Таблица размеров ремонтных поршней
Детали двигателя Чери Амулет Chery Amulet A15
| Вам потребуются: переносная лампа, набор плоских щупов, линейка, штангенциркуль, нутромер, микрометр, шабер. |
| После разборки тщательно вымойте детали керосином, продуйте и просушите их сжатым воздухом (особенно масляные каналы деталей). |
| 1. Осмотрите блок, особенно внимательно опоры коленчатого вала. Трещины в любых местах блока не допускаются. |
|
| 2. Осмотрите цилиндры с обеих сторон. Царапины, задиры и трещины не допускаются. |
|
|
| 3. Определите нутромером фактические диаметры цилиндров. Диаметр цилиндра измеряйте в трех поясах (Рисунок 5.8). В каждом поясе диаметр измеряют в двух взаимно перпендикулярных направлениях (продольном и поперечном). В зоне над поясом А (на расстоянии 5 мм от плоскости разъема с головкой блока) цилиндры практически не изнашиваются. По разнице размеров в этой зоне и в остальных поясах можно судить об износе цилиндров. Номинальные размеры цилиндров приведены в табл. 5.9. Овальность и конусность не должны превышать 0,065 мм. Если максимальное значение износа больше 0,15 мм или овальность превышает указанное значение, расточите цилиндры до ближайшего ремонтного размера поршней, оставив припуск 0,03 мм на диаметр под хонингование. Затем отхонингуйте цилиндры, выдерживая такой диаметр, чтобы при установке выбранного ремонтного поршня расчетный зазор между ним и цилиндром был 0,03 мм. Дефектовку, расточку и хонингование блока проводите в мастерских, располагающих специальным оборудованием. |
| Таблица 5.9 Номинальные и ремонтные размеры цилиндров |
| 4. Проверьте отклонение от плоскостности поверхности разъема блока с головкой блока цилиндров. Приложите штангенциркуль (или линейку) к плоскости: |
| – в середине блока; |
| – в поперечном и продольном направлениях; |
| – по диагоналям плоскости. В каждом положении плоским щупом определите зазор между штангенциркулем и плоскостью. Это и будет отклонение от плоскостности. Если отклонение превышает 0,1 мм, замените блок. |
| 5. Очистите от нагара днище поршня шабером (можно изготовить из старого напильника). |
| 6. Очистите от нагара канавки под поршневые кольца старым кольцом, вставив его в канавку наружной стороной и перекатывая по канавке. |
|
| 9. Измерьте диаметр поршней в плоскости, перпендикулярной оси поршневого пальца, на расстоянии 19 мм от кромки юбки. Диаметры поршней номинального размера приведены в табл. 5.10, диаметры ремонтных поршней увеличены на 0,29 и 0,50 мм. По результатам измерений определите зазор между поршнем и цилиндром, при необходимости подберите новые поршни к цилиндрам. Расчетный зазор между поршнем и цилиндром (для новых деталей) составляет 0,03 мм. Его определяют промером цилиндров и поршней и обеспечивают установкой поршней номинального или ремонтных размеров. Максимально допустимый зазор (при износе деталей) – 0,15 мм. Если у двигателя, бывшего в эксплуатации, зазор превышает 0,15 мм, необходимо подобрать поршни номинального размера к цилиндрам или установить поршни ремонтного размера с расточкой и хонингованием цилиндров: зазор должен быть максимально приближен к расчетному. |
| Таблица 5.10 Номинальные и ремонтные размеры поршней |
|
|
| 12. Все поршни номинального и ремонтного размеров изготовлены с высокой степенью точности и не требуют предварительной сортировки и подбора по массе. При необходимости можно установить в отдельные цилиндры бывшие в употреблении поршни, если они в хорошем состоянии. Балансировка двигателя в этом случае не нарушится. |
| 13. Очистите поверхности поршневых пальцев от лаковых отложений, предварительно размягчив их в растворителе. Осмотрите пальцы. Если на них обнаружены трещины, чрезмерный износ в месте контакта с бобышками поршня и следы от проворачивания в верхней головке шатуна, замените пальцы. Проверьте сопряжение поршневого пальца и поршня, вставляя предварительно смазанный моторным маслом палец в отверстие бобышки поршня. При температуре окружающей среды 20 °С палец должен входить в отверстие при нажатии большого пальца руки и не выпадать из бобышки в вертикальном положении поршня с поршневым пальцем. Выпадающий из бобышки палец следует заменить другим. Если палец снова выпадает, замените поршень с пальцем (табл. 5.11). |
| Таблица 5.11 Классы поршневых пальцев и шатунов |
| 14. Измерьте нутромером внутренний диаметр Dв посадочного места шатуна в сборе с крышкой. |
|
| 15. Измерьте микрометром толщину Т шатунных вкладышей. |
|
| 16. Измерьте микрометром диаметр Dн шатунных шеек. |
| 17. Рассчитайте зазор z между шатунными вкладышами и шейками коленчатого вала по формуле z = Dв-2T-Dн. Номинальный расчетный зазор составляет 0,011–0,058 мм. Если фактический расчетный зазор меньше предельного, можно снова использовать вкладыши, которые были установлены. Если зазор больше предельного, замените вкладыши на этих шейках новыми (номинальной толщины). |
| Если шейки коленчатого вала изношены и перешлифованы до ремонтного размера, уменьшенного на 0,25 мм, замените вкладыши ремонтными (увеличенной толщины). |
| Шейки шлифуют помимо наличия общего износа, если на них есть забоины и риски или овальность составляет более 0,004 мм, а конусность — более 0,005 мм. |
| 18. Осмотрите верхние и нижние вкладыши коренных подшипников. Вкладыши центрального (третьего) коренного подшипника отличаются от остальных большей шириной. Кроме того, на их боковых торцах выполнены широкие буртики, играющие роль опорных полуколец упорного подшипника коленчатого вала. Если на рабочей поверхности вкладышей появились риски, задиры, отслоения антифрикционного слоя, замените вкладыши новыми. |
|
| 19. Осмотрите коленчатый вал. Трещины не допускаются. На поверхностях, сопрягаемых с рабочими кромками сальников, не должно быть царапин, забоин, рисок. При обнаружении их замените вал. |
| 20. Измерьте микрометром наружный диаметр Dн коренных шеек. Фактический зазор между вкладышами коренных подшипников и коренными шейками коленчатого вала определяют по методике, изложенной для шатунных вкладышей. Номинальный расчетный зазор составляет 0,005 мм. Если фактический расчетный зазор меньше предельного, можно снова использовать вкладыши, которые были установлены. Если зазор больше предельного, замените на этих шейках вкладыши новыми (номинальной толщины). |
| Если шейки коленчатого вала изношены и перешлифованы до ремонтного размера с уменьшением диаметра на 0,25 мм, замените вкладыши ремонтными (увеличенной толщины). |
| Шейки шлифуют помимо наличия износа, если на них есть забоины и риски или овальность составляет более 0,004 мм, а конусность — более 0,005 мм, уменьшая диаметр на 0,25 мм (табл. 5.12). |
