Зазор поршня в цилиндре
Как проверить зазор между поршнем и цилиндром самостоятельно
Как вы думаете, - что может быть общего между человеком и двигателем автомобиля? Когда человек маленький, он не может говорить и пожаловаться на то, что его беспокоит. Вырастая, мы начинаем говорить и сообщать о проблемах в организме.
Когда двигатель автомобиля новый, то ему не о чем нам сообщать. Он работает «как часы», но с возрастом двигатель начинает сообщать нам о проблемах «внутри себя». Как? Первое, что мы можем услышать – это стук двигателя. Вернее, стук деталей, расположенных внутри головки блока цилиндров или в самом блоке цилиндров.
Стук в двигателе может происходить по разным причинам, возникать при заводке, и пропадать после прогрева. Это может стучать и распредвал, и коленвал и т.д. Одной из причин появившегося стука может являться зазор между поршнем и цилиндром. Вот именно об этом сегодня и речь.
Важно помнить, как бы мы не хотели услышать стук в двигателе, он, рано или поздно, появится, и нужно быть готовым к этому неприятному явлении.
Почему изменяется зазор между поршнем и цилиндром
Да, а почему? Вроде бы и эксплуатация двигателя проходит в штатных условиях. И моторное масло заливаем в соответствие с рекомендациями производителя. То есть не жалеем денег, лишь бы двигатель был «накормлен» тем, что сказали давать производители.
- даже процесс правильной эксплуатации двигателя не сможет снять с повестки дня объективных причин увеличения зазора между поршнем и цилиндром. Не забывайте, что все детали двигателя работают в условиях экстремальных, а именно, в постоянно высоком температурном режиме. Естественного изменения свойств металла никак не избежать. Отодвинуть по времени можно, а избежать нельзя. У поршня происходит естественный износ канавок для колец, отверстия под палец, юбки поршня;
- неисправности, возникающие в процессе эксплуатации. Незафиксированный перегрев двигателя, нарушение регулировки движущихся деталей, перекос цилиндров, некачественное масло, попадание топлива или охлаждающей жидкости в масло и т.д.
Эти и другие причины подводят нас к тому, что зазор между поршнем и цилиндром отклоняется от заданных параметров.

Результат нарушения зазора между поршнем и цилиндром
Увеличившийся зазор между поршнем и цилиндром приводит к стуку, ухудшению компрессии двигателя, перерасходу масла, и к выходу из строя двигателя. Уменьшение зазора между цилиндром и поршнем ведет к появлению задиров на зеркале цилиндра, перегреву деталей блока.
И в том и в другом случае требуется ремонт поршневой группы. Без вариантов. Или, если есть желание, подумайте о покупке нового двигателя. Но, всё же, дешевле вовремя провести ремонт цилиндров и поршней. А ремонт будет заключаться в замене цилиндров и расточке или хонинговке цилиндров.
Как проверить зазор между поршнем и цилиндром
Естественно, всё начинается с разборки головки блока цилиндров. По - большому счёту вы приступаете к капитальному ремонту двигателя. Ведь в результате диагностики, обязательно «выползут» проблемы с распредвалом, коленвалом, замена прокладок, подшипников, вкладышей и т.д. работы хватит. Но, начнём с того, с чего начали – замер зазора между поршнем и цилиндром.
Нам понадобятся два измерительных инструмента: нутромер – для измерения внутреннего диаметра цилиндра, и микрометр – для измерения диаметра поршней. Не станем распылять наше внимание на структуру материалов и технологию изготовления поршней. Перейдём к замеру зазора.
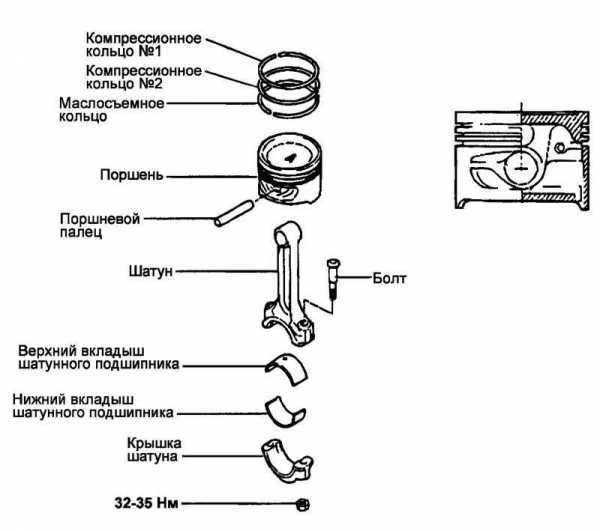
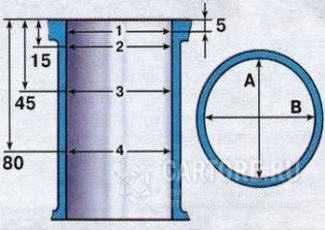
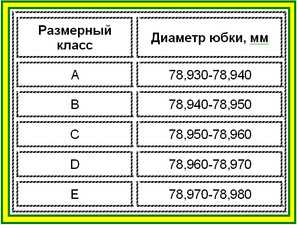
Как и цилиндры, поршни по своему наружному диаметру распределены на 5-ть классов: A, B, C, D, E. Замер диаметра поршня проводится в районе цилиндрической части юбки, на расстоянии от днища плоскости в 52,4 мм. Класс нашего поршня вы увидите на днище. Клеймо с соответствующей буквой.
Измерение диаметра цилиндра производится в четырёх поясах и в двух плоскостях, перпендикулярных друг другу (вдоль и поперек блока цилиндров). Если измерив, вы получаете зазор между поршнем и цилиндром выше 0,15 мм, то нужно приступать к подбору ремонтных поршней.
При условии, что зеркало цилиндра никоим образом не нарушено, подбираем поршни. Если же на зеркале цилиндра существуют механические повреждения, то вначале производится расточка или хонингование цилиндров. При этом не следует забывать, что расточка проводится до размера к ближайшему ремонтному размеру поршня.
После проведенного ремонта цилиндров, подбираем поршни соответствующего ремонтного размера. Для классических моделей двигателей отечественного производства, существует норма монтажного зазора между поршнем и цилиндром: 0,06 – 0,08мм (для 05 и 06 двигателей) и 0,05 – 0,07 (для 01 и 03двигателя).
Немаловажно, чтобы при подборе поршней вы обратили внимание и на их вес. Масса поршней одного двигателя не должна отклоняться на 2,5 грамма. Этот показатель важен для того, чтобы уменьшить вибрацию двигателя при разности масс возвратно-поступательного движения.
Ремонтные размеры поршней и цилиндров, а также нормы производителя к зазорам именно для вашего двигателя нужно уточнять в Руководстве по эксплуатации и ремонту именно вашей модели двигателя.
Удачи вам при измерении зазора между поршнем и цилиндром, и правильном подборе ремонтных деталей.
cartore.ru
Задиры поршня из-за недостаточного зазора
Зазор между поршнем и цилиндром может в эксплуатации недопустимо сузиться почти до полного отсутствия при неправильной регулировке движущихся деталей, при перекосе цилиндров или же при термической перегрузке. Кроме того, температура поршня в работе значительно выше температуры цилиндра, что в эксплуатации приводит к различным характеристикам теплового расширения поршня и цилиндра. Поршень подвергается более сильному тепловому расширению, чем смежный цилиндр. Кроме того, алюминиевые материалы, по сравнению с серым чугуном имеют двойное тепловое расширение, что необходимо соответственно учесть в конструкции.
