закисший болт”, нагреть прикепевшую гайку и т.д.Кроме того, это универсальная сварка, чтобы про неё плохого не говорили. Хотя у неё есть свои минусы.От газосварки “ведёт” тонкий метал (метал после сварки может иметь волны). Кроме того, она варит только тогда, когда метал нагрелся до состояния “плавится” и поэтому меняется структура самого метала. Он после газосварки более подвержен коррозии.Зато газосваркой можно пользоваться во разных случаях :- Откручивать закипевшие болты-гайки (говорили)- Подгонять и изгибать любые трубы между глушителем и резонатором …- Возможна пайка любых предметов от чайника до радиатора. Используется порошок бура и специальный медный припой в виде прутков. Пробовал так же медным припоем заплавлять маленькие дырки на машине.- Можно ею вполне успешно пользоваться в неответственных местах. Мне газосварка очень нравится для сваривания полос металла “по их кромке”. Быстро и всегда аккуратно. Например иногда её использую для герметичного сваривания соединения трёх слоёв металла. Это низ порога (соединение порог-усилитель-короб).- Можно разогреть например венец для насадки на маховик т.д.- Ею “снимаются” прикипевшие шаровые и шкворня…- Можно готовить и закаливать под свои нужды различные инструменты и приспособления.
Ради объективности стоит признать, что газосваркой так и не овладел в полной мере. Например, не смогу сделать заплатку на двери размером в 10 см. Т.е наложить новый метал и приварить его без заметных швов и, главное, без искривления наружной панели двери. А такой возможно, я сам видел такую работу. Мне ставили заплатку на дверь, не разбирая внутренней пластиковой обшивки.Получалось без искривлений и без заметных швов.
Сейчас я чайники редко паяю, газосварку применяю не часто. Газ сильно подорожал (более 1000р за ацетилен) и стараюсь баллоны пореже заправлять.
Но они у меня всегда в наличии. Газ выручал неоднократно. Сейчас основное использование газосварки для меня это—обжигание старой мастики и антикора на ремонтируемой машине. Не обязательно перегревать метал, надо просто нагреть мастику или антикор “с обратной стороны” металла. Тогда она легко слезает слоями. Такое снятие антикора намного удобнее, чем счистка его кругами болгарки и т.д.Ещё поользуюсь газосварой когда надо подогнать “трудноподгоняемый ” толстый металл. При нагреве он начинает принимать нужную форму.
С газосваркой приблизительно разобрались.Теперь о том, что действительно необходимо для сварщика, который собирается ремонтировать машины.К этому приобретению вы всё равно придёте.……………Для ремонта авто предётся приобрести полуавтомат на проволоке и углекислом газе. Недорогая газосварка у вас останется для нагрева гнутого, битого металла, отогреввсего закисшего, для закалки и изготовления инструмента, для пайки медным припоем с бурой, для варки старого глушителя и ещё для десятка дел…
Cварочный аппарат типа полуавтомат это аппарат, подающий проволоку с нужной скоростью (регулируется) и подающий вместе с проволокой углекислый газ в зону сварки. Он идеально подходит для авторемонта. Метал не окисляется. Проволока “через электрическую дугу плавится ” и попадает на место сварки. Идеальный потому, что практически универсален по работе с разной толщиной металла, доступен и прост в использовании. Когда я начинал интересоваться “а не трудно ли им варить? ” мне объясняли, что им пользоваться может даже ребёнок. В принципе, так оно и есть.Почему не упоминаю про плазменную сварку и про сварку с применением воды. Никогда таких аппаратов не имел и никогда не пользовался.Так же пугает их стоимость. Мы всё-таки берём аппарат для авторемонта, а не для того, чтобы испытывать возможности аппаратата. Нам надо варить металл толщиной 0.7-2.0 мм и полуавтомата для этого вполне достаточно. Аллюминивые головки блока или чугунные выпускные коллекоры мы варить не планируем.Метал от полуавтомата не перегревается, сварка очень аккуратная, имеется возможность тонких регулировок – вплоть до заваривания минимальных (1мм) трещин и сквозных отверстий.Мне от друзей достался старинный сварочный полуавтомат под названием ” Компакт 145″ 1993 года выпуск. Другого у меня не было и поэтому не имел возможности сравнивать его качество с другими. Когда он сломался, хотел покупать что то новой. Но не стал этого делать.Прежний хозяин сказал, что Компакт участвовал в своё время на выставке и был признан одним из лучших (варил лезвие бритвы). Легенду эту не проверял, но решил свой полуавтомат восстанавливать (перестал работать мотор который тянет проволоку).Пока мой аппарат был в ремонте брал во временное пользование у знакомого сварочный полуатомат Кельвин.