| Таблица 5.12 Номинальные и ремонтные размеры коленчатого вала |
| 21. Осмотрите постель коленчатого вала. Трещины, царапины, забои и риски не допускаются. Установите на место крышки коренных подшипников и измерьте нутромером внутренний диаметр (см. табл. 5.12). |
| 22. Проверьте параллельность упорных буртиков средней коренной шейки: если они непараллельны, коленчатый вал погнут и должен быть заменен. |
a15-chery.ru
Дефектовка шатунно-поршневой группы - Рекомендации по эксплуатации - Каталог статей
После разборки тщательно очистите, промойте и просушите все детали.Вам потребуются: переносная лампа, набор плоских щупов, линейка, штангенциркуль, нутромер, микрометр, шабер.1. Очистите головку поршня от нагара. Если на поршне есть задиры, следы прогара, глубокие царапины, трещины, замените поршень. Прочистите канавки под поршневые кольца. Это удобно делать обломком старого кольца.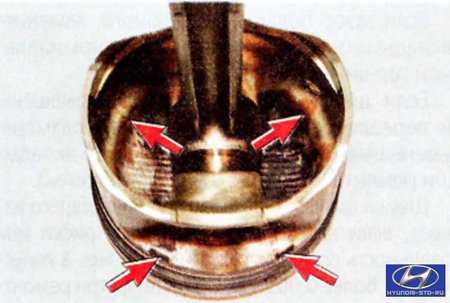 2. Прочистите отверстия для стока масла подходящим куском проволоки.
2. Прочистите отверстия для стока масла подходящим куском проволоки. 3. Проверьте зазоры между кольцами и канавками на поршне, предварительно очистив кольца от нагара.
3. Проверьте зазоры между кольцами и канавками на поршне, предварительно очистив кольца от нагара.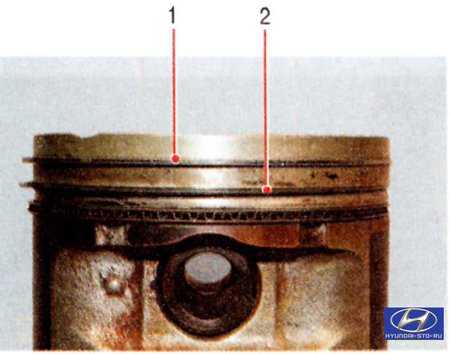 4. Номинальный зазор, мм:0,04—0,08 - верхнее компрессионное кольцо 1;0,03—0,07 - нижнее компрессионное кольцо 2.Предельно допустимый зазор для обоих колец 0,1 мм.Если хотя бы один из зазоров превышает предельно допустимое значение, замените поршень с кольцами.
4. Номинальный зазор, мм:0,04—0,08 - верхнее компрессионное кольцо 1;0,03—0,07 - нижнее компрессионное кольцо 2.Предельно допустимый зазор для обоих колец 0,1 мм.Если хотя бы один из зазоров превышает предельно допустимое значение, замените поршень с кольцами. 5. Измерьте зазоры в замках колец, вставив кольцо в цилиндр, в котором оно работало (или будет работать, если кольцо новое), продвиньте поршнем как оправкой кольцо в цилиндр, чтобы оно установилось в цилиндре ровно, без перекосов...
5. Измерьте зазоры в замках колец, вставив кольцо в цилиндр, в котором оно работало (или будет работать, если кольцо новое), продвиньте поршнем как оправкой кольцо в цилиндр, чтобы оно установилось в цилиндре ровно, без перекосов... 6. ...и измерьте щупом зазор в замке кольца. Номинальный зазор для первого компрессионного кольца должен быть 0,23-0,38 мм, для второго компрессионного кольца -0,33-0,49 мм, предельно допустимый зазор (в результате износа) для всех колец, в том числе и для маслосъемного, составляет 1,0 мм. Если зазор превышает предельно допустимое значение, замените кольцо.
6. ...и измерьте щупом зазор в замке кольца. Номинальный зазор для первого компрессионного кольца должен быть 0,23-0,38 мм, для второго компрессионного кольца -0,33-0,49 мм, предельно допустимый зазор (в результате износа) для всех колец, в том числе и для маслосъемного, составляет 1,0 мм. Если зазор превышает предельно допустимое значение, замените кольцо. 7. Если зазор для первого компрессионного кольца меньше 0,23 мм, а для второго меньше 0,33 мм, аккуратно сточите надфилем торцы кольца.8. Измерьте диаметры цилиндра в двух перпендикулярных плоскостях (рис. 5.11) (В -вдоль, А - поперек блока цилиндров) и в четырех поясах (1,2,3 и 4). Для этого необходим специальный прибор - нутромер. Номинальный размер цилиндра приведен в табл. 5.1. Овальность и конусность не должны превышать 0,05 мм. Если максимальное значение износа больше 0,15 мм или овальность превышает указанное значение, снимите двигатель с автомобиля, полностью разберите и расточите цилиндры до ближайшего ремонтного размера поршней, оставив припуск 0,03 мм на диаметр под хонингование. Затем отхонингуйте цилиндры, выдерживая такой диаметр, чтобы при установке поршня расчетный зазор между ним и цилиндром был 0,02—0,04 мм. Дефектовку, расточку и хонингование блока проводите в мастерских, располагающих специальным оборудованием.
7. Если зазор для первого компрессионного кольца меньше 0,23 мм, а для второго меньше 0,33 мм, аккуратно сточите надфилем торцы кольца.8. Измерьте диаметры цилиндра в двух перпендикулярных плоскостях (рис. 5.11) (В -вдоль, А - поперек блока цилиндров) и в четырех поясах (1,2,3 и 4). Для этого необходим специальный прибор - нутромер. Номинальный размер цилиндра приведен в табл. 5.1. Овальность и конусность не должны превышать 0,05 мм. Если максимальное значение износа больше 0,15 мм или овальность превышает указанное значение, снимите двигатель с автомобиля, полностью разберите и расточите цилиндры до ближайшего ремонтного размера поршней, оставив припуск 0,03 мм на диаметр под хонингование. Затем отхонингуйте цилиндры, выдерживая такой диаметр, чтобы при установке поршня расчетный зазор между ним и цилиндром был 0,02—0,04 мм. Дефектовку, расточку и хонингование блока проводите в мастерских, располагающих специальным оборудованием. Рис. 5.11. Схема измерения цилиндра9. Проверьте отклонение от плоскостности поверхности разъема блока с головкой блока цилиндров. Приложите штангенциркуль (или линейку) к плоскости:- в середине блока;- в продольном и поперечном направлениях;- по диагоналям плоскости.В каждом положении плоским щупом определите зазор между линейкой и плоскостью. Это и есть отклонение от плоскостности. Если отклонение больше 0,05 мм, замените блок.
Рис. 5.11. Схема измерения цилиндра9. Проверьте отклонение от плоскостности поверхности разъема блока с головкой блока цилиндров. Приложите штангенциркуль (или линейку) к плоскости:- в середине блока;- в продольном и поперечном направлениях;- по диагоналям плоскости.В каждом положении плоским щупом определите зазор между линейкой и плоскостью. Это и есть отклонение от плоскостности. Если отклонение больше 0,05 мм, замените блок. 10. Проверьте зазоры между поршнями и цилиндрами. Зазор определяется как разность между измеренными диаметрами поршня и цилиндра. Номинальный зазор равен 0,02-0,04 мм, предельно допустимый -0,10 мм. Если зазор не превышает 0,10 мм, можно подобрать поршни из последующих классов, чтобы зазор был как можно ближе к номинальному. Если зазор превышает 0,10 мм, расточите цилиндры и установите поршни соответствующего ремонтного размера. Измерьте диаметр поршня на расстоянии 10 мм от нижнего края юбки в плоскости, перпендикулярной поршневому пальцу.11. При замене деталей шатунно-поршневой группы необходимо подобрать поршни к цилиндрам по классу, а также поршневые пальцы к поршням по классу. Для подбора поршней к цилиндрам вычислите зазор между ними. Для удобства подбора поршней к цилиндрам их делят в зависимости от диаметров на три класса (через 0,01 мм): А, В, С (см. табл. 5.1).