При уменьшающемся зазоре между поршнем и цилиндром сначала возникает полусухое трение,потому что масляная пленка на стенке цилиндра вытесняется расширяющимся поршнем. В результате этого несущие поверхности на юбке поршня сначала стираются до высокого блеска. Изза полусухого трения и возникающего тепла трения температура элементов становится еще выше. Поршень при этом оказывает все большее давление на стенку цилиндра. Функция масляной пленки при этом полностью исчезает. Поршень в цилиндре начинает работать без смазки. В результате этого появляются первые задиры с гладкой темной поверхностью.
Обобщенно можно привести следующие характерные признаки задиров из-за недостаточного зазора. За местами противодействия с зеркальным блеском следуют гладкие темные задиры. Задиры при заедании из-за недостаточного зазора имеются как на нагруженной стороне, так и на ненагруженной стороне.
Задиры из-за недостаточного зазора на юбке поршня
Описание повреждения
На поверхности юбки поршня имеется несколько одинаковых задиров
Задиры возникли на нагруженной и на ненагруженной стороне, т.е., к задирам на одной стороне поршня имеются соответствующие задиры на противоположной стороне. Поверхность задиров переходит от точек давления с зеркальным блеском в относительно гладкие места трения с темным цветом. Зона колец не имеет повреждений.
Оценка повреждения
Зазор между юбкой поршня и рабочей поверхностью цилиндра был или слишком узким или суживался в недопустимой мере перекосами, которые возможно возникли только при эксплуатации двигателя.
Указание:
В отличие от задиров в результате работы без смазки задиры из-за недостаточного зазора возникают всегда по истечении короткого времени эксплуатации после капитального ремонта двигателя.
Возможные причины повреждения
• недостаточный диаметр цилиндра.
• слишком сильная или неравномерная затяжка головки цилиндра (перетяжка цилиндра).
• неровные торцевые поверхности на цилиндре или на головке цилиндров.
• нечистая или неравномерная резьба в резьбовых отверстиях или на винтах головки цилиндров.
• заедание или неравномерная смазка на опорных поясках головок винтов
• использование неправильных или неподходящих прокладок головки блока цилиндров.
• перекос цилиндров в результате неравномерного нагрева из-за накипи, загрязнение или другие неисправности в системе охлаждения.
Задиры из-за недостаточного зазора соответственно рядом с бобышкой пальца (задиры под углом 45°)
Описание повреждения
Характерным для этого повреждения являются задиры, появляющиеся соответственно со смещением на 45° относительно оси бобышки, причем как на нагруженной стороне, так и на ненагруженной стороне. Поверхность задиров переходит от точек нажима с зеркальным блеском в относительно гладкие места трения с темным цветом. Поршневой палец имеет синий цвет побежалости, это признак тому, что в данном случае температура поршневого пальца была слишком высокой в результате недостаточного зазора или нехватки смазки.
Оценка повреждения
Повреждение появляется, если зона вокруг крепления поршневого пальца слишком сильно нагревается. Поскольку в этой зоне поршень отличается довольно высокой жесткостью, возникает повышенное тепловое расширение в этой зоне и зазор между поршнем и рабочей поверхностью цилиндра сужается. Относительно тонкостенная и тем самым эластичная направляющая часть поршня может компенсировать повышенное тепловое расширение своей эластичностью. На переходе к жестким бобышкам пальца материал, однако, с большим усилием давит на стенку цилиндра, что в конечном счете приводит к прерыванию масляной пленки и к возникновению трения на поршне.
Возможные причины повреждения
• Слишком высокая нагрузка на двигатель, когда он еще не достиг рабочей температуры
Поршень может достичь своей полной рабочей температуры в течение 20 секунд, в то время как для холодного цилиндра для этого требуется намного больше времени. В результате различий в тепловом расширении обоих элементов поршень расширяется намного больше и быстрее, чем цилиндр. Зазор поршня сильно сужается в вышеописанных местах. Появляются названные повреждения.
• Слишком узкая посадка поршневого пальца в головке шатуна (горяче запрессованные шатуны). Слишком узкая посадка поршневого пальца в бобышке шатуна может привести к некруглости бобышки шатуна и тем самым также поршневого пальца. Это связано с различной толщиной стенки в бобышке шатуна. В то время как в направлении шатуна имеется больше материала и более толстые стенки, толщина стенки в конце шатуна намного меньше. При деформации поршневого пальца зазор в креплении пальца уменьшается. В результате этого недостаточный зазор в креплении вызывает повышенное тепло трения и таким образом повышенное тепловое расширение в данной зоне.
• задиры в бобышке шатуна из-за недостаточной смазки при первом вводе двигателя в эксплуатацию.
При сборке поршневой палец не смазывается или смазывается недостаточно. Перед тем как масло при первом пуске в эксплуатацию поступает к месту опоры, нет достаточной смазки, это вызывает заедание опоры пальца и тем самым повышенное образование тепла.
• Дефект монтажа при горячей посадке поршневого пальца (горяче запрессованный шатун)
Кроме вышеназванной смазки пальца при горячей посадке поршневого пальца бобышки шатуна необходимо обратить внимание на то, чтобы непосредственно после вставки пальца подшипник пальца не был подвергнут контролю на свободный ход путем качающего движения. Непосредственно после вставки холодного пальца в горячий шатун температура между обеими деталями выравнивается. Поршневой палец может стать очень горячим. Он расширяется и заклинивается в еще холодном подшипнике пальца. Если подшипник в этом состояние перемещают, здесь может возникнуть первое место трения или задир, который в эксплуатации приводит к тяжелому ходу подшипника и тем самым к повышенному трению и образованию тепла. По этой причине смонтированные детали должны остыть спокойно, опору следует контролировать на свободный ход только после остывания.
Задиры из-за недостаточного зазора в нижней части юбки поршня
Описание повреждения
На нижних концах юбки поршень имеет типичные задиры с местами нажима на одной стороне и на противоположной стороне. Следы переходят от места нажима с зеркальным блеском в гладкие темные задиры, (рис. 1) Все остальные части поршня не имеют особенностей. Те же самые задиры имеет соответствующая мокрая рабочая втулка цилиндра (рис. 2) в нижней части, там где она на наружном диаметре несколькими уплотнительными кольцами уплотняется к картеру от попадания воды и масла,. Все остальные части рабочей втулки цилиндра также не имеют особенностей.
Оценка повреждения
Тот факт, что задиры имеют характерные признаки заедания из-за недостаточного зазора как на поршне, так и на рабочей втулке цилиндра, указывает на то, что зазор между поршнем и цилиндром в нижней части, вероятно, из-за деформации цилиндра был настолько сужен, что масляная пленка прервалась.
Возможные причины повреждения
• неправильные по размерам или неподходящие кольца круглого сечения могут привести к деформации рабочей втулки до полного отсутствия зазора юбки поршня. Для обеспечения достаточно большого пространства набухания уплотнительные кольца должны заполнить лишь ок. 70 % объема канавок.
• использование дополнительного уплотнительного средства в кольцах круглого сечения
Для используемых для данной цели уплотнительных колец характерно набухание в работе под воздействием масла. Это свойство так и предусмотрено, чтобы обеспечить герметичность в течение длительного времени. Поэтому не разрешается использование дополнительного уплотнительного средства. Свободное пространство было бы полностью заполнено и кольца круглого сечения не могли бы расширяться в работе.
• В пазах для уплотнительных колец в корпусе, возможно, сохранились еще остатки старых уплотнительных колец (см. выше).