Чем мне например не понравился Тельвин. Своей одной очень неудобной функцией. При приближении проволоки к поверхности происходит автоматическое включение дуги (как будто сделано для удобства). Но это не нужно для ведения аккуратной аккуратной сварки (например, варим заднюю арку и не пытаемся проволокой попадать “куда попало”). Примеры как варил арки на разные машины есть на сайте.Иногда же , наоборот, требуется проволоку поместить в отверстие и и только после этого начать это отверстие заваривать, самостоятельно нажав на кнопку “пуск”. Впрочем мастера такую функцию умудряются как то отключать. Не понравился, потому, что в своей линейке он не самый дорогой (6-8т.р) и поэтому имеет мало ручных настроек. Два режима: сильный ток – слабый ток и режим 1-2. Ещё, может быть, не понравится его короткий провод “массы” (хотя его легко нарастить самому). Лучше его сделать чуть длиннее чем сам “рукав” (из которого выходят проволока и углекислый газ). Чем прямее будет натянут рукав, тем ровнее всегда будет сварка (проволока всегда идёт равномерно и легко). На моём российском режимов по-больше. Пока фото и Тельвина и какого то старинного Ставропольского (оказался с неплавными настройками). Не стал их отмывать ради фото сессии. Тельвин – абсолютно “рабочий вариант”, но хуже чем мой, который пока на ремонте. Дальше, по логике развития сюжета, должно быть показано фото моего аппарата.………..У меня сломался мой основной сварочник российской сборки 1992года выпуска (фото позже). Я бросил все силы на его восстановление. Аппаратом полуавтомат “Tельвин”, которым я сейчас временно пользуюсь мне не нравится, хотя он дороже и современнее. На примере моего старого попытаюсь объяснить свой выбор.Тем более, что он, по разговорам, побывал когда то на выставке, где сваривал два лезвия бритвы (в демонстрационных целях). Обо всём этом возможно чуть позже.
На моём российском режимов по-больше. Пока фото и Тельвина и какого то старинного Ставропольского (оказался с неплавными настройками). Не стал их отмывать ради фото сессии. Тельвин – абсолютно “рабочий вариант”, но хуже чем мой, который пока на ремонте. Дальше, по логике развития сюжета, должно быть показано фото моего аппарата.………..У меня сломался мой основной сварочник российской сборки 1992года выпуска (фото позже). Я бросил все силы на его восстановление. Аппаратом полуавтомат “Tельвин”, которым я сейчас временно пользуюсь мне не нравится, хотя он дороже и современнее. На примере моего старого попытаюсь объяснить свой выбор.Тем более, что он, по разговорам, побывал когда то на выставке, где сваривал два лезвия бритвы (в демонстрационных целях). Обо всём этом возможно чуть позже.
Позже продолжим.Пока не забыли- при выборе полувтомата обязательно надо посмотреть на длину рукава – полтора метра это не серьёзно. Это как болгарка с коротким проводом. На болгарке можно его нарастить, а на полуавтомате можно только купить новый. Я покупал отдельно длинный рукав для удобства в работе за 3 т.р. Лучше это обстоятельство сразу учесть при выборе своей покупки.………добавлено. Так получается, что возвращаюсь к добавлению не скоро. Фото моего старинного сварочника Полуавтомат сварочный Компакт-145 Так много хотел написать про него и не собрался.Хорошее дополнение – зачем столько болгарок. Пусть они недорогие и быстро ломаются. Но, их много.каждая для своего дела . Самой маленькой подтачиваю мелочи и затачиваю свёрла. От точильного станка отказался, затачиваю свёрла не отходя от машины – попробуте научиться так делать и вам понравится.Одна из интересных историй про этот очень простой сварочник. Простой потому, что двигатель для проволоки это мотор стеклоочистителя от жигулей.Один раз у меня сломалась электронная регулировка подачи проволоки ( скорость перестала регулироваться) Нашлось оригинальное решение, правда не мной.Вместо целого блока электроники мы поставили блок плавной регулировки яркости освещения табло и освещения салона от машины ВАЗ 09.
Так много хотел написать про него и не собрался.Хорошее дополнение – зачем столько болгарок. Пусть они недорогие и быстро ломаются. Но, их много.каждая для своего дела . Самой маленькой подтачиваю мелочи и затачиваю свёрла. От точильного станка отказался, затачиваю свёрла не отходя от машины – попробуте научиться так делать и вам понравится.Одна из интересных историй про этот очень простой сварочник. Простой потому, что двигатель для проволоки это мотор стеклоочистителя от жигулей.Один раз у меня сломалась электронная регулировка подачи проволоки ( скорость перестала регулироваться) Нашлось оригинальное решение, правда не мной.Вместо целого блока электроники мы поставили блок плавной регулировки яркости освещения табло и освещения салона от машины ВАЗ 09.
В очередной раз порадовался за свой сварочный полуавтомат.