10. Проверьте зазоры между поршнями и цилиндрами. Зазор определяется как разность между измеренными диаметрами поршня и цилиндра. Номинальный зазор равен 0,02-0,04 мм, предельно допустимый -0,10 мм. Если зазор не превышает 0,10 мм, можно подобрать поршни из последующих классов, чтобы зазор был как можно ближе к номинальному. Если зазор превышает 0,10 мм, расточите цилиндры и установите поршни соответствующего ремонтного размера. Измерьте диаметр поршня на расстоянии 10 мм от нижнего края юбки в плоскости, перпендикулярной поршневому пальцу.11. При замене деталей шатунно-поршневой группы необходимо подобрать поршни к цилиндрам по классу, а также поршневые пальцы к поршням по классу. Для подбора поршней к цилиндрам вычислите зазор между ними. Для удобства подбора поршней к цилиндрам их делят в зависимости от диаметров на три класса (через 0,01 мм): А, В, С (см. табл. 5.1).
Таблица 5.1 Номинальные размеры цилиндров и поршней
| Класс | Диаметр, мм | |
| цилиндра | поршня | |
| А | 82,00-82,01 | 81,97-81,98 |
| В | 82,01-82,02 | 81,98-81,99 |
| С | 82,02-82,03 | 81,99-82,00 |
В запасные части поставляют поршни номинального размера трех классов (А, В, С) и двух ремонтных размеров (1-й ремонтный размер - увеличенный на 0,25 мм, 2-й -на 0,50 мм).Для поршней ремонтных размеров в запчасти поставляют кольца ремонтных размеров, увеличенных на 0,25 и 0,50 мм.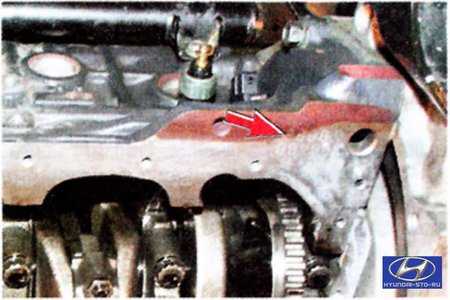 12. Обозначения класса цилиндров выбиты на нижней поверхности блока (привалочная поверхность под масляный картер) в ее задней части.
12. Обозначения класса цилиндров выбиты на нижней поверхности блока (привалочная поверхность под масляный картер) в ее задней части. 13. Обозначение класса поршня по диаметру выбито на днище поршня.
13. Обозначение класса поршня по диаметру выбито на днище поршня.
ПримечаниеНа днище поршня выбито только обозначение класса А или С. Поршни класса В не маркируют.
 14. Поршневые пальцы с трещинами замените. Палец установлен в бобышки поршня с зазором 0,01-0,02 мм, он должен легко входить в поршень от усилия большого пальца руки. Вставьте палец в поршень. Если при покачивании пальца ощущается люфт, замените поршень. При замене поршня подберите к нему палец. Номинальный диаметр пальца 20,001-20,002 мм.
14. Поршневые пальцы с трещинами замените. Палец установлен в бобышки поршня с зазором 0,01-0,02 мм, он должен легко входить в поршень от усилия большого пальца руки. Вставьте палец в поршень. Если при покачивании пальца ощущается люфт, замените поршень. При замене поршня подберите к нему палец. Номинальный диаметр пальца 20,001-20,002 мм. 15. Замените погнутые шатуны. Замените шатун, если в отверстии верхней головки есть задиры и глубокие кольцевые царапины, свидетельствующие о проворачивании в нем поршневого пальца во время работы двигателя. Замените шатун, если при разборке двигателя обнаружено, что шатунные вкладыши провернулись в шатуне.
15. Замените погнутые шатуны. Замените шатун, если в отверстии верхней головки есть задиры и глубокие кольцевые царапины, свидетельствующие о проворачивании в нем поршневого пальца во время работы двигателя. Замените шатун, если при разборке двигателя обнаружено, что шатунные вкладыши провернулись в шатуне.
ПредупреждениеШатуны обрабатывают совместно с крышками, поэтому их нельзя разукомплектовывать.
16. Поршневой палец установлен в верхнюю головку шатуна с натягом 0,016-0,032 мм. Поэтому он не должен входить в отверстие головки от усилия пальца руки. Если он входит в отверстие от усилия пальца и, более того, при его покачивании ощущается люфт, замените шатун. При замене шатуна подберите к нему палец. 17. Осмотрите вкладыши. Если на их рабочей поверхности обнаружены риски, задиры и отслоения антифрикционного слоя, замените вкладыши новыми. Все шатунные вкладыши одинаковы и взаимозаменяемы.
17. Осмотрите вкладыши. Если на их рабочей поверхности обнаружены риски, задиры и отслоения антифрикционного слоя, замените вкладыши новыми. Все шатунные вкладыши одинаковы и взаимозаменяемы.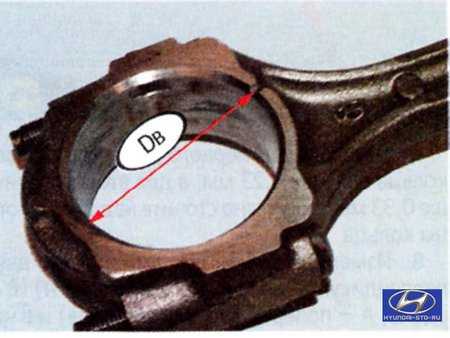 18. Измерьте нутромером внутренний диаметр Db посадочного места шатуна в сборе с крышкой.
18. Измерьте нутромером внутренний диаметр Db посадочного места шатуна в сборе с крышкой.
ПримечаниеПеред измерением затяните гайки шатунных болтов номинальным моментом.
 19. Измерьте толщину (Т) шатунных вкладышей штангенциркулем.20. Измерьте микрометром диаметр (Dh) шатунных шеек. Номинальный диаметр шеек 45,0 мм.21. Рассчитайте зазор z между шатунными вкладышами и шейками коленчатого вала по формуле z = Db - 2Т - Dh. Номинальный расчетный зазор составляет не более 0,01 мм.Если фактический расчетный зазор меньше предельного, можно снова использовать вкладыши, которые были установлены.Если зазор больше предельного, замените вкладыши на этих шейках новыми номинальной толщины.Если шейки коленчатого вала изношены и перешлифованы до ремонтного размера, уменьшенного на 0,25 мм, замените вкладыши ремонтными (увеличенной толщины).Шейки шлифуют помимо наличия общего износа, если на них есть забоины и риски или овальность составляет более 0,004 мм, а конусность - более 0,005 мм. Существуют три ремонтных размера с уменьшением диаметра шеек, мм:- первый - на 0,25;- второй - на 0,5;- третий - на 0,75.
19. Измерьте толщину (Т) шатунных вкладышей штангенциркулем.20. Измерьте микрометром диаметр (Dh) шатунных шеек. Номинальный диаметр шеек 45,0 мм.21. Рассчитайте зазор z между шатунными вкладышами и шейками коленчатого вала по формуле z = Db - 2Т - Dh. Номинальный расчетный зазор составляет не более 0,01 мм.Если фактический расчетный зазор меньше предельного, можно снова использовать вкладыши, которые были установлены.Если зазор больше предельного, замените вкладыши на этих шейках новыми номинальной толщины.Если шейки коленчатого вала изношены и перешлифованы до ремонтного размера, уменьшенного на 0,25 мм, замените вкладыши ремонтными (увеличенной толщины).Шейки шлифуют помимо наличия общего износа, если на них есть забоины и риски или овальность составляет более 0,004 мм, а конусность - более 0,005 мм. Существуют три ремонтных размера с уменьшением диаметра шеек, мм:- первый - на 0,25;- второй - на 0,5;- третий - на 0,75.
ПредупреждениеПри перешлифовке шатунных шеек коленчатого вала на ремонтный размер необходимо ставить соответствующее клеймо на первую щеку коленчатого вала, например «Ш 0,25».
avto-tucson.in.ua
Поршень - RacePortal.ru
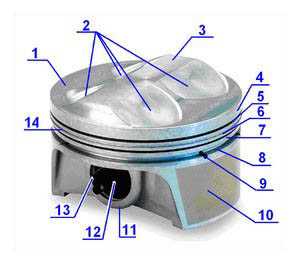
Детали шатунно-поршневой группы