• Уплотнительные кольца не могут обеспечить безупречную герметизацию, если они перекошены при вводе рабочей втулки. Поэтому они должны быть всегда смазаны средством скольжения перед монтажом рабочей втулки.
opelastra10.ru
причины изменений, замер и нормы
Если в момент запуска двигателя «на холодную» вдруг послышался звук, очень схожий со стуком, который постепенно снижается при последующем прогреве двигателя или исчезает совсем, то это служит сигналом к проверке зазора между цилиндрами и поршнями. Другими словами, следует засучить рукава, вооружиться динамометрическим ключом и начать процесс откручивания цилиндровой головки блоков.Наличие некоторого расстояния между поршнеми цилиндром, почему он может изменитьсяДажеесли транспортное средство правильно эксплуатируется, то со временем происходит естественное сужениезазора между цилиндром и его поршнем. Это можно объяснить условиями постоянногоиспользования транспортного средства и высоким режимом температуры деталей.Ещеодной причиной сокращения расстояниямежду цилиндром и поршнем может выступать неверная регулировка всех деталей, которые двигаются, а такжеперекос цилиндров или возникающие температурные перегрузки. Всегда следуетпомнить о том, что блоки цилиндров большей частью выполнены из алюминиевых по составу материалов, которыепо сравнению с легированным чугуном обладают двойным коэффициентом расширения.Постепенноесужение зазора между цилиндром и его поршнем приводит к возникновению полусухого трения, что в свою очередьвызывает повышение температуры цилиндров и деталей блока. Через некоторое времясмазка вообще прекращает поступать, в результате чего появляются первые задиркина поршне.Вбольшинстве случаев после проведения диагностики блока цилиндра и его состоянияявляется непосредственный ремонт цилиндров и поршневой группы элементовдвигателя. Составить полное представление о степени деформации гильз, поршнейнекоторых других деталей можно только после осуществления разбора головки блокацилиндров.Кактолько доступ к поршневой группе открыт, можно приступать к оценке деформацийпоршней и цилиндров. Главными приборами,которые помогут осуществить все необходимые замеры диаметров, являютсямикрометр и нутромер. Первый прибор необходим для измерения диаметра поршней, авторой, который называют индикаторным калибром, служит для измеренияцилиндрового диаметра.Нормы соответствия цилиндров и поршнейПередтем, как приступить к непосредственному ремонту поршневой группы, необходимовооружиться некоторыми теоретическими знаниями. В частности, следует знать, чтосуществует несколько групп диаметров поршней, а также таблицы с номинальнымиразмерами поршней и цилиндров, т.к. именно эти знания и станут основнымориентиром в дальнейшей работе.Поршневойдиаметр классифицируется по наружному диаметру и составляет 5 классов, а именно:A, B, C, D, E, которые разнятся на 0,01 мм в своем размере, а также категории подиаметру отверстия под палец поршня, которые идут с шагом в 0,004 мм. Эти данныевсегда должны присутствовать на днище поршня и должны иметь вид цифры и буквы,это категория отверстия и класс поршня соответственно.Зазормежду ремонтируемым цилиндром и поршнем должен производиться по специальнымрасчетным нормам, которым и должен соответствовать. Для новых деталей зазор,как правило, лежит в диапазоне 0,05-0,07 мм. Для деталей, которые уже были виспользовании, зазор не должен превышать показателя в 0,15 мм.Именнодля выяснения этого параметра необходимо осуществить измерение зазора междуцилиндром и его поршнем. Также это необходимо сделать для того, чтобы грамотноподобрать поршни того же класса, что и цилиндры. В случае, когда зазориспользуемого двигателя между цилиндром и поршнем превышает показатель в0,15 мм, следует осуществить подбор цилиндров к поршням с максимально близкимзначением к размеру расчета.Расточкацилиндров должна осуществляться предварительно и носить максимальноприближенный характер к ближайшему значению размера ремонта. Также не стоитзабывать о припуске, который составляет примерно 0,03 мм для хонингованияцилиндрической поверхности после процесса расточки. После завершения этого процессаможно приступать к поиску поршней.Впроцессе хонингования нужно строго выдержать диаметр, т.к. при монтаже поршняпоказатель зазора должен соответствовать максимально допустимой норме для новыхдеталей в 0,045 мм.Диаметрцилиндра измеряется нутромером и в двух перпендикулярных плоскостях. Осуществляяподбор поршней к цилиндрам, кромеремонтного или номинального размера, необходимо учитывать поршневую массу, которая может бытьувеличенной, нормальной или уменьшенной на 5 грамм. К поршням из группы ремонта,помимо прочего, следует подобрать ремонтные кольца тех же ремонтных размеров.Послетого, как расстояние между цилиндром и его поршнем определено, можно легкоподобрать необходимые размеры, а после осуществления расточки цилиндра, еслиэто необходимо, установить поршень.
Результат нарушения зазора между поршнем и цилиндром ↑
Увеличившийся зазор между поршнем и цилиндром приводит к стуку, ухудшению компрессии двигателя, перерасходу масла, и к выходу из строя двигателя. Уменьшение зазора между цилиндром и поршнем ведет к появлению задиров на зеркале цилиндра, перегреву деталей блока.
И в том и в другом случае требуется ремонт поршневой группы. Без вариантов. Или, если есть желание, подумайте о покупке нового двигателя. Но, всё же, дешевле вовремя провести ремонт цилиндров и поршней. А ремонт будет заключаться в замене цилиндров и расточке или хонинговке цилиндров.
Как проверить зазор между поршнем и цилиндром ↑
Естественно, всё начинается с разборки головки блока цилиндров. По - большому счёту вы приступаете к капитальному ремонту двигателя. Ведь в результате диагностики, обязательно «выползут» проблемы с распредвалом, коленвалом, замена прокладок, подшипников, вкладышей и т.д. работы хватит. Но, начнём с того, с чего начали – замер зазора между поршнем и цилиндром.
Нам понадобятся два измерительных инструмента: нутромер – для измерения внутреннего диаметра цилиндра, и микрометр – для измерения диаметра поршней. Не станем распылять наше внимание на структуру материалов и технологию изготовления поршней. Перейдём к замеру зазора.
Как и цилиндры, поршни по своему наружному диаметру распределены на 5-ть классов: A, B, C, D, E. Замер диаметра поршня проводится в районе цилиндрической части юбки, на расстоянии от днища плоскости в 52,4 мм. Класс нашего поршня вы увидите на днище. Клеймо с соответствующей буквой.
Измерение диаметра цилиндра производится в четырёх поясах и в двух плоскостях, перпендикулярных друг другу (вдоль и поперек блока цилиндров). Если измерив, вы получаете зазор между поршнем и цилиндром выше 0,15 мм, то нужно приступать к подбору ремонтных поршней.
При условии, что зеркало цилиндра никоим образом не нарушено, подбираем поршни. Если же на зеркале цилиндра существуют механические повреждения, то вначале производится расточка или хонингование цилиндров. При этом не следует забывать, что расточка проводится до размера к ближайшему ремонтному размеру поршня.
Мертвое пространство.Мертвое пространство поршневого компрессора представляет собой объем, заключенный между клапанами и днищем поршня в момент нахождения его в верхней, мертвой точке. Основной причиной существования мертвого пространства является линейный зазор между днищем поршня и клапанной доской (не менее 0;01 диаметра цилиндра), предназначенной для компенсации удлинения поршня и шатуна при их нагревании, а также возможной неточности, допущенной при изготовлении деталей и сборке компрессора. В мертвое пространство входит также объем углублений и отверстий клапанов и объем кольцевого зазора между стенкой цилиндра и поршнем (до первого кольца).
В быстроходных компрессорах объем мертвого пространства составляет от 3 до 5% объема цилиндра. В современных малых герметичных компрессорах объем мертвого пространства снижен до 2%. Расширение паров, остающихся в мертвом пространстве цилиндра, уменьшает объем всасывания, а следовательно, и производительность компрессора. Чем больше объем мертвого пространства, тем значительнее снижение действительной производительности компрессора. Поэтому мертвое пространство называют иногда «вредным» пространством.
| Мертвое пространство компрессора | |
| При наличии мертвого пространства в компрессоре уменьшается объем газа, засасываемого в единицу времени, и увеличивается расход энергии. Уменьшение объема полезного всасывания происходит по трем причинам: мертвое пространство увеличивает объем цилиндра по сравнению с объемом, описанным поршнем; газ, оставшийся в мертвом пространстве после выталкивания при давлении нагнетания, при обратном ходе поршня расширяется, и объем его, соответствующий давлению всасывания, значительно увеличивается, в результате чего объем всасывания свежего газа уменьшается соответственно на ту же величину. Наконец, температура газа в процессе расширения его в мертвом пространстве изменяется и может оказаться выше температуры поступающего газа, вследствие чего происходят подогревание последнего и дополнительное расширение, вызывающее также объемные потери [1]. | |
| . Измерение линейного мертвого пространства с помощью оттисков | |
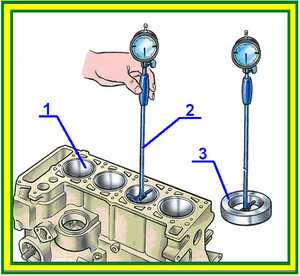
1.1.Во всех компрессорах между поршнем в верхнем положении и клапанной доской имеется зазор (линейное мертвое пространство). Этот зазор необходим, чтобы предотвратить удары поршня о клапанную доску. В собранном компрессоре зазор между клапанной доской и поршнем должен быть равен примерно 0,01 диаметра цилиндра [2].
Величину линейного мертвого пространства определяют свинцовыми или восковыми оттисками. Для получения оттисков на каждый поршень кладут шарик из воска или свинцовую проволоку длиной 10 мм и диаметром 0,5 мм. Установив клапанную доску на место, проворачивают вручную вал с наклонным диском (не менее одного оборота). После этого вскрывают компрессор и, вынув оттиски, измеряют их: свинцовые – штангенциркулем, а восковые – индикатором (рис. 2). Трубчатой ножкой 1 индикатора прорезают оттиск воска на всю его толщину, в результате чего подвижной стержень 5, сжав пружину 4, поднимается и вызывает отклонение стрелки на циферблате 2, на котором и будет указана величина мертвого пространства. Индикатор в трубчатой ножке закреплен винтом 3 [7]. | |
| 1.2. Измерение линейного мертвого пространства с помощью приспособления | |
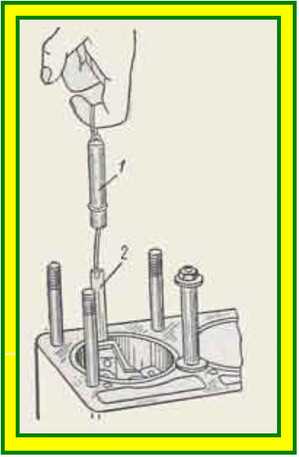
Отведите поршень от края верхней мертвой точки на 15 мм. По контрольной плите установите приспособление (рис. 3) с индикатором так, чтобы выступающий участок стержня индикатора был на 0,5 мм больше максимально допустимого мертвого пространства. Установите стержень индикатора так, чтобы стрелка малой шкалы переместилась на одно деление, а стрелка большой шкалы показывала 0,3 мм.
Перемещение ножки происходит при ослаблении винта крепления индикатора (рис. 3).
Подготовленное приспособление установите вместо нагнетательного клапана и рукояткой или маховиком медленно проворачивайте коленчатый вал, наблюдая за показаниями индикатора. Максимальное показание индикатора будет соответствовать положению верхней мертвой точки поршня. Измерение проведите для пяти цилиндров. Полностью поворачивать коленчатый вал не следует.
Удобнее поворачивать рукоятку на 30-400 в обе стороны таким образом, чтобы поршень проходил через положение верхней мертвой точки.
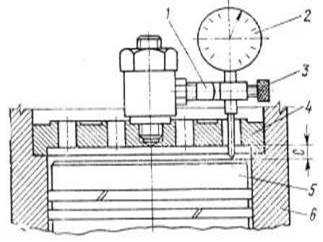 Рис. 3. Приспособление для измерения линейного мертвого пространства: 1 – кронштейн для крепления индикатора; 2 – индикатор; 3 – винт крепления индикатора; 4 – корпус нагнетательного клапана; 5 – поршень; 6 – цилиндр
Полученную при измерениях среднюю величину вредного пространства сравните с допустимыми для компрессора данной марки.
В зависимости от выявленных отклонений мертвого пространства oт оптимального установите способы регулировки [8].
Рис. 3. Приспособление для измерения линейного мертвого пространства: 1 – кронштейн для крепления индикатора; 2 – индикатор; 3 – винт крепления индикатора; 4 – корпус нагнетательного клапана; 5 – поршень; 6 – цилиндр
Полученную при измерениях среднюю величину вредного пространства сравните с допустимыми для компрессора данной марки.
В зависимости от выявленных отклонений мертвого пространства oт оптимального установите способы регулировки [8].
| |
| 2. Измерение мертвого объема цилиндра компрессора | |
| Пространство между клапанной доской и поршнем в верхнем положении, включая отверстия в клапанной доске под пластинами клапанов, называется мертвым объемом. С помощью штангенглубиномера или индикаторного глубиномера замерьте линейный зазор между поршнем и клапанной доской и подсчитайте мертвый объем V1c (м3): , где D – диаметр цилиндра, м; l – линейный зазор, м. Затем определите объем отверстий в клапанной доске под пластинами нагнетательных клапанов V2c (м3): , где d – диаметр отверстия, м; S1 – толщина клапанной доски, м; n – число отверстий в клапанной доске под пластинами нагнетательных клапанов, приходящееся на один цилиндр. Полный мертвый объем С (м3): . Объем, описанный поршнем Vп (м3), , где S – ход поршня, м. Величина относительного мертвого пространства выражается обычно в процентах от объема, описанного поршнем, . | |
| Контрольные вопросы |
| 1. Дайте определение линейному мертвому пространству цилиндра компрессора. 2. Что такое мертвый объем компрессора? 3. Что такое относительный мертвый объем компрессора? 4. Какое значение имеет линейное мертвое пространство цилиндра компрессора? 5. Почему поршень компрессора не имеет канавок для поршневых колец? 6. Как работает сальник уплотнения вала? 7. Как оцениваются объемные потери, обусловленные наличием мертвого пространства? 8. От чего зависит объемный коэффициент полезного действия компрессора? |
http://abc.vvsu.ru/Books/t_Kond_ref/page0044.asp
poisk-ru.ru
Зазоры между поршнем и цилиндром, их динамика в процессе работы ДВС. Зависимость между конструктивным (холодным) и рабочим (горячим) зазорами.
Поиск ЛекцийФорма цилиндрической поверхности поршня определяется величиной зазора между поршнем и цилиндром. Величина зазора не влияет на направляющие функции поршня и с этой точки зрения, зазор может быть любым. На практике данный зазор стараются минимизировать для предохранения колец от газов, сохранения уплотняющих качеств поршня. Зазор должен быть таким, чтобы при всех возможных положениях поршня уплотнительный пояс не соприкасался с цилиндром. Зазор между юбкой поршня и цилиндром в рабочем состоянии должен обеспечивать возможность свободного перемещения поршня в цилиндре при максимальной температуре.
Dп , Dп’ -диаметр поршня в холодном и горячем состоянии
Dц , Dц’ -диаметр цилиндра в холодном и горячем состоянии
tц, tп -температура стенок цилиндра и поршня в горячем состоянии
t0 -температура стенок цилиндра и поршня в холодном состоянии
αц,αп -коэффициенты линейного расширения цилиндра и поршня
Δ= Dц - Dп –зазор в холодном состоянии
Δ’= Dц’- Dп’ –зазор в горячем состоянии
Относительные зазоры:
- относительный зазор в холодном состоянии
- относительный зазор в горячем состоянии
;
;
Т.к. температура по высоте боковой поверхности падает, то боковую поверхность делают различного диаметра.
Варианты конструктивной реализации шатунов для двигателей со сложным КШМ (на примере V-образного двигателя). Преимущества и недостатки представленных схем.
Возможны следующие варианты конструктивной реализации шатунов для двигателей сложных схем:
- Смещённые шатуны
Достоинства: простота конструкции, возможно изготовление одинаковых шатунов, при смазке поршневого пальца под давлением относительная простота подачи масла, кинематика и динамика всех цилиндров одинакова.
Недостатки: небольшая площадь опорной поверхности, при данной схеме оси цилиндров смещаются друг относительно друга, появляются дополнительные моменты изгибающие, шатунную шейку.
-
 Центральный шатун
Центральный шатун
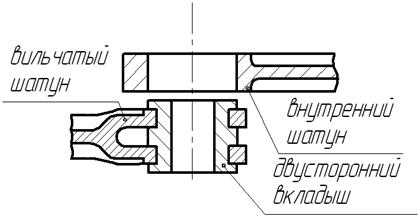
Вильчатый охватывает вкладыш на шатунной шейке, а другой внутренний, располагается внутри вильчатого.
Преимущества: одинаковая кинематика и динамика в обоих блоках, равномерная нагрузка на кривошипную головку и подшипник, уравновешенность двигателя.
Недостатки: сложность конструкции вильчатого шатуна, недостаточная жесткость вильчатого шатуна, различная жесткость шатунов, плохие условия смазки внутреннего шатуна, сложность изготовления 2х сторонних вкладышей.
-
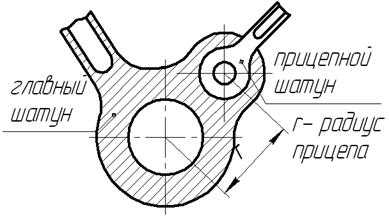 Прицепные шатуны.
Прицепные шатуны.
Преимущества: большая жесткость кривошипной головки.
Недостатки: различная кинематика главного и прицепного шатуна за счет появления дополнительного радиуса прицепа, появление дополнительного крутящего момента, худшая уравновешенность всего двигателя, повышенные нагрузки на головку прицепного шатуна.
8 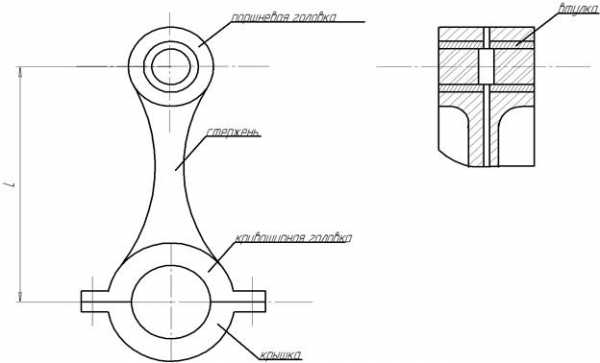 Конструкция поршневой головки шатуна. Смазка соединения шатун-поршневой палец. Формы стержней шатунов. Влияние геометрических характеристик шатуна на параметры КШМ.
Конструкция поршневой головки шатуна. Смазка соединения шатун-поршневой палец. Формы стержней шатунов. Влияние геометрических характеристик шатуна на параметры КШМ.
Чем меньше ,т. е. больше длинна шатуна L,тем меньше боковая сила действующая на стенку цилиндра со стороны поршня. С другой стороны это приводит к увеличению габаритов и веса двигателя.
Поршневая головка шатуна имеет втулку для снижения трения, материал втулки обычно бронза. Для осуществления смазки соединения шатун – поршневой палец во втулке имеется специальная канавка, к которой подводятся масляные каналы, через эти каналы масло подается от маслосъемного кольца поршня или от коленчатого вала. На внутренней поверхности втулки нанесена спиралеобразные канавки, по которым масло растекается по всей поверхности соприкосновения втулки и пальца.
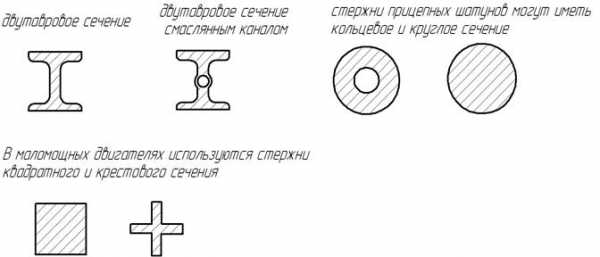 Стержни шатунов могут иметь следующие виды сечений:
Стержни шатунов могут иметь следующие виды сечений:
Варианты конструкций кривошипной головки шатуна. Осевая фиксация шатуна. Шатунные болты. Конструкция, требования.
Осевая фиксация шатуна – кривошипной головкой на шатунной шейке коленвала.
Зазор 0,1 – 0,5 мм. В поршневой головке – больший зазор. Он должен компенсировать:
- осевой люфт кривошипной головки
- неточность изготовления и сборки
- MAX смещение при тепловом расширении картера и коленвала.
Зазор в поршневой головке – до 2 мм на сторону.
Шатунные болты
Нагружены усилием предварительной затяжки и переменными силами инерции.
Болт должен работать на растяжение и быть разгруженным от изгиба или среза.
Прочность и надежность болта зависят от:
ü формы
ü качества поверхности
ü места приложения усилий
ü термообработки.
Головка д.б. по возможности цилиндрической формы. Стержень не должен иметь резких скачков диаметров. Переход от резьбы – в виде проточки на значительной длине. Стержень и переходы полируются. Резьба изготавливается накаткой с увеличенными радиусами у вершин и впадин. Отверстие под шатунный болт – ближе к оси шатунной шейки. Момент затяжки.
10 Основные элементы к/в. Нагрузки, действующие на к/в. Конструктивные варианты исполнения к/в и выбор рациональной схемы расположения коленьев.
********************************
poisk-ru.ru
Ремонтируем блок цилиндров ч. 4
Как показывает практика, величина зазора между поршнем и цилиндром влияет на работоспособность и ресурс двигателя никак не меньше, чем, к примеру, качество поверхности цилиндра или ее перпендикулярность оси коленчатого вала. Очевидно, этот зазор не должен быть ни чрезмерно большим, ни слишком малым. В первом случае увеличивается шум при работе двигателя, появляются значительные ударные нагрузки в местах контакта деталей.
Еще хуже, если зазор мал. Давление поршня на стенку цилиндра повышается, возрастают трение и температура деталей, а условия их смазки ухудшаются. Возможен даже разрыв масляной пленки, разделяющей детали, и переход к режиму "полусухого" трения с соприкосновением поверхностей.
Получается, что зазор в цилиндре - величина строго определенная, не больше и не меньше той, какую рекомендуют изготовители двигателя. А рекомендации бывают самые разные.
На практике все выглядит сложнее. Как известно, производителей поршней множество. И изделия, которые они выпускают для одной и той же модели двигателя, нередко отличаются не только внешним видом, но и геометрией юбки, материалом, конструкцией. Как же тогда быть с зазором?
Иностранные производители поршней всегда указывают минимальный зазор. Он может быть выбит на днище поршня, указан на упаковке или в инструкции.
К сожалению, наши производители не балуют своих клиентов - размера, или величины зазора какого-нибудь на их продукции не найти. Видимо, считают, что все должны знать эти данные наизусть, и полагают, что любой поршень должен иметь зазор в цилиндре, соответствующий "заводским" данным производителя двигателя. А в это трудно поверить - достаточно даже визуально сравнить поршни с разных заводов.
На первый взгляд может показаться, что, если, к примеру, для двигателя ВАЗ-2108 рекомендован зазор 0,025-0,045 мм, то при ремонте надо стремиться к минимуму (0,025 мм). Но это только на первый взгляд. Практика показывает, что для этого нужно, чтобы совпали некоторые условия:
- поршни и поршневые кольца должны быть качественными;
- поверхности цилиндров и поршней должны иметь микропрофиль, обеспечивающий удержание оптимального количества масла;
- отклонение формы цилиндров (эллипсность, конусность, корсетность и пр.) - не более 0,005 мм;
- неперпендикулярность цилиндров оси коленчатого вала, непараллельность осей шатунных и коренных шеек, а также осей верхней и нижней головок шатунов - не более 0,01 мм на длине (измерительной базе), равной диаметру цилиндра.
Первые требования очевидны чего нельзя сказать о последнем. Чтобы отклонения во взаимном расположении поверхностей лежали в допустимых пределах, необходимы не только высокоточное оборудование и инструмент, но и специальные измерительные приборы. В самом деле, где могут измерить, к примеру, непараллельность осей головок шатунов? Таких мастерских единицы. А где и, самое главное, чем измерить неперпендикулярность цилиндров и оси коленвала?
Картина, как видим, безрадостная - в основном для тех механиков, которые стремятся во что бы то ни стало сделать в цилиндрах минимально возможные зазоры. Такие специалисты предпочитают измерять зазоры "голыми руками", поэтому нормальный зазор воспринимают весьма своеобразно: "прослабили", поршень ведь "болтается"! А как же ему не болтаться? Ведь во всех точках на боковой поверхности поршня, кроме, разумеется, тех мест, где его размер максимален, зазор за счет овальности и бочкообразности поршня будет больше номинального. Причем на верхней части, в зоне канавок под кольца, а также в направлении оси пальца, зазор между поршнем и цилиндром превышает номинальный в 10-15 раз!
Интересно, а что будет, если, наоборот, приблизиться к предельно большому зазору, соответствующему изношенному двигателю? Да ничего страшного! Правда, при зазоре в цилиндре свыше 0,12-0,15 мм (у разных двигателей эта цифра разная) будет хорошо слышен стук поршней на холодном двигателе, да и зазор будет сравнительно быстро увеличиваться из-за ударных нагрузок и износа деталей. Но подобные крайности - это, конечно, чересчур. А вот несколько увеличить зазор по сравнению с минимально допустимым отнюдь не вредно.
По логике вещей, зазор между поршнем и цилиндром - это разница между диаметром цилиндра и наибольшим размером поршня по юбке. Обычно сам процесс измерения не вызывает трудностей. Весь вопрос в другом - где, в каком сечении юбки измерить поршень. Изготовители поршней, как правило, указывают место измерения. В подавляющем большинстве случаев искомый размер определяется в сечении, перпендикулярном оси поршневого пальца между отверстием пальца и нижним краем выреза юбки.
Но из любых правил есть исключения. Например, у некоторых двигателей Toyota поршень требуется измерять под маслосъемным кольцом. Иногда поршень необходимо измерить по нижнему краю юбки (некоторые модели Ford).
Если провести анализ размеров поршней и рекомендуемых для них зазоров большого числа производителей, то выявится любопытная картина. "Ремонтный" диаметр цилиндра практически всегда оказывается с точностью до 0,01 мм равен "стандартному" плюс величина "ремонта" (0,25 мм, 0,4 мм; 0,5 мм и т.д.).
К сожалению, правило, действующее для продукции зарубежных производителей и позволяющее легко определить и зазор, и ремонтный диаметр цилиндра, для отечественных поршней не работает - слишком велик иногда оказывается разброс в их размерах (до 0,1 мм в одном комплекте). Да и измерять "наши" поршни тоже надо внимательно.
В общем, зазор - хоть и маленькая величина, какие-то сотые доли миллиметра, а значение имеет огромное. И тем, кто забывает об этом, можно только посочувствовать - «их» моторы надежно и долго работать не будут.?
www.motornn.ru
Поршень. Часть 2 ― Autopribor.Ru
Нормальный тепловой зазор между цилиндром и юбкой поршня лежит в диапазоне 0,0254 – 0,0508 мм. Но для каждого двигателя имеется точное значение этого параметра, которое можно найти в технических нормативах.
Уменьшенный зазор приведёт к задирам поршня или поршневых колец и даже заклиниванию поршня в цилиндре.

Измерение диаметра поршня
При увеличенном зазоре повышается шумность работы двигателя и износ поршня и поршневых колец.

Увеличенный зазаор межу поршнем и стенками цилиндра
Определение зазора при помощи измерения диаметра поршня и отверстия цилиндра
Измерение диаметра юбки поршня при помощи микрометра.
Измерение диаметра поршня
Диаметр юбки поршня необходимо проверять в направлении перпендикулярном оси пальца строго на установленной высоте относительно нижнего края юбки.
Замерьте диаметр юбки поршня на установленной высоте и запишите результаты измерений.
Измерение диаметра цилиндра нутромером
При помощи нутромера замерьте диаметр цилиндра и запишите результаты измерений. Для определения зазора необходимо из второго полученного результата вычесть результат первого измерения.
Измерение зазора при помощи плоского щупа
Некоторые производители двигателей предлагают проводить измерение зазора между поршнем и цилиндром при помощи плоского щупа.

Измерение зазора между поршнем и стенками цилиндра

Измерение зазора при помощи щупа
На этих двух рисунках показаны различные способы измерения зазора при помощи плоского щупа.
Измерение зазора при помощи щупа с динамометром
В старых учебниках указывается, что при таком способе измерения зазора, щуп мерной пластиной установленной толщины и ширины должен перемещаться под воздействия строго регламентированного усилия, измеряемого пружинным динамометром.
Материалы, из которых изготовлен поршень
Поскольку к поршням, как к изделию, предъявляются очень высокие требования, такие же высокие требования предъявляются к материалам, из которых изготавливаются поршни.
Можно кратко перечислить требования к этим материалам:
- Для снижения инерционных нагрузок материал должен иметь как можно меньший удельный вес, но при этом быть достаточно прочным.
- Иметь низкий коэффициент температурного расширения.
- Не изменять своих физических свойств (прочности) под воздействием высоких температур.
- Иметь высокую теплопроводность и теплоёмкость.
- Иметь низкий коэффициент трения в паре с материалом, из которого изготовлены стенки цилиндров.
- Иметь высокую сопротивляемость износу.
- Не изменять своих физических свойств под воздействие нагрузок, вызывающих усталостное разрушение материала.
- Быть не дорогим, общедоступным и легко поддаваться механической и другим видам обработки, например литью, в процессе производства.
К сожалению, материалов, в полной мере соответствующих этим противоречивым требованиям в природе просто не существует.
Поршни массовых автомобильных двигателей внутреннего сгорания изготавливались только из двух материалов – чугуна и алюминия, вернее силуминовых сплавов, состоящих из алюминия и кремния.
Чугун имеет много положительных качеств, от твёрдый, выдерживает высокие температуры, по сравнению с силуминовыми сплавами. Имеет высокую сопротивляемость износу и низкий коэффициент трения в паре чугун – чугун, из которого сделаны блоки цилиндров или вставные гильзы блока цилиндров. Коэффициент температурного расширения чугунного поршня значительно ниже подобного показателя алюминиевого поршня.
Но он также имеет и недостатки. Чугун имеет низкую теплопроводность, поэтому температура днища чугунного поршня выше температуры днища аналогичного алюминиевого поршня. Можно подумать это не страшно, поскольку чугун легко способен выдержать более высокие температуры. Но это только на первый взгляд, повышения удельной литровой мощности и эффективности работы двигателя конструкторы стараются поднять степень сжатия. А более горячий чугунный поршень не позволяет это сделать, поскольку в двигателях с внешним смесеобразованием (бензиновые двигатели) появляется детонационное зажигание. Но основным недостатком чугуна является его высокая плотность. Для повышения максимальной мощности и эффективности двигателя конструкторы стараются увеличить скорость вращения двигателя, но вес тяжелых чугунных поршней не позволяет это сделать. Поэтому все современные автомобильные двигатели, как бензиновые, так и дизельные, имеют алюминиевые поршни.
Алюминий значительно легче чугуна, но поскольку он мягче чугуна, приходится увеличивать толщину стенок поршня, по этой причине вес поршневой группы алюминиевого поршня легче подобной группы с чугунным поршнем всего на 30 – 40%. Алюминий обладает высоким температурным коэффициентом расширения, для устранения влияния которого приходится вплавлять в тело поршня стальные термостабилизирующие пластины и увеличивать зазоры между поршнем и другими элементами в холодном состоянии. Алюминий обладает низким коэффициентом трения в паре алюминий – чугун. Что удовлетворяет, по этому показателю, применение алюминиевых поршней в большинстве двигателей имеющих чугунный блок цилиндров или чугунные гильзы, вплавленные или вставленные в алюминиевый блок цилиндров. Но существуют современные прогрессивные двигатели (в основном немецкие – Фольксваген, Ауди и Мерседес) с алюминиевым блоком цилиндров, не имеющих вплавленных чугунных гильз. У этих двигателей поверхность алюминиевых отверстий цилиндров обрабатываются несколькими различными способами. В результате поверхность стенок цилиндров становится очень твёрдой и приобретает возможность сопротивления износу, даже выше чем у чугунных гильз. Но в паре алюминий – алюминий коэффициент трения очень высокий. В этом случае для уменьшения сил трения проводится железнение опорных поверхностей юбки поршня. В процессе железнения на опорную поверхность юбки поршня гальваническим способом наносится тонкий слой стали.

Блок цилиндров без гильз

Поршень с железнением юбки
На этих рисунках показано плазменное напыление на рабочую поверхность цилиндров полностью алюминиевого блока цилиндров без применения вставных или вплавленных гильз цилиндров и соответствующий этой поверхности поршень с железнением опорной поверхности юбки поршня.
Отсутствие чугунных гильз значительно уменьшает вес блока цилиндров.

Поршень с антифрикционным покрытием
Кроме антифрикционного покрытия на этом рисунке отчётливо видна стальная вставка, в которой проточена канавка для установки верхнего компрессионного кольца. Установка подобной вставки значительно увеличивает срок службы поршня.
Алюминиевые сплавы
Кремнеалюминиевые сплавы, из которых изготавливаются поршни большинства современных автомобильных двигателей, делятся на две группы – эвтектические (содержания кремния 11 – 13%) и заэвтектические (содержания кремния 25 – 26%). Для улучшения термической стойкости и механических свойств в эти сплавы добавляются никель, медь и другие металлы. В эвтектических сплавах свободный кремний отсутствует, поскольку он полностью растворён в алюминии, в заэвтектических сплавах кремний может присутствовать в виде кристаллов, часто видимых на срезе или расколе материала.
Поршни массовых автомобилей изготавливаются методом литья в кокиль из эвтектических сплавов, поскольку эти сплавы обладают хорошими литейными свойствами. Поршни дизельных двигателей тяжёлых грузовых автомобилей и других нагруженных двигателей изготавливаются из заэвтектических сплавов. Эти сплавы обладают большей прочностью, но имеют большую стоимость в производстве, поскольку изделия из этих сплавов трудней обрабатываются.
Литые и кованые
На высоконагруженных форсированных автомобильных двигателях применяются поршни, изготовленные не методом литья, а методом ковки (горячей штамповки). Ковка значительно улучшает структуру материала, поэтому кованые поршни обладают большей прочностью и большей устойчивостью к износу. Но вкованные поршни невозможно установить терморегулирующие стальные пластины.

Структура металла кованного поршня
Литые поршни не применяются, если обороты двигателя в рабочем режиме превышают 5000 об/мин. Кроме того, кованые поршни имеют лучшую теплопроводность, поэтому температура кованых поршней ниже температуры поршней, изготовленных методом литья.
Сравнение температуры литого и кованного поршня
Ремонтные размеры и селективная подборка
Как ранее отмечалось, диаметр поршня должен строго соответствовать диаметру цилиндра с обеспечением необходимого зазора между ними. Но в реальном производстве изготовленные детали всегда несколько отличаются друг от друга. Поэтому во многих отраслях машиностроения, и автомобилестроение в том числе, принята селективная подборка. После изготовления измеряются и по результатам измерений детали делятся на несколько классов или групп, с определённым диапазоном измеряемого размера. То есть каждому классу отверстия цилиндра (обычно класс цилиндра выбит в определённом месте на блоке цилиндров), подбирается поршень такого же класса.
Например, на ВАЗе поршни подразделяются на пять классов (A, B, C, D и E), но в запасные части для ремонта двигателей поставляются поршни только трёх классов (А, С и Е). Считается, что этого вполне достаточно для выполнения качественного ремонта.
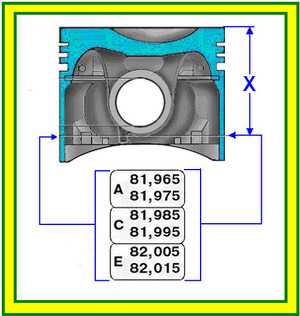
Группа поршня по диаметру
Группы поршня по диаметру
Таблица и рисунок даны только для примера, поскольку для разных моделей двигателей выпускаются поршни разных номинальных размеров. На рисунке и в таблице упоминаются поршни разного номинального диаметра.
Кроме этого выпускаются поршни ремонтного размера, с увеличенным на 0,4 и 0,8 мм диаметром.
Не путайте ремонтные размеры, с классами по селективной подборке. Классы селективной подборки отличаются друг от друга на сотые, а, иногда, на тысячные доли миллиметра. А номинальные ремонтные размеры отличаются на несколько десятых долей миллиметра.
Во время капитального ремонта двигателя с расточкой блока цилиндров под ремонтный размер отверстий цилиндров специалисты ремонтного предприятия точно подгоняют диаметр цилиндра под имеющиеся поршни при хонинговке. Если по причине износа или наличия задиров требуется отремонтировать отверстие одного цилиндра, придётся растачивать все цилиндры. Не допускается применения на одном двигатели поршни разных ремонтных размеров.
Диаметр поршня измеряется при помощи микрометра, в направлении, перпендикулярном оси поршневого пальца, на строго установленном расстоянии от низа юбки поршня, указанном в руководстве по ремонту.
Все измерения, как диаметра поршня, так и диаметра отверстия цилиндра необходимо проводить при нормальной комнатной температуре – 20? С.
Различные производители имеют различные группы или классы поршней по диаметру. Поэтому перед ремонтом двигателя ознакомьтесь с Руководством по ремонту.
Кроме селективного подбора поршней по диаметру, поршни также делятся на несколько групп по диаметру отверстия под поршневой палец. Обычно группа поршня определяется цветовой меткой на внутренней поверхности бобышки поршня. Палец поршня имеет соответствующую по цвету метку на торцевой поверхности пальцы.

Группа поршня по диаметру поршневого пальца
Группа поршня по диаметру поршневого пальца
Каждой группе соответствует установленный диапазон отверстия под поршневой палец, обычно различие между группами не превышает нескольких тысячных миллиметра.
Группа поршня по весу
Некоторые производители, также делят поршни на несколько групп по весу. Иногда при ремонте двигателя вес поршней уравнивается за счёт снятия металла в установленном месте юбки поршня.
Чем меньше различие в весе поршней, тем меньше вибрации двигателя. При замене поршней подбирайте поршни одной весовой группы или, если это указано в Руководстве по ремонту, при помощи удаления металла уравняйте вес поршней.
Данные о размерах поршня и направлении его установки обычно выбиты на днище поршня.
Метки на днище поршня
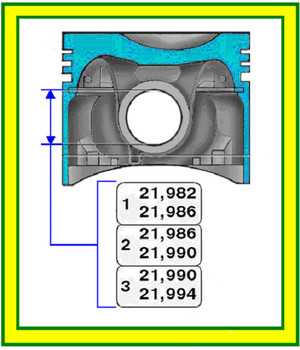
Маркировка поршня:
- Стрелка для ориентирования поршня в цилиндре
- Ремонтный размер
- Класс поршня по диаметру
- Группа отверстия поршневого пальца
И так, поршни одного двигателя делятся по следующим признакам:
- Класс поршня по диаметру (селективная подборка)
- Группа отверстия под поршневой палец (селективная подборка)
- Ремонтный размер
- Группа по весу поршня
autopribor.ru
Тепловой зазор поршневых колец
Принцип действия ДВС достаточно прост – сгорание топлива в нужное время в нужном цилиндре обеспечивает высвобождение энергии и ее преобразование в механическую. Но вот для его реализации требуются материалы с заданными свойствами, сложное оборудование, позволяющее получать детали требуемой формы и с заданными размерами и допусками, учет изменений характеристик узлов при различных режимах работы мотора. Одним из факторов, обеспечивающих функционирование ДВС, является необходимость выдерживать тепловой зазор поршневых колец.
Зачем нужен зазор в замке поршневых колец?
Первоначально давайте определимся, о чем идет речь. Внешний вид поршневого кольца показан на фото ниже:
Конструктивно у ДВС внутри цилиндра перемещается поршень. Именно он воспринимает избыточное давление, возникающее при сгорании топлива, и передает его на коленвал. В этом обманчиво простом описании заложены, как минимум, несколько особенностей:
- между стенкой цилиндра и движущимся поршнем надо выдержать зазор, позволяющий полностью использовать величину возникающего избыточного давления в камере сгорания;
- при этом необходимо обеспечить их минимальный контакт для снижения износа деталей;
- масло, используемое для смазки, должно создавать нормальные условия работы отдельных деталей, и в то же время надо исключить его попадание в камеру сгорания;
- необходимо обеспечить отвод тепла от поршня на стенки блока цилиндров.
Вот все эти задачи и решают поршневые кольца. Условия, в которых им приходится работать, очень сложные – значительный нагрев и механические нагрузки. Для компенсации воздействия температуры и предусматривается зазор поршневых колец.
Как работают и зачем нужны тепловые зазоры поршневых колец
Существует два типа колец – уплотнительные (компрессионные) и маслосъемные, оба показаны на приведенном рисунке
Само название говорит об их назначении:
- уплотнительные служат для обеспечения герметичности камеры сгорания, предупреждая проникновение из нее продуктов сгорания в картер двигателя;
- маслосъемные предназначены для удаления излишней смазки со стен цилиндра.
На старых, малооборотистых двигателях их стояло по пять-шесть штук (в зависимости от марки мотора), но на современных ДВС обычно используется три кольца – одно маслосъемное и два компрессионных.
Несмотря на различие в конструкции и назначении, у них есть одно общее – замок. Фактически так называется имеющийся промежуток между концами незамкнутой окружности. Говоря о замке, стоит помнить, что одно из его назначений – компенсировать тепловые расширения, возникающие в кольцах во время их работы.
Большинство материалов при нагревании удлиняется. При монолитной конструкции кольца, установленного в цилиндр двигателя, будут возникать напряжения, вызывающие его деформацию. Избежать этого позволяет свободное пространство между концами на кольцах.
Каким может быть допустимый зазор? При установке на поршень его величина в замке должна составлять от 0,6 до 0,3 мм.
Кроме того, надо знать, что требуется выдерживать допустимый боковой зазор между кольцом и стенкой. Необходимо обеспечить его значение в диапазоне от 0,08 до 0,04 мм.
Зачем это нужно? Для понимания того, как работает уплотнительное кольцо, приведен рисунок ниже.
Под воздействием давления отработанные газы, проходя в канавке между поршнем и кольцом, воздействуют с его внутренней стороны и увеличивают усилие прижима к цилиндру. Именно для подобной цели нужен зазор, в том числе тепловой, разделяющий боковые поверхности этих элементов.
Таким образом, обеспечив в замке допустимый зазор при установке колец (между их концами, а также боковой поверхностью и поршнем), будут созданы условия для нормальной работы мотора в значительном интервале температур. Кроме того, этому способствует и правильная взаимная их установка, показанная на рисунке ниже. Главное – обеспечивается разнесенное положение замков между собой.
Маслосъемные кольца ставятся ниже компрессионных. Их назначение – удалять со стенки цилиндра излишки масла. Его недостаток приведет к повышенному износу деталей, а избыток – к попаданию в камеру сгорания и образованию там нагара. Как работает такое кольцо, показано ниже.

Излишки масла снимаются со стенок цилиндра и отводятся в картер двигателя.Таким образом, поршневые кольца создают оптимальные условия для сгорания топлива в ДВС, что во многом обеспечивается их конструкцией. Кроме того, во время установки в замке создается допустимый зазор, что сохраняет их работоспособность при значительном изменении условий работы ДВС.
Конструкция современного бензинового или дизельного мотора такова, что только совместная согласованная работа отдельных узлов и механизмов позволяет получить ожидаемые характеристики. И если рассматривать сгорание топлива, то обеспечение для этого оптимальных условий зависит от поршневых колец, а также от того, насколько выдержаны тепловые зазоры в замке при установке на поршень.
znanieavto.ru