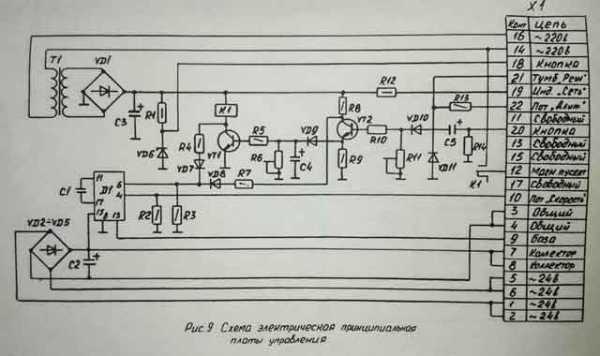
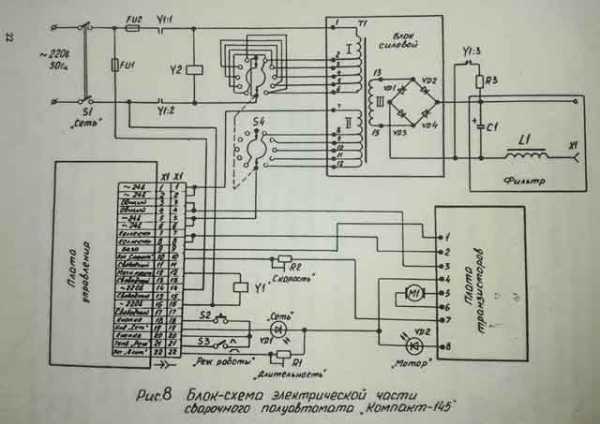
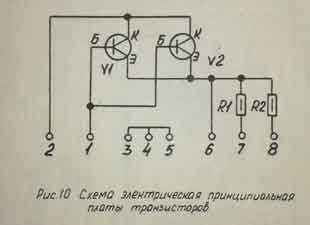
Электрическая схема Компакт 145
Похожие записи
- Выбор компрессора
sergius41.ru
Сварка авто фото - Сварка автомобиля своими руками: сварка, днища, элементов кузова
При сварке чего-либо инвертором в обязательном порядке необходимо соблюдать все меры безопасности. Поэтому не стоит рисковать безопасностью процесса и пытаться сварить труднодоступную область. Стоит отметить, инвертор чаще сего применяется для громоздких деталей больших размеров. На сегодняшний день для проведения ремонтных работ с кузовом автомобиля широко применяется как сварка инвертором, так и полуавтоматическими приборами. Использование того или иного способа сварки имеет свои преимущества и недостатки. В любом случае для того чтобы работать со сварочными аппаратами необходимо обладать специфическими знаниями. Если же.
Рекомендуем посмотреть ещё:
Сварка кузовщины электродом Сообщество «Сделай Сам» на DRIVE 2 Клетка для перепелов деревяннаяИнструкция по сварке кузова автомобиля для начинающих

Сварка кузова автомобиля - рекомендации по применению сварочного

Сварка элементов автомобиля своими руками: кузова, днища, двигателя
Сварка кузова автомобиля своими руками - ремонт кузова с помощью сварки
Сварка кузова автомобиля своими руками

Quot;Паркет-Сити купить паркет и штучный паркет в Краснодаре

Steel-Evolution - Купите украшения из стали и красивую

Z - Страницы

Выкройки игрушек Кукольные истории. Фарфоровые интерьерные
КОСТЮМ НА МАСЛЕНИЦУ. Прокат костюмов на масленицу

Как оформить письмо : вопросы марине корпан про еду и

Мечи

Модернизация электролопаты для уборки снега Форум
shareman-skachat-besplatno.ru
Сварка авто фото - Транспорт в Вологодской области. Купить, продать

Передняя панель СО-2 полуавтомата
Что нужно сделать перед подключением сварочного полуавтомата.Прежде, чем пускаться в рассуждения по поводу того, как правильно подключить полуавтомат, вы должны провести тест — тест гаражной сети на нагрузочную способность.Говоря русским языком, вы должны выяснить, потянет ли гаражная сеть такую нагрузку, как сварочный полуавтомат.Суть этого теста заключается в следующем: вы должны измерить тестером напряжение в гаражной сети, к которой подключена нагрузка мощностью 2,5-3 кВт. Это может быть электроплитка, утюг или их комбинация.Если напряжение под нагрузкой меньше 205 — 210 Вольт, то работа обычного полуавтомата становится проблематичной.Если у вас — инверторный полуавтомат, то он несколько лучше переносит пониженное напряжение.Но. Если в гаражной сети под нагрузкой 170 — 180 вольт, то нормальная сварка невозможна.Это значит, что вы сначала должны решить вопрос с сетью, а затем уже со всем остальным.Эти моменты обсуждаются в статьях «Электрический генератор гаражника»

Ещё один полуавтомат - Блю Велд 4.135. Фото от Николая Селиванова
Кое — что о сваркеСварка — царица кузовного ремонта. Только благодаря тому, что у вас есть надёжный углекислотный полуавтомат, ремонт любого автомобиля не будет казаться авантюрой. Будь то старая, дырявая и убитая «копейка», у которой вместо порогов осталась лишь ржавая бахрома, а водитель и пассажиры ежесекундно рискуют выпасть из салона через огромные дыры в полу, или пафосная иномарка, расплющенная невнимательной блондинкой в роковом ДТП. С помощью углекислотного полуавтомата вы восстановите любой кузов — приварите любые заплаты на любые дыры, вварите новые кузовные детали — крылья, пороги, лонжероны, ремонтные вставки, выправите вмятины, к которым нет доступа изнутри, и тем самым подарите автомобилю новую жизнь.Помимо ремонта автомобильных кузовов, углекислотный полуавтомат позволит вам решить множество других важных проблем:1. Ремонтировать сваркой садовый и домашний инвентарь2. Сваривать водопроводные трубы.3. Изготавливать специнструмент для ремонта автомобиля — например, мощный торцовый ключ для отворачивания ступичных гаек4. Изготавливать любые металлоконструкции для вашего гаража, например, стеллажи из стального профиля.И вообще, для рукастого и смекалистого гаражника сварочный полуавтомат — основа жизни, ей — богу… И кормилец… Поскольку позволяет конвертировать голубое свечение и треск дуги в звонкую монету…

Баллон и редуктор
Состав сварочного поста гаражникаНу ладно. Уберём медные семишники с глаз и приступим к делу.Как уже отмечалось в обзоре гаражного оборудования, сварочный пост гаражника состоит из следующих позиций:1. Полуавтомат.2. Баллон с углекислым газом.3. Редуктор.

Хамелеон-высокотехнологичный намордник гаражного сварщика
4. Защитная маска сварщика — простая или «Хамелеон»5. Защитная одежда — специальная роба, или хотя бы краги для защиты рук от ожогов.Очевидно, прочтя этот список, вы скажете: он что, нас за идиотов считает? Мы что, сами не знали, что для сварки нужен сварочный полуавтомат, и все эти остальные прибамбасы?Ничего не могу поделать — это мой стиль. Дело в том, что я очень люблю читать и писать инструкции, ммм, как бы это сказать по — мягче, для дураков. Даже не смотря на то, что я отягощён двумя высшими образованиями и богатой фантазией.На самом деле, чтение любой, правильно написанной инструкции сопровождается натуральным ощущением, что вас держат за дурака. Например. «Перед началом работ вставьте вилку сетевого шнура в розетку. Это поможет более успешно выполнить работу по…» И так далее.
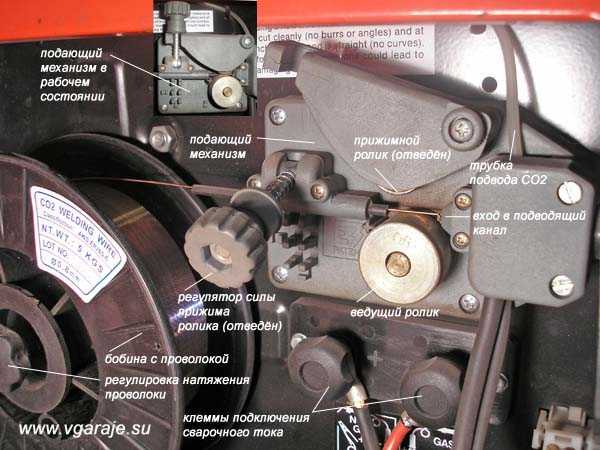
Подающий механизм и бобина с проволокой полуавтомата Пантер 132

Подающий механизм и бобина полуавтомата Блю Велд 4.135. Фото от Николая Селиванова.
Инструкция по подготовке полуавтомата к работе.О том, как готовить полуавтомат к работе, написано в мануале к нему. Но. У вас может быть б/у аппарат, купленный с рук, или просто могут сварка авто фото возникнуть те или иные непонятки. Поэтому опишу весь процесс подробно.1. На первом этапе «заряжаем» полуавтомат сварочной проволокой. Для этого придётся:а) Снять (или отвинтить) газовое сопло сварочной горелки.б) Отвинтить медный наконечник сварочной горелки. Это делают ключом или пассатижами.в) Отвести прижимной ролик подающего механизма.г) Установить евробобину с проволокой. Проволока должна быть омеднённой, нашей, или импортной. Наша проволока может называться СВ08Г2С, или СВ08Г2 (диаметр 0,8 мм). Сварка будет успешной с любой проволокой, лишь бы она была омеднённой и без грязи и ржавчины.В некоторых случаях сварка может вестись так называемой «флюсовой», или «самозащитной» проволокой. Она сделана по технологиям порошковой металлургии и содержит защитный флюс, и, следовательно, не требует применения защитного газа.Но. такая проволока значительно дороже обычной, да и сварные швы выглядят не так красиво, как при сварке обычной проволокой в среде углекислого газа.Наиболее распространённый диаметр сварочной проволоки — 0,8 мм. Её можно купить практически в любом сварочном отделе любого инструментального и даже хозяйственного магазина. Этой проволокой можно варить как тонкий (0,7 — 0,8 мм), так и достаточно толстый металл — 4 мм и толще.Но. Если вы специализируетесь на сварке тонкого (от 0,6 мм) металла, то удобнее использовать проволоку диаметром 0,6 мм. Этой же проволокой вы можете варить и толстый металл — от 4 мм и толще.Кстати, проволока диаметром 0,6 мм бывает только импортная. Во всяком случае, лично мне отечественная проволока такого диаметра не попадалась.д) Устанавливаем нужную полярность сварочного тока, а именно: при сварке флюсовой проволокой — плюс на зажиме, минус — на горелке. В этом случае максимум тепловыделения будет на проволоке, что необходимо для активации содержащегося в ней флюса. Такая полярность называется прямой.Если вы варите с углекислым газом обычной проволокой, то полярность будет обратной — плюс на горелке, минус на зажиме. В этом случае максимум тепловыделения будет на свариваемом металле.Переключение полярности производится перестановкой клемм (см. фото).е) Завести руками конец проволоки в подающий канал на 10 — 20 сантиметров. Делайте это аккуратно, чтобы проволока не «осыпалась» с бобины. Проволока должна быть абсолютно ровной, безо всяких резких изгибов. Если изгибы есть, то острыми кусачками откусите дефектный конец, и только потом продолжайте работу.ж) Удерживая проволоку от «осыпания», подведите прижимной ролик. Проследите за тем, чтобы проволока попала в канавку на ведущем ролике.Кстати, канавок может быть две — одна для проволоки диаметром 0,6мм, другая — для 0,8мм. Это значит, что подающий ролик нужно установить так, чтобы проволока попала в «правильную» канавку.Если канавка на ролике одна — значит, ролик универсальный и париться не о чем.и) Подключаем полуавтомат к сети, и нажимаем на клавишу на рукояти сварочной горелки. Проволока приходит в движение, и через некоторое время появляется на выходе сварочной горелки. Для ускорения процесса протяжки проволоки можно выставить максимальную скорость подачи проволоки. Для этого надо повернуть авто регулятор до упора вправо.Подающее устройство начинает громко визжать, и проволока очень скоро вылетает из подающего канала.Кстати, о клавише: когда вы нажимаете на неё, сначала открывается подача газа, и только в следующий момент включается подача проволоки и сварочного тока. Подача газа открывается газовым клапаном, расположенным, как правило (но не всегда), в горелке.к) Надеваем на проволоку нужный медный наконечник, и завинчиваем его ключом или пассатижами. Кстати, у наконечника должен быть соответствующий диаметр отверстия — или под проволоку 0,6мм, или под 0,8мм, или под другую. Обычно на фирменном наконечнике есть клеймо с диаметром проволоки.м) Устанавливаем газовое сопло.

Горелка СО-2 полуавтомата
2. На втором этапе подключаем углекислый газ.Для этого придётся:а) Установить редуктор на баллон с углекислотой (углекислота бывает технической или пищевой. Нам подойдёт любая. Но в технической меньше содержание водяных паров). Здесь возможны варианты — у вас имеется малогабаритный импортный баллон с углекислотой. Или стандартный отечественный баллон объёмом 40 или 20 литров.Импортный вариант в гараже не «катит» — иностранные баллоны дорого стоят и быстро кончаются.Кстати, углекислый газ в баллонах находится в жидком состоянии и занимает чуть больше половины их объёма. В остальной половине газ находится в своей естественной фазе - газообразной.Давление газа, как уже отмечалось в статье «Гаражное оборудование: общие вопросы», составляет около 70 кг/см.Если для вас сварка — не случайный эпизод, а дело жизни — покупайте большой баллон, лучше на 20 литров. И вот почему: такого баллона хватит надолго — на год и больше, а перетаскивать его можно в одиночку.И ещё. Такой баллон легко умещается на заднем сидении практически любой легковушки.Что касается 40 — литрового баллона, то он, конечно, работает ещё дольше. Но не преподъёмен. Перетаскивать в одиночку такой баллон, особенно заправленный, очень тяжело — можно надсадиться. Остаётся потихоньку перекатывать…Редуктор для отечественных баллонов можно купить в сварочных отделах инструментальных магазинов. Корпус редуктора выкрашен в чёрный цвет (как и баллон), и имеет регулятор давления газа на выходе и манометр.Манометр имеет две шкалы и показывает как давление газа на выходе, так и его расход в литрах в минуту.Редуктор крепится к баллону накидной гайкой на 32. Не забудьте установить паронитовую прокладку, иначе соединение будет «течь»Кстати, годится и кислородный редуктор. У такого редуктора два манометра — один показывает давление непосредственно в баллоне, а другой на выходе редуктора. Давление газа на выходе регулируется точно так же, как и у углекислотного редуктора.Корпус кислородного редуктора окрашен в голубой цвет.б) Соединяете шлангом редуктор и полуавтомат. Здесь тоже возможны варианты — либо на вашем аппарате имеется штуцер для подключения шланга, либо из полуавтомата выходит тонкая длинная полипропиленовая трубка.В первом случае всё просто — соединяете оба штуцера — и на редукторе, и на аппарате резиновым, лучше кислородным, шлангом (внутренним диаметром 6мм) нужной длины. Штуцер на редукторе должен иметь соответствующий шлангу диаметр (штуцера бывают на 6, 8 или 12 мм)Крепление шланга на штуцерах — с помощью червячных хомутов.В случае полипропиленовой трубки подключение происходит несколько по-другому: в комплект таких полуавтоматов входит переходник, с помощью которого полипропиленовую трубку можно подключить к резиновому шлангу. А шланг подключают к редуктору уже известным способом.
Регулировка полуавтомата.Перед тем, как начать работать, вы должны провести ряд регулировочных работ:а) Отрегулировать натяжение сварочной проволоки. Это делается с помощью пластиковой гайки, установленной на оси бобины. Закручивая гайку, вы увеличиваете трение между бобиной и опорой, на которой она находится. В результате в процессе протяжки проволока автоматически натягивается пропорционально установленной вами силе трения.Или другим способом, определяемым типом вашего полуавтомата. Так или иначе, натяжение проволоки должно быть таким, чтобы проволока не «осыпалась» с бобины, но и не особенно затрудняло протяжку.б) Отрегулировать силу прижима прижимного ролика в подающем механизме. Сила прижима должна быть такой, чтобы проволока уверенно, без проскальзывания между роликами, подавалась в канал при любых изгибах подводящего шланга.Но, с другой стороны, проволока не должна ломаться на входе в подающий канал, если по — какой либо причине застряла в нём.Например, проволока приварилась к медному наконечнику и «встала». Если ролик прижат чрезмерно сильно, то проволока сломается в промежутке между роликом и входом в подводящий канал, а если прижим нормальный — то начнёт проскальзывать.в) Отрегулировать расход газа. Для этого медленно открываем вентиль, и выкручиваем его до «упора» — это нужно для того, чтобы из вентиля не было утечек. Регулятором давления на редукторе предварительно выставляем давление на выходе порядка 1-2 Кг/см2Далее.Нажимаем на клавишу, расположенную на рукояти сварочной горелки. Нажимаем так, чтобы проволока осталась «стоять», а газовый клапан открылся. Вы услышите лёгкое шипение газа, выходящего из сопла газовой горелки (можете его понюхать — пахнет кислятиной). В это время расход газа (его величину смотрите на манометре по шкале расхода) должен составлять 8 -10 литров в минуту.Если расход сильно отличается от рекомендованного, корректируете его.Учтите, что искомый параметр — расход газа, а не его давление.Расход газа зависит от величины сварочного тока. Простое правило: чем больше ток, тем больше расход. Величина расхода 8-10 литров оптимальна при сварке металла толщиной 0,8мм. Поэтому, окончательно корректируете величину расхода газа исходя из конкретной задачи.г) Последняя и важная регулировка — это регулировка сварочного напряжения. Но её лучше делать в процессе сварки, о чём мы и поговорим в следующей статье.
Написал Homa, июнь 2009
Метки: MAG, полуавтомат, сварка, углекислотный редуктор, хамелеон
Главная страница Фольксваген Центр Макон Авто
Установка ГБО OMVL на авто во всех регионах РФ и
5 самых безумных изобретений Николы Тесла Фактрум
Более 20 лучших идей на тему «Тряпичные куклы ручной работы
Более 25 лучших идей на тему «Полки для гостиной» на Pinterest
Вязаная шапка (мастер-класс) Вязание спицами
Какой двигатель стоит на Лада Гранта? Какой мотор?
Карта мест установки и расположения радаров
Лилейник. Уход, выращивание, размножение
hope-ikariam.ru