1-Первое компрессионное кольцо
2-Второе компрессионное кольцо
3-Маслосъёмное кольцо
3.1-Верхнее плоское кольцо
3.2-Расширитель
3.3-Нижнее плоское кольцо
4-Поршень
5-Поршневой палец
6-Стопорное кольцо поршневого пальца (2 шт)
7-Шатун
8-Болт крышки шатуна
9-Вкладыши подшипника шатуна
10-Крышка шатуна
11-Гайка крышки шатуна
Поршень
Во время работы двигателя на поршень оказываются значительные механические нагрузки, постоянно изменяющиеся как по направлению, так и по величине. Даже во время спокойного, равномерного движения автомобиля по обычной загородной дороге коленчатый вал двигателя вращается со скоростью приблизительно 3000 об/мин, следовательно, в течение одной минуты поршень должен разогнаться до высокой скорости, остановиться и опять разогнаться в противоположном направлении 6000 раз в минуту, или 100 раз в секунду. Если принять, что средний ход поршня современного короткоходного двигателя равен 80 мм, за одну минуту поршень пройдёт 480 метров, то есть средняя скорость движения поршня в цилиндре равна 28,8 км/час. Ещё выше эти нагрузки у высокофорсированных двигателей спортивных автомобилей. Если принять, что скорость вращения двигателя спортивного автомобиля 6000 об/мин (на самом деле может быть значительно выше), в этом случае поршень изменит направление своего движения 200 раз в секунду, линейное расстояние, которое поршень пройдёт за час, будет равно 57,8 км, при этом максимальная скорость движения поршня будет равна 120 км/час. То есть в течение одной секунды, поршню необходимо 200 раз на расстоянии всего 40 мм разогнаться до 120 км/час и на таком же расстоянии снизить скорость с 120 км/час до 0. Двигатели многих спортивных автомобилей имеют максимальную скорость вращения коленчатого вала до 12000 об/мин, а двигатели болидов Формулы 1 раскручиваются до 19000 об/мин.
Можно представить какие большие инерционные нагрузки действуют на поршень, даже если просто предположить что коленчатый вал двигателя вращается от постороннего источника энергии. Но на поршень также оказывается воздействие усилия сжимаемых газов на такте сжатия и особенно полезное воздействие расширяющихся газов на такте рабочего хода. Максимальное давление в камере сгорания высокофорсированного двигателя достигает 80 – 100 атмосфер, давление в камере сгорания обычного автомобиля 55 – 60 атмосфер. И если принять, что диаметр поршня среднего автомобиля равен 92 мм, в момент максимального давления поршень испытывает усилие от 5,3 до 6,6 тонн. Так что можно сказать, что поршень автомобиля, как и другие детали кривошипно-шатунного механизма, испытывает огромные механические нагрузки. Но беда не приходит одна, кроме значительных механических нагрузок, поршень также подвергается воздействию очень высоких температур.
Откуда появляется тепло, оказывающее воздействие на поршень? Первый, но не основной, источник этот трение. Во время работы двигателя поршень перемещается с большой скоростью, при этом он постоянно трётся о стенки цилиндров. Геометрия кривошипного механизма такова, что часть силы, прикладываемой к поршню, расходуется на прижатие поршня к стенкам цилиндра. И не смотря на качественную обработку поверхностей, как цилиндра, так и поршня, даже при наличии смазки, возникает достаточно большая сила трения. Как известно из школьного курса физики, при этом выделяется большое количество тепла. Но в основном тепло, воздействующее на поршень, появляется при сгорании топливовоздушной смеси в цилиндре двигателя. Температура сгоревших в цилиндре газов может достигать 2000º - 2500ºС. Под воздействием таких высоких температур разрушаются все конструкционные материалы, из которых изготавливаются детали современных двигателей внутреннего сгорания. Поэтому необходимо отводить тепло от наиболее нагруженных в тепловом режиме деталей двигателя и, разумеется, от поршней. Общее количество тепла, выделенное во время работы двигателя, зависит от количества сгоревшего в цилиндрах двигателя топлива за единицу времени. А этот показатель, в свою очередь зависит от объёма цилиндров и от скорости вращения двигателя. Двигатель превращает в полезную механическую работу только небольшую часть энергии сгоревшего топлива. Некоторая часть тепла выводится из двигателя с горячими отработавшими газами остальноё тепло необходимо рассеять в окружающем пространств.
Опять вспоминая школьный курс физики можно сказать, что если два тела имеют разную температуру, но тепло от более нагретого тела перемещается к менее нагретому телу, пока температура обоих тел не сравняется. В автомобиле самым холодным телом, способным абсорбировать большое количество тепла, является окружающий воздух, следовательно, необходимо найти способ отвода тепла от нагретых деталей двигателя к окружающему воздуху. Поскольку весь земной шар всё равно не согреешь, можно считать, что окружающая среда способна абсорбировать любое количество тепла. Самая горячая часть поршня это его днище, поскольку оно непосредственно соприкасается с горячими рабочими газами. Далее тепло распространяется от днища поршня в направлении юбки.
Тепло от поршня отводится тремя способами: Основная часть тепла передаётся поршневыми кольцами и юбкой поршня стенкам цилиндра и далее отводится системой охлаждения двигателя. Часть тепла отводится внутренней полостью поршня и через поршневой палец и шатун, а также маслом, циркулирующим в системе смазки двигателя. Часть тепла отводится от поршня холодной топливовоздушной смесью поступающей в цилиндры двигателя.
1. Отвод тепла чрез поршневые кольца и юбку поршня. Ясно, что подвести охлаждающую жидкость, циркулирующую в системе охлаждения к поршню невозможно, поскольку поршень во время работы двигателя перемещается с большой скоростью. Но система охлаждения двигателя интенсивно охлаждает стенки цилиндров двигателя. Поэтому необходимо сконструировать поршень и поршневые кольца так, чтобы он излишнее тепло чрез поршневые кольца и юбку передавал стенкам цилиндра двигателя. Далее исправная система охлаждения двигателя выведет тепло их двигателя и передаст его окружающему автомобиль воздуху. Если это не сделать, то температура поршня превысит максимально допустимую, после чего начнётся разрушение поршня под воздействием механических нагрузок и даже его оплавление под воздействием высокой температуры. Без необходимого отвода тепла поршень, сделанный из алюминиевого сплава расплавится всего через несколько минут работы двигателя.

Отвод тепла от поршня
Поступление тепла к поршню от рабочих газов, находящихся в цилиндре двигателя
- Охлаждение поршня поступающей топливовоздушной смесью
- Отвод тепла поршневыми кольцами (50% - 70%)
- Отвод тепла юбкой поршня (20% - 30%)
- Отвод тепла через внутреннюю полость поршня (5% - 10%)
- Отвод тепла через поршневой палец и шатун
- Охлаждающая жидкость рубашки охлаждения
Из общего количества тепла, отводимого от поршня, приблизительно 50% - 60% отводится поршневыми кольцами, это накладывает очень высокие требования к конструкции и точности изготовления поршневых колец. Некоторая часть тепла отводится во внутренне пространство поршня и рассеивается во внутреннем пространстве картера или через поршневой палец передаётся на шатун и тоже рассеивается во внутреннем пространстве картера двигателя.

- Отвод тепла от поршня через поршневые кольца
- Отвод тепла поршневыми кольцами
- Камера сгорания
- Стенка цилиндра
- Рубашка охлаждения
- Поршень
- Первое компрессионное кольцо
- Второе компрессионное кольцо
- Маслосъёмное кольцо
Поскольку самой горячей частью поршня является его днище, являющейся одной из стенок камеры сгорания, тепло перемещается от верхней части поршня к нижней. При этом из всего количества тепла, отводимого от поршня, приблизительно 45% отводится первым компрессионным кольцом, по причине того, что это кольцо всего ближе расположено к самой горячей части поршня, 20% отводится вторым компрессионным кольцом и только 5% отводится маслосъёмным кольцом. Тепло, переданное поршневыми кольцами и юбкой поршня стенкам цилиндра, отводится системой охлаждения двигателя. Поэтому исправность системы охлаждения оказывает больное воздействие на тепловой режим поршня. Увеличение температуры охлаждающей жидкости системы охлаждения на 5º - 6ºС, увеличивает температуру поршня на 10ºС. При неисправности системы охлаждения первое что разрушается в двигателе это поршень. У поршня или прогорает днище или поршень заклинивается в цилиндре.
2. Отвод тепла при помощи масла системы смазки двигателя Поскольку многие внутренние детали картера двигателя смазываются распылением масла, масляный туман постоянно присутствует в картере двигателя. Соприкасаясь с горячими частями поршня или стенок цилиндра, масло забирает от них тепло и, осаждаясь в масляный поддон, переносит туда тепло. Обычно в таких системах при помощи масла от поршня отводилось не более 5% - 10% тепла. Но в последнее время в высоконагруженных двигателях, особенно в дизельных, масло системы смазки стало широко использоваться для охлаждения деталей, имеющих наибольшую тепловую нагрузку. Масло для охлаждения поршня может подаваться к поршню двумя способами. Первый способ – через специальный масляный канал, просверленный в стержне шатуна. В этом случае в шатуне имеется специальное отверстие, через которое масло разбрызгивается на внутреннюю стенку днища поршня. Второй способ – в нижней части картера устанавливаются масляные форсунки, которые под давлением распыляют масло во внутренней полости поршня, или впрыскивают его в специальный кольцевой охлаждающий канал, расположенный в головке поршня. Для отбора от поршня большего количества тепла масляный канал имеет волнообразную форму.
В этом случае при помощи масла может от поршня отводиться от 30 до 50% тепла. В результате при разбрызгивании масла на внутреннюю стенку днища поршня удаётся снизит температуру днища поршня на 15 – 20ºС, а при организованной циркуляции масла в поршне, температуру днища поршня можно снизить на 25 – 35ºС. Масло, охлаждающие поршни и другие детали сильно нагревается. При нагреве масло разжижается и теряет свои смазывающие свойства. По этой причине возникает угроза заклинивания коренных и шатунных подшипников коленчатого вала.
В таком случае система смазки двигателя имеет специальный охладитель масла, теплообменник которого передаёт тепло от масла жидкости, циркулирующей в системе охлаждения двигателя. Далее это тепло при помощи радиатора системы охлаждения рассеивается в окружающем автомобиль воздухе.

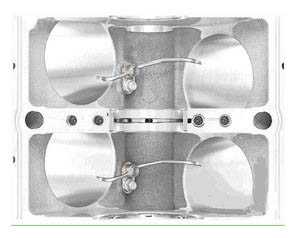
Охлаждение поршня маслом
Масляная форсунка, установленная в нижней части гильзы цилиндра, разбрызгивает мало из системы смазки двигателя на внутреннюю сторону днища поршня. Масло отбирает тепло от днища поршня и стекает в масляный поддон двигателя, где происходит его охлаждение.
Поршень с масляным каналом
На этих рисунках показан поршень современного дизельного двигателя 2.0 TDI мощностью 103 кВт концерна VOLKSWAGEN. Масляная форсунка впрыскивает масло в охлаждающий канал поршня. По охлаждающему каналу масло проходит через головку поршня, охлаждая его, выходит из охлаждающего канала поршня с другой стороны и стекает в масляный поддон двигателя.

3. Охлаждение поршня холодной топливовоздушной смесью. Вообще поршень любого двигателя частично охлаждается топливовоздушной смесью. Причем чем богаче смесь, там больше она может забрать энергии от поршня. Но по причинам топливной экономичности и экологии современные двигатели часто работают на обеднённой смеси. Современные электронные системы управления двигателя для избежания детонационного сгорания на некоторых режимах работы двигателя немного переобогащают смесь, за счёт чего несколько снижается температура поршня.
Конструкция поршня
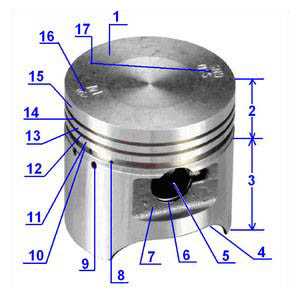
- Днище поршня
- Головка поршня
- Юбка поршня
- Выемка для противовесов коленчатого вала
- Отверстие поршневого пальца
- Канавка стопорного кольца
- Бобышка поршня
- Отверстие для отвода масла из канавки маслосъёмного кольца
- Отверстие для отвода масла ниже маслосъёмного кольца
- Канавка маслосъёмного кольца
- Третья перегородка поршневых колец
- Канавка второго компрессионного кольца
- Вторая перегородка поршневых колец
- Канавка первого компрессионного кольца
- Верхняя перегородка (жаровой пояс)
- Метки направления установки поршня
- Метки группы диаметра поршня
Вид поршня современного форсированного двигателя
- Поршеньфорсированного двигателя
- Днище поршня
- Выемки клапанов
- Вытеснитель
- Верхняя перегородка (жаровой пояс)
- Канавка верхнего компрессионного кольца
- Вторая перегородка
- Третья перегородка
- Канавка маслосъёмного кольца
- Отверстие для отвода масла из канавки компрессионного кольца
- Юбка поршня с антифрикционным покрытием
- Бобышка отверстия поршневого пальца
- Отверстие поршневого пальца
- Проточка под стопорное кольцо поршневого пальца
- Канавка аккумулирования газов
На первый взгляд в конструкции поршня нет ничего сложного, поршень очень похож просто на перевёрнутый стакан. Но, учитывая, что к поршню предъявляются очень высокие и часто противоречивые требования, поршень является одной из наиболее трудных в конструировании и изготовлении деталей двигателя. В зависимости от конструкции двигателя, формы его камеры сгорания, расположения клапанов днище, и другие части поршня, могут иметь различную форму.
Некоторые примеры различных типов поршней
Поршень с вытеснителем и выемками клапанов

Поршень двигателя с непосредственным впрыском топлива автомобиля VOLKSWAGEN с системой управления двигателя FSI FSI
Направление потока смеси

Очень своеобразную форму имеют поршни двигателей автомобиля VOLKSWAGEN с расположением цилиндров VR и W. У этих двигателей днище поршня в одной плоскости не перпендикулярно оси поршня. Но все остальные детали поршня ось поршневого пальца и канавки поршневых колец строго перпендикулярны оси поршня.
Порщень RV-образного двигателя

Ранее отмечалось, во время работы двигателя поршень совершает возвратно поступательные движения с большой средней скоростью и с очень высокими знакопеременными ускорениями, следовательно, для уменьшения сил инерции конструктор должен стремиться сделать поршень, как и все остальные детали, совершающие возвратно-поступательное движение, как можно легче. Способов это сделать всего два, это применение материалов и низким удельным весом, и уменьшения общего количества материала, то есть удаление излишнего материала. Но удаление излишнего материала снижает прочность конструкции, чем деталь массивней, тем легче обеспечить её жесткость и теплоёмкость. Крайне не желательно деформация формы поршня под воздействием механических и температурных нагрузок. Во время работы двигателя поршень контактирует с другими деталями, стенками цилиндра, поршневыми кольцами и поршневым пальцем. Для обеспечения эффективной работы двигателя необходимо обеспечит точные зазоры между всеми этими деталями. Но все эти детали изготавливаются из различных материалов и, соответственно, имеют различные коэффициенты температурного расширения.
Поршень конструируется так, что после прогрева двигателя до нормальной рабочей температуры все зазоры между движущимися деталями были минимальными и соответствовали расчётным. Вообще наружная форма и размеры поршня должны соответствовать форме цилиндра. При изготовлении стремятся придать отверстию цилиндра строгие геометрические формы. Но, например, неправильная затяжка болтов крепления головки блока цилиндров, может сильно исказить первоначальную форму отверстия цилиндра. Поэтому, при ремонте двигателя всегда строго соблюдайте рекомендованные моменты затяжки всех резьбовых соединений.
Наружная форма поршня конструируется так, чтобы после прогрева двигателя поршень приобрёл форму строго цилиндра, поэтому при изготовлении поршня в его форму умышленно вносятся некоторые искажения, которые устраняются по мере прогрева двигателя. На холодном двигателе зазор между поршнем и стенками цилиндра увеличен. При прогреве двигателя до нормальной рабочей температуры тепловые зазоры между стенками цилиндра и поршнем уменьшаются и начинают соответствовать норме. Вот почему так важно поддерживать необходимую рабочую температуру двигателя.
Поршень состоит из трёх основных частей:
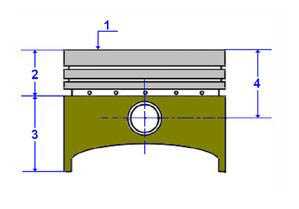
- Днище поршня
- Головка поршня
- Юбка поршня
Днище поршня предназначено для восприятия усилия давления газов. Головка поршня обеспечивает герметизацию подвижного соединения поршня и стенок цилиндров за счёт установленных на головку поршня поршневых колец. Для установки поршневых колец в головке поршня делаются специальные канавки. В верхние канавки современных поршней вставляются компрессионные кольца, а нижняя канавка предназначена для установки маслосъёмного кольца. В канавке маслосъёмного кольца делаются сквозные отверстия, через которые излишнее масло отводится во внутреннюю полость поршня.
Часть поршня, расположенная ниже нижнего кольца называется юбкой поршня. Юбка поршня, иногда её называют тронковая или направляющая часть поршня, предназначена для удержания поршня в правильном направлении и восприятия боковых нагрузок. То есть юбка является направляющим элементом поршня.
Очень важным параметром поршня является высота головки поршня относительно оси поршневого пальца (4). Иногда различные модификации двигателя имеют различную степень сжатия. В производстве легче всего изменить степень сжатия изменением высоты головки поршня.
При конструировании двигателя, для уменьшения сил инерции, конструкторы стремятся сделать поршень как можно легче. Но сделать все стенки поршня одинаковой толщины не удастся. Днище поршня, для восприятия больших нагрузок, всегда делается толще, чем стенки юбки. Но и юбка в различных местах имеет различную толщину. В местах бобышек под поршневой палец юбка имеет значительное утолщение, а, учитывая то, что различные части поршня имеют различную температуру, можно предположить, что при нагреве в разных местах поршень расширяется не одинаково. Поскольку во время рабаты двигателя головка поршня имеет более высокую температуру, следовательно, расширяется больше юбки поршня, головка поршня имеет несколько меньший диаметр по сравнению с юбкой поршня.
Поршень - диаметр головки

Под воздействием тепловых деформаций поршня, сложенных с боковыми усилиями, действующими на поршень в перпендикулярно оси поршневого пальца, цилиндрический поршень может приобрети овальную форму. Для устранения этого явления поршень изначально делается овальным, но в противоположном направлении, по мере прогрева двигателя поршень, под воздействием боковых сил, приобретает круглую форму. Малая ось овала совпадает с направлением оси поршневого вала, а большая ось овала совпадает с направлением действующих на поршень боковых сил.
Но кроме овальности наружная поверхность поршня имеет некоторую конусность. Поршни современного двигателя, кроме овальности, по высоте имеют бочкообразную форму. Поэтому, поршень, кажущийся на первый взгляд простым цилиндром, имеет довольно сложную форму.
Сложная форма поршня

На этом рисунке даны отклонения диаметра поршня от номинального размера. Зелёная линия показывает отклонения от номинального диаметра на различной высоте поршня со стороны торцов поршневого пальца, а розовая линия показывает отклонение номинального размера со стороны упорных поверхностей поршня. Ширина жёлтой зоны показывает овальность поршня на различной высоте.
Подбор точной наружной формы поршня очень трудная инженерная задача. В самом начале развития двигателестроения форма поршня подбиралась только опытным способом. Установив опытный поршнь в двигатель, двигатель нагружали различными нагрузками. После проведения необходимых испытаний поршень снимался и в местах, подвергшихся наибольшему износу, удалялась некоторая часть металла, и после этого проводился следующий цикл испытаний. Ели в результате излишне снятого металла поршень разрушался, толщину стенок или форму поршня изменяли и заново производили полный цикл испытаний. В результате продолжительных испытаний добивались наилучшей формы поршня для данного двигателя. По мере накопления опыта точная форма поршня стала определяться расчётным способом. Но даже сейчас, когда специальная компьютерная программа, может прочитать оптимальную форму поршня быстро, с высокой степью точности и с учётом всех, воздействующих на поршень температурных и механических факторов, проводится обязательное испытание поршней под различной нагрузкой. Другим способом терморегулирования поршня, то есть направленное изменение формы поршня под воздействием температуры является вплавление в алюминиевое тело стальных термостабилизирующих пластин. Термостбилизирующие пластины, при полном прогреве поршня, позволяют снизить радиальное расширение поршня приблизительно в два раза по сравнению с поршнем, полностью изготовленным из алюминиевого сплава.
Термостабилизирующие пластины

Термостбилизирующие пластины или кольца являются очень эффективным средством управления расширения поршня в необходимом направлении. Правда эти элементы имеют большое ограничение они могут быть вставлены только в литые поршни, но нет возможности установки этих элементов в современные кованные поршни. Как преднамеренные изменения формы поршня, так и вставка в поршень термостабилизирующих стальных пластин предназначены для обеспечения стабильного минимального теплового зазора между поршнем (юбкой поршня) и стеками цилиндра. Обычно тепловой зазор между юбкой поршня и стенками цилиндра автомобильного двигателя лежит в диапазоне 0,0254 – 0,0508 мм.
Боковые силы, приложенные к поршню
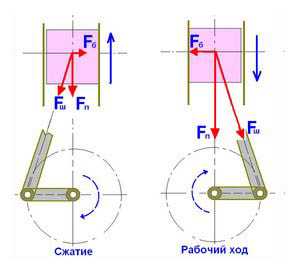
Во время работы двигателя шатун постоянно, кроме положения поршня в ВМТ и НМТ находится под некоторым углом к оси цилиндра, причем этот угол постоянно изменяется. Поэтому сила, приложенная к поршневому пальцу, раскладывается на две. Одна сила действует в направлении шатуна, а вторая сила действует в направлении перпендикулярном оси цилиндра. Эта сила прижимает поршень к стенке цилиндра. При движении поршня вверх на такте сжатия сжимаемый воздух оказывает сопротивление перемещению поршня. Часть это силы прижимает поршень к правой стенке цилиндра, если смотреть со стороны передней части двигателя. Во время рабочего хода расширяющиеся газы с большой силой давят на поршень. Часть этой силы расходуется на прижатие поршня к левой стенке цилиндра. Не стоит думать, что эти силы незначительны. Боковая сила, прижимающая поршень к стенке цилиндра приблизительно равна 10% - 12% процентов, от силы, действующей в направлении оси цилиндра. Ранее упоминалось, что во время работы двигателя на днище поршня среднего легкового автомобиля действует сила в несколько тонн, следовательно, сила, прижимающая поршень к боковой стенке может быть равна нескольким сотням килограмм. Поскольку сила, действующая на поршень во время рабочего хода в направлении оси цилиндра значительно выше, силы, действующей на поршень во время такта сжатия, поверхность, к которой прижимается поршень, во время такта рабочего хода, называется основной упорной поверхностью.
Из всего сказанного вытекает, что при прохождении поршнем ВМТ между тактами сжатия и рабочего хода происходит перемещение поршня от вспомогательной упорной поверхности к основной. Поскольку на поршень действуют большие силы, а все процессы в двигателе происходят очень быстро, перемещение поршня происходи в форме удара. Для уменьшения силы удара при перекладке поршня ось поршневого пальца (вернее ось отверстия в бобышках поршня под поршневой палец) смещена в сторону основной упорной поверхности.
Перекладывание поршня
При движении поршня вверх на такте сжатия, давление сжимаемого воздуха оказываемого на днище поршня преобразуется в силу, направленную перпендикулярно днищу поршня. Поскольку шатун находится под некоторым углом к оси поршня, возникает нормальная сила, прижимающая поршень к вспомогательной упорной поверхности (2). Сила, возникающая в результате воздействия давления, равна произведению давления, умноженного на площадь, на которую действует давление. Поскольку ось поршневого пальца смещена в сторону основной упорной поверхности (1), площадь правой половины поршня стала несколько больше площади левой половины. В результате чего сила, действующая на правую половину поршня, будет больше силы, действующей на левую половину поршня. Поэтому, когда поршень остановится в ВМТ, в результате разности этих сил, нижняя часть поршня переместится к основной упорной поверхности. А как только давление в камере сгорания начнёт увеличиваться, произойдёт полная перекладка поршня к основной упорной поверхности. Это позволяет произвести перекладку поршня без ударных нагрузок. При движении поршня в низ, при изменении угла шатуна к оси цилиндра и возрастания давления в цилиндре поршень оказывает давление на основную упорную поверхность (1).
Обычно смещение оси поршневого пальцы относительно оси поршня в автомобильных двигателях лежит в диапазоне 1,0 – 2,5 мм. Учитывая имеющиеся смещения оси поршневого пальца, поршень допускается устанавливать только в одном направлении. Неправильна установка поршня приведёт к появлению ударных звуков во время работы двигателя. Обычно на днище поршня имеется метка, указывающая правильное направление установки поршня. Перед ремонтом двигателя тщательно изучите руководство по ремонту.
Нормальный тепловой зазор между цилиндром и юбкой поршня лежит в диапазоне 0,0254 – 0,0508 мм. Но для каждого двигателя имеется точное значение этого параметра, которое можно найти в технических нормативах. Уменьшенный зазор приведёт к задирам поршня или поршневых колец и даже заклиниванию поршня в цилиндре.
Измерение диаметра поршня

При увеличенном зазоре повышается шумность работы двигателя и износ поршня и поршневых колец.

Измерение диаметра юбки поршня при помощи микрометра.
Измерение диаметра поршня Диаметр юбки поршня необходимо проверять в направлении перпендикулярном оси пальца строго на установленной высоте относительно нижнего края юбки. Замерьте диаметр юбки поршня на установленной высоте и запишите результаты измерений.
Измерение диаметра цилиндра нутромером
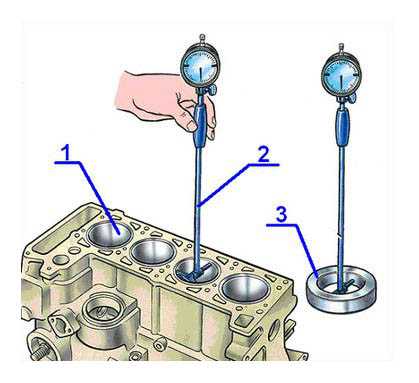
При помощи нутромера замерьте диаметр цилиндра и запишите результаты измерений. Для определения зазора необходимо из второго полученного результата вычесть результат первого измерения. Измерение зазора при помощи плоского щупа Некоторые производители двигателей предлагают проводить измерение зазора между поршнем и цилиндром при помощи плоского щупа.
Измерение зазора между поршнем и стенками цилиндра

На этих двух рисунках показаны различные способы измерения зазора при помощи плоского щупа.
Измерение зазора при помощи щупа

Материалы, из которых изготовлен поршень
Поскольку к поршням, как к изделию, предъявляются очень высокие требования, такие же высокие требования предъявляются к материалам, из которых изготавливаются поршни. Можно кратко перечислить требования к этим материалам:
- Для снижения инерционных нагрузок материал должен иметь как можно меньший удельный вес, но при этом быть достаточно прочным.
- Иметь низкий коэффициент температурного расширения.
- Не изменять своих физических свойств (прочности) под воздействием высоких температур.
- Иметь высокую теплопроводность и теплоёмкость.
- Иметь низкий коэффициент трения в паре с материалом, из которого изготовлены стенки цилиндров.
- Иметь высокую сопротивляемость износу.
- Не изменять своих физических свойств под воздействие нагрузок, вызывающих усталостное разрушение материала.
- Быть не дорогим, общедоступным и легко поддаваться механической и другим видам
Алюминий значительно легче чугуна, но поскольку он мягче чугуна, приходится увеличивать толщину стенок поршня, по этой причине вес поршневой группы алюминиевого поршня легче подобной группы с чугунным поршнем всего на 30 – 40%. Алюминий обладает высоким температурным коэффициентом расширения, для устранения влияния которого приходится вплавлять в тело поршня стальные термостабилизирующие пластины и увеличивать зазоры между поршнем и другими элементами в холодном состоянии. Алюминий обладает низким коэффициентом трения в паре алюминий – чугун. Что удовлетворяет, по этому показателю, применение алюминиевых поршней в большинстве двигателей имеющих чугунный блок цилиндров или чугунные гильзы, вплавленные или вставленные в алюминиевый блок цилиндров. Но существуют современные прогрессивные двигатели (в основном немецкие – Фольксваген, Ауди и Мерседес) с алюминиевым блоком цилиндров, не имеющих вплавленных чугунных гильз. У этих двигателей поверхность алюминиевых отверстий цилиндров обрабатываются несколькими различными способами. В результате поверхность стенок цилиндров становится очень твёрдой и приобретает возможность сопротивления износу, даже выше чем у чугунных гильз. Но в паре алюминий – алюминий коэффициент трения очень высокий. В этом случае для уменьшения сил трения проводится железнение опорных поверхностей юбки поршня. В процессе железнения на опорную поверхность юбки поршня гальваническим способом наносится тонкий слой стали.
Блок цилиндров без гильз
Поршень с железнением юбки

На этих рисунках показано плазменное напыление на рабочую поверхность цилиндров полностью алюминиевого блока цилиндров без применения вставных или вплавленных гильз цилиндров и соответствующий этой поверхности поршень с железнением опорной поверхности юбки поршня. Отсутствие чугунных гильз значительно уменьшает вес блока цилиндров.
Поршень с антифрикционным покрытием

Кроме антифрикционного покрытия на этом рисунке отчётливо видна стальная вставка, в которой проточена канавка для установки верхнего компрессионного кольца. Установка подобной вставки значительно увеличивает срок службы поршня.
Алюминиевые сплавы
Кремнеалюминиевые сплавы, из которых изготавливаются поршни большинства современных автомобильных двигателей, делятся на две группы – эвтектические (содержания кремния 11 – 13%) и заэвтектические (содержания кремния 25 – 26%). Для улучшения термической стойкости и механических свойств в эти сплавы добавляются никель, медь и другие металлы. В эвтектических сплавах свободный кремний отсутствует, поскольку он полностью растворён в алюминии, в заэвтектических сплавах кремний может присутствовать в виде кристаллов, часто видимых на срезе или расколе материала. Поршни массовых автомобилей изготавливаются методом литья в кокиль из эвтектических сплавов, поскольку эти сплавы обладают хорошими литейными свойствами. Поршни дизельных двигателей тяжёлых грузовых автомобилей и других нагруженных двигателей изготавливаются из заэвтектических сплавов. Эти сплавы обладают большей прочностью, но имеют большую стоимость в производстве, поскольку изделия из этих сплавов трудней обрабатываются.
Литые и кованые
На высоконагруженных форсированