Восстановление резьбы холодной сваркой. Ремонт резьбы под свечу зажигания
Восстановление резьбы холодной сваркой
Из-за нарушения целостности конус свечи или уплотнительное кольцо не в состоянии плотно герметизировать цилиндр. Восстановление резьбы может осуществляться несколькими способами, в том числе без снятия с двигателя головки блока цилиндров.
Операции по техническому обслуживанию машины в большинстве случаев проводятся с откручиванием и затягиванием элементов резьбового крепления. При повреждении таких деталей, как шпилька, гайка и болт, они заменяются на новые. Но ремонт становится более целесообразным при повреждении резьбы в корпусном элементе.
Деталями крепления свечи зажигания не являются, но у них есть присоединительная резьба, которая повреждается в следующих случаях:
- При попадании пыли и грязи. Для предотвращения этого в двигателях с колодцем станет полезным отвернуть свечу на несколько оборотов перед снятием и при помощи кисти или продувки воздухом удалить загрязнения.
- Работа со свечным ключом, не обеспечивающим должную фиксацию и приводящим впоследствии к перекосу.
- Затягивание с превышением допустимого усилия, точную величину которого можно найти в инструкции по эксплуатации.

Осуществляется восстановление резьбы различными методами, обладающими собственными нюансами. Для каждого случая подбирается наиболее оптимальный в зависимости от цены, трудозатрат, технологического оснащения и конструкции. Каждый вид ремонта подразумевает соблюдение допуска размера и обеспечения соотношения отверстий.
Для того чтобы осуществить восстановление резьбы в блоке, рациональна установка вставки самонарезного или спирального вида, с наличием фиксирующего пояса, а также заплавление отверстия. Вставка не должна касаться камеры сгорания. В завершение установки производится ее калибровка при помощи метчика для избавления от повреждений, нанесенных во время монтажа.
Что такое холодная сварка
Она представляет собой способ наращивания и объединения металлических элементов, без влияния высоких температур. В данном случае поверхности не свариваются, а склеиваются. Масса для холодной сварки начинает деформироваться, затем проникает в детали, используемые для работ. Здесь отсутствует обоюдное проникновение веществ друг в друга, появление межатомных связей, но возникает плотное соединение. При этом данный способ помогает произвести восстановление свечной резьбы, воссоздать потерянные элементы и заделать повреждения.

Проведение работ
Сегодня можно найти в магазинах большой перечень товаров иностранного и российского производства. Стоит отметить два главных типа: пластилинообразные и жидкие. Последние имеют в составе два компонента, представляющих собой основную массу, используемую в склеивании, и отвердитель. Пластилинообразные средства состоят из бруска с одним или несколькими слоями, перед применением которого необходимо перемешивание. Для того чтобы осуществить восстановление внутренней резьбы холодной сваркой, желательно приобрести двухкомпонентное средство, реализуемое в двух флаконах.
Требуется предварительное обезжиривание всех поверхностей и антиадгезионная обработка как снаружи, так и внутри, так как присутствие налета и мелких частиц способно ухудшить результат. Далее смешиваются компоненты из двух флаконов на пластиковой или деревянной поверхности. Наносится полученная масса на резьбу, которая вкручивается внутрь и оставляется до полного высыхания. При соблюдении режима температур восстановление резьбы будет завершено по истечении времени, указанного в инструкции.

Ремонт с обычной сваркой
С двигателя снимается головка цилиндра и при помощи сварки заплавляется поврежденный участок свечи. На фрезерном или расточном станке углубление под свечу подвергается механической обработке, и восстанавливаются привалочные поверхности. Новое отверстие сверлится под установленным углом, и нарезается резьба. Опрессовка головки является заключительным этапом, она представляет собой проверку герметичности в водной бане высоким давлением воздуха.
Стоит отметить, что в области сварки слишком большой нагрев может способствовать появлению трещин. Поэтому наплавление металла используется в крайних случаях, когда невозможно использование других методов.

Восстановление резьбы вставкой с опорным фланцем
На фрезерный или расточный станок устанавливается головка блока. Сорванная резьба высверливается и нарезается новая для использования ремонтной вставки. Она изготавливается на токарном станке чаще всего из бронзы. Внутри должна быть резьба с требуемой размерностью. Для выполнения функции отведения тепла вставка должна плотно соприкасаться со стенками, для этого диаметр наружной резьбы изготавливается больше, чем номинальный. Она заворачивается в головку после нанесения бакелитового лака. Деталь закрепляется при помощи развальцовки края вставки.

Ручная реставрация
Восстановление сорванной резьбы вручную, не снимая с двигателя головку блоков, не способно должным образом соотнести старое и новое отверстие, что может испортить деталь. Также сложно предотвратить попадание стружки и плотно закрепить вставку, избежав откручивания вместе со свечой.
Спиральная вставка
Данный метод применяется в основном на снятом блоке, но при подходящей глубине колодца, расположении и размере можно избежать разбора двигателя. Перед тем как начинать восстановление внутренней резьбы, нужно проверить расположение клапанов и поршня для обеспечения места для вкручивания инструмента.
Производится подготовка отверстия под свечу метчиком комбинированного типа, дающим возможность работать без металлорежущего станка. При нахождении головки на двигателе закладывается в углубления пластичный смазочный материал, для того чтобы удержать стружку.
Метчик во время закручивания в нарушенное отверстие для свечи центрируется и вырезает резьбу без перекосов. Опорный фланец вставки способствует нештатному расположению свечи, при этом данный способ не подходит для головок, имеющих коническое уплотнение из-за небольшого диаметра колодцев.

Вставка с закрепляющим пояском
После формирования детали наружная и внутренняя резьба нарезаются таким образом, чтобы не возникали совмещения впадин и выступов профиля, что позволяет добиться требуемой прочности элемента. При помощи установочного устройства вставка заворачивается в свечные колодцы с большой глубиной и достаточно легко убирается с наружной стороны. Термостойкий клей поможет в обеспечении герметичности. На двух внешних витках вставки должна присутствовать накатка для плотной фиксации после развальцовки при помощи специального профиля.
fb.ru
Восстановление свечной резьбы на установленной головке блока – Резьбаделофф
 В прошлой статье, где мы рассматривали методы восстановления свечных резьб, были разобраны основные методы ремонта, которые применялись различными автосервисами на практике для ремонта резьбы свечного отверстия.
В прошлой статье, где мы рассматривали методы восстановления свечных резьб, были разобраны основные методы ремонта, которые применялись различными автосервисами на практике для ремонта резьбы свечного отверстия.
Но сегодня хотелось бы обсудить, а что делать если купив машину, мы обнаруживаем при очередной замене свечей, что в головке сорвана свечная резьба. Вот так вышло с этой машиной, продавец утаил маленький дефект от покупателя (сорвали резьбу в свечном колодце) и это чуть было не обернулось ему (покупателю) разбором двигателя. Он вовремя обратился в нашу мастерскую и мы решили эту проблему. Посмотрим как это происходило. Ремонт резьбы в свечном колодце происходил с выездом по Москве.
Выполняя ремонт свечной резьбы на установленной головке блока, мы заранее предупредили владельца о том, что необходимо подготовить доступ к свечным колодцам.
Ремонт резьбы в свечном колодце под свечу зажигания
 | Владелец выполнил все наши требования в полном объеме и мы приступили к ремонту резьбы в головке. Коллектор был снят-доступ свободен. |
 | Сорвана свечная резьба в головке блока цилиндров (гбц) под свечу зажигания. |
 | Сорвана резьба в свечном колодце. Витки резьбы вышли из головки блока вместе со свечой зажигания. |
Процесс ремонта свечной резьбы в головке блока
 | Нарезана резьба в головке блока под резьбовую вставку. Внимание: Мы не допускаем попадание стружки в камеру сгорания - чистоту цилиндра гарантируем. |
|
Установка резьбовой вставки в головку блока | |
 | Ремонт резьбы в свечном колодце применяя резьбовые вставки. |
 | Сорванная резьба под свечу зажигания отремонтирована и теперь можно закручивать свечи в головку блока с требуемым моментом затяжки.
|
|
Установка свечи зажигания | |
 | Установка свечи зажигания. |
Наше преимущество:
• Восстановление свечной резьбы на установленной головке блока;
• Исключаем выкручивание резьбовой вставки из гбц;
• Сорвали резьбу в свечном колодце, то обратитесь за ремонтом к нашим специалистам;
• Восстановление резьбы в головке под свечи накаливания без снятия гбц.
|
rezbadeloff.ru
ремонт резьбы под свечу зажигания Видео

5 г. назад
Всем привет! Мы снова в деле! Все проблемы решены и мы продолжаем! В данном видео Наилю представился интерес...

1 г. назад
Восстанавливаем свечную резьбу Force ввертышами.

2 г. назад
Ремонтируем сорванную свечную резьбу в головке блока.

2 г. назад
По дороге в Республику Карелия, свеча первого цилиндра приходит в негодность, электроды между собой замкну...

2 г. назад
На видео показан процесс ремонта резьбы свечей зажигания с помощью метчика и резьбовой вставки. Инструмент...

4 г. назад
Восстановление резьбы под свечу на китайском 50-кубовом 4-тактном скутере Super Sport Acar... еще информация на стра...

2 г. назад
Многие люди страдают отсутствием чувства меры при затяжке свеч, давайте посмотрим как исправить сорванную...

2 г. назад
все просто и быстро волга на иномарках нарезать надо на м 16 резьбу а на японках вобще может не получиться...

11 мес. назад
Сорвало резьбу под свечу? / Сорвало резьбу на головке цилиндра? Самый простой и дешевый способ ремонта Групп...

2 г. назад
Просто ролик, про набор для восстановления резьбы Voelkel Классная штука. Быстро, просто, надежно.

5 г. назад
Практика ДВС http://vk.com/praktika_dvs.

1 г. назад
https://www.drive2.ru/l/474072306453315724/

11 мес. назад
Восстановление свечной резьбы!Метчик М 14х1.25.

3 г. назад
голова шкода , (умельцы) решили востановить резьбовое отверстие без снятия головы. Итог : погнутый впускной...

2 г. назад
Мерседес 124, двигатель м.103.

4 г. назад
Резьбовые вставки позволяют создать соединения, допускающие большую нагрузку, в металлах низкой прочност...

4 г. назад
Восстановление резьбы свечного отверстия свеча м12*1,25 свеча м14*1,25 футорка м14*1,50 ○Мой Блог – https://www.youtube.com/user...

5 мес. назад
Восстановление резьбы свечи 3 и 4 цилиндра.
videohot.ru
Восстановление резьбы свечного отверстия
Повреждение резьбы свечного отверстия не позволит уплотнительному кольцу или конусу свечи надежно герметизировать цилиндр. Существует несколько способов ремонта, и некоторые из них позволяют не снимать головку блока цилиндров с двигателя.
Большинство операций технического обслуживания автомобиля производится с отворачиванием и затягиванием различных резьбовых элементов крепления. Если при этом повреждается болт, гайка или шпилька, то их заменяют новыми. В случае нарушения резьбы в корпусной детали — головке и блоке цилиндров двигателя, картере коробки передач и т.д. — чаще всего целесообразней провести ремонт.
Свечи зажигания не относятся к элементам крепления, но имеют присоединительную резьбу, основными причинами повреждения которой являются:
1. Использование свечного ключа, конструкция которого не обеспечивает правильной фиксации свечи, что может привести к ее перекосу при заворачивании-
2. Попадание в резьбу загрязнений. Чтобы этого избежать на двигателях с незакрытым свечным углублением (колодцем), необходимо перед демонтажом свечи отвернуть ее на один-два оборота и удалить грязь продувкой сжатым воздухом или кистью-
3. Затяжка свечи с усилием, превышающим допустимое. Отраслевой стандарт 37.003.081.98 предусматривает затягивание свечи c усилием от 30 до 45 Н·м (примерно 3,0 — 4,5 кгс·м) при толщине уплотнительного кольца от 1,4 до 2,0 мм. Свечи с коническим уплотнением необходимо затягивать усилием 20-25 Н·м (примерно 2 — 2,5 кгс·м), а точная его величина указана в инструкции по эксплуатации конкретного автомобиля.
Восстановление резьбы в отверстии производится разными способами, которые имеют свои особенности. В каждом отдельном случае из них выбирают наиболее подходящий по конструкции детали, технологическим возможностям мастерской, трудоемкости и стоимости. При всех способах ремонта обязательными требованиями являются:
— обеспечение соосности старого и нового резьбовых отверстий-
— соблюдение допусков всех размеров.
Для ремонта головки используют заплавление свечного отверстия или установку резьбовой вставки — фланцевой, спиральной, самонарезной, а также с фиксирующим пояском. Вставки не должны выступать в камеру сгорания, а окончательной операцией их установки является калибровка свечной резьбы метчиком для устранения деформаций, появившихся в процессе монтажа.
Заплавление свечного отверстия

Головку блока цилиндров снимают с двигателя и сваркой заплавляют дефектное свечное отверстие. На координатно-расточном станке (как минимум, фрезерном) производят механическую обработку углубления под свечу и восстановление привалочных плоскостей. Затем под определенным углом сверлят новое отверстие и нарезают резьбу. Если резьба имеет наиболее распространенную размерность М14х1,25 (рис. 1), то диаметр отверстия составляет 12,7 мм.
Окончательной операцией является опрессовка головки блока — проверка ее герметичности избыточным давлением воздуха в водяной ванне с подогревом.
Интенсивный нагрев в зоне сварки может привести к образованию трещин в месте ремонта. Поэтому металл наплавляют только в крайнем случае, когда нельзя использовать другие способы или предполагается замена этой дорогостоящей детали. Например, невозможно установить резьбовую вставку из-за трещины или небольшой толщины стенки между свечным отверстием и каналом охлаждения у двигателей с четырьмя и пятью клапанами на один цилиндр.
Установка вставки с опорным фланцем
Головку блока цилиндров устанавливают на расточной или фрезерный станок. Рассверливанием свечного отверстия удаляют сорванную резьбу и нарезают новую для установки ремонтной резьбовой вставки.
Вставку изготавливают (как правило, из бронзы) на токарном станке. Внутри нарезают свечную резьбу, а если ее размерность М14х1,25, то наружную делают М18х1,25, но чаще используют наиболее распространенную М18х1,5. Технология изготовления фланцевых вставок из бронзы не может обеспечить их прочность при меньшем наружном диаметре.
Для отвода тепла от свечи вставка должна плотно «сидеть» в отверстии, поэтому ее наружная резьба имеет диаметр несколько больше номинального. На нее наносят бакелитовый лак и заворачивают в головку блока (рис. 2) с помощью свечи. Фиксируют деталь развальцовкой тонкого края вставки со стороны камеры с
Ремесло 4: Богородская резьба
remontscooter.ru
Восстановление резьбы свечного отверстия
Повреждение резьбы свечного отверстия не позволит уплотнительному кольцу или конусу свечи надежно герметизировать цилиндр. Существует несколько способов ремонта, и некоторые из них позволяют не снимать головку блока цилиндров с двигателя.
Большинство операций технического обслуживания автомобиля производится с отворачиванием и затягиванием различных резьбовых элементов крепления. Если при этом повреждается болт, гайка или шпилька, то их заменяют новыми. В случае нарушения резьбы в корпусной детали — головке и блоке цилиндров двигателя, картере коробки передач и т.д. — чаще всего целесообразней провести ремонт.
Свечи зажигания не относятся к элементам крепления, но имеют присоединительную резьбу, основными причинами повреждения которой являются:
- использование свечного ключа, конструкция которого не обеспечивает правильной фиксации свечи, что может привести к ее перекосу при заворачивании;
- попадание в резьбу загрязнений. Чтобы этого избежать на двигателях с незакрытым свечным углублением (колодцем), необходимо перед демонтажем свечи отвернуть ее на один-два оборота и удалить грязь продувкой сжатым воздухом или кистью;
- затяжка свечи с усилием, превышающим допустимое. Отраслевой стандарт 37.003.081.98 предусматривает затягивание свечи c усилием от 30 до 45 Н·м (примерно 3,0 — 4,5 кгс·м) при толщине уплотнительного кольца от 1,4 до 2,0 мм. Свечи с коническим уплотнением необходимо затягивать усилием 20-25 Н·м (примерно 2 — 2,5 кгс·м), а точная его величина указана в инструкции по эксплуатации конкретного автомобиля.
Восстановление резьбы в отверстии производится разными способами, которые имеют свои особенности. В каждом отдельном случае из них выбирают наиболее подходящий по конструкции детали, технологическим возможностям мастерской, трудоемкости и стоимости. При всех способах ремонта обязательными требованиями являются:
- обеспечение соосности старого и нового резьбовых отверстий;
- соблюдение допусков всех размеров.
Для ремонта головки используют заплавление свечного отверстия или установку резьбовой вставки — фланцевой, спиральной, самонарезной, а также с фиксирующим пояском. Вставки не должны выступать в камеру сгорания, а окончательной операцией их установки является калибровка свечной резьбы метчиком для устранения деформаций, появившихся в процессе монтажа.
Заплавление свечного отверстия

Головку блока цилиндров снимают с двигателя и сваркой заплавляют дефектное свечное отверстие. На координатно-расточном станке (как минимум, фрезерном) производят механическую обработку углубления под свечу и восстановление привалочных плоскостей. Затем под определенным углом сверлят новое отверстие и нарезают резьбу. Если резьба имеет наиболее распространенную размерность М14х1,25 (рис. 1), то диаметр отверстия составляет 12,7 мм.
Окончательной операцией является опрессовка головки блока — проверка ее герметичности избыточным давлением воздуха в водяной ванне с подогревом.
Интенсивный нагрев в зоне сварки может привести к образованию трещин в месте ремонта. Поэтому металл наплавляют только в крайнем случае, когда нельзя использовать другие способы или предполагается замена этой дорогостоящей детали. Например, невозможно установить резьбовую вставку из-за трещины или небольшой толщины стенки между свечным отверстием и каналом охлаждения у двигателей с четырьмя и пятью клапанами на один цилиндр.
Установка вставки с опорным фланцем

Головку блока цилиндров устанавливают на расточной или фрезерный станок. Рассверливанием свечного отверстия удаляют сорванную резьбу и нарезают новую для установки ремонтной резьбовой вставки.
Вставку изготавливают (как правило, из бронзы) на токарном станке. Внутри нарезают свечную резьбу, а если ее размерность М14х1,25, то наружную делают М18х1,25, но чаще используют наиболее распространенную М18х1,5. Технология изготовления фланцевых вставок из бронзы не может обеспечить их прочность при меньшем наружном диаметре.
Для отвода тепла от свечи вставка должна плотно "сидеть" в отверстии, поэтому ее наружная резьба имеет диаметр несколько больше номинального. На нее наносят бакелитовый лак и заворачивают в головку блока (рис. 2) с помощью свечи. Фиксируют деталь развальцовкой тонкого края вставки со стороны камеры сгорания.
При сверлении и нарезании резьбы вручную, без снятия головки блока с двигателя, невозможно обеспечить соосность нового и старого отверстий. В результате свечное отверстие может стать не пригодным к ремонту. К тому же трудно избежать попадания стружки в цилиндр и надежно зафиксировать вставку, исключив отворачивание ее вместе со свечой.
Из-за опорного фланца вставки свеча занимает нештатное положение, а использовать этот способ для ремонта головок с коническим уплотнением свечей не позволяют небольшие диаметры свечных колодцев.
Между бронзовой вставкой и алюминиевой головкой происходит процесс электрохимической коррозии, которая будет усиливаться за счет проникновения раскаленных газов из цилиндра. Это ограничивает срок службы головки, отремонтированной таким способом.
Установка резьбовой вставки с опорным фланцем возможна только на устаревших двигателях, у которых стенка между свечным отверстием и каналом охлаждения имеет достаточную толщину, а свечной колодец — подходящий диаметр.
Установка спиральной вставки
Чаще всего этот способ используют на снятой головке блока цилиндров, но, если позволяет диаметр, расположение и глубина свечного колодца, двигатель не разбирают.
Перед проведением операций необходимо проверить положения поршня и клапанов (в ремонтируемом цилиндре), чтобы обеспечить место для вворачивания инструмента.
Подготовку свечного отверстия производят комбинированным метчиком, который позволяет обойтись без металлорежущих станков. Если головка находится на двигателе, в углубления метчика закладывают пластичную смазку (например, "Литол") для удержания стружки.
Комбинированный метчик (фото 1) имеет две размерности — М14х1,25 под свечу и М16х1,25 под спиральную вставку. При заворачивании в поврежденное свечное отверстие метчик центрируется в нем и нарезает резьбу без перекоса.

Вставка (см. фото 1) представляет собой проволочную пружинную спираль ромбического сечения с загнутым технологическим поводком. Внутренний диаметр и шаг спирали соответствуют резьбе свечи, а наружный — больше ремонтной резьбы для надежной фиксации. Например: при восстановлении резьбы М14х1,25 наружный диаметр спирали в свободном состоянии будет 16,4 мм.
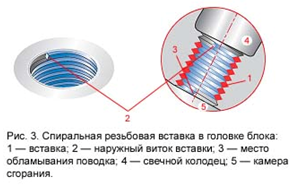
Спиральную вставку вворачивают за технологический поводок специальным ключом. При этом спираль сжимается, уменьшается ее наружный диаметр, позволяя вставке встать в ремонтную резьбу. Установку ее производят со стороны свечного колодца до того момента, пока ее наружный виток не опустится на 0,5 мм ниже плоскости (рис. 3) под уплотнительное кольцо свечи. Затем специальным бородком срубают технологический поводок, а если головка расположена на двигателе, то его обламывают и удерживают длинногубцами, чтобы избежать попадания этой части резьбовой вставки в цилиндр.
При наличии соответствующих вставок и метчиков можно восстановить резьбу не только свечных отверстий (см. таблицу).
В нашей стране пружинные спиральные вставки применяют для ремонта резьбовых отверстий с начала 40-х годов прошлого столетия. Этим способом в настоящее время пользуются и за рубежом.
Установка самонарезной вставки
Головку блока цилиндров снимают с двигателя и в свечном отверстии нарезают ремонтную резьбу комбинированным метчиком М14х1,25 и 5/8", близкую по размерам к М16х1,25 (фото 2).

Метчик заворачивают в отверстие на глубину, достаточную для срезания его разворачивающей частью (см. фото 2) вершин ремонтной резьбы, что обеспечивает начальный момент заворачивания вставки.
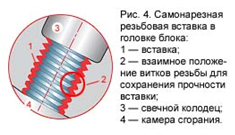
Технология изготовления вставки предусматривает определенное взаимное положение витков внутренней и наружной резьбы (рис. 4). Это позволяет без снижения прочности использовать наружную резьбу меньше, чем у вставки с опорным фланцем.
Диаметр наружных витков вставки — 16,5 мм, что примерно на 0,6 мм больше предварительно нарезанной резьбы, а на ее боковой поверхности сделаны три углубления, облегчающие процесс самонарезания.
При установке специальным приспособлением (см. фото 2) вставка нарезает резьбу своего диаметра и профиля, что обеспечивает надежную ее фиксацию (см. рис. 4). Герметичность соединения с головкой блока достигается применением термостойкого клея, который перед установкой наносят на наружную поверхность вставки. Направляющую втулку установочного приспособления (см. фото 2) можно снять только со стороны камеры сгорания, что и вынуждает демонтировать головку с двигателя.
Данный способ позволяет ремонтировать только отверстия для свечей с уплотнительным кольцом.
Установка вставки с фиксирующим пояском
Все операции выполняют не снимая головки блока с двигателя. Перед их проведением необходимо проверить положения поршня и клапанов (в ремонтируемом цилиндре), чтобы обеспечить место для вворачивания инструмента.
Ремонтную резьбу в поврежденном свечном отверстии нарезают комбинированным метчиком М14х1,25 и М17х1,25 (фото 3).

Для улавливания стружки углубления в теле метчика заполняют пластичной смазкой, которую после нарезания резьбы удаляют.
При изготовлении вставки ее внутреннюю и наружную резьбу нарезают определенным способом, не допускающим совмещения выступов и впадин профиля (рис. 5), что обеспечивает необходимую прочность детали. Установочное приспособление (см. фото 3) позволяет заворачивать вставку в глубокие свечные колодцы и легко демонтируется с внешней стороны головки блока. Герметичность обеспечивается термостойким клеем. Два наружных витка вставки имеют накатку (см. фото 3), которая надежно ее фиксирует (см. рис. 5) после развальцовки оправкой со специальным профилем (см.фото 3).

Данный способ позволяет ремонтировать отверстия как для свечей с уплотнительным кольцом, так и с коническим уплотнением.
("Полезные страницы" выпуск 11, 2002)
motortehn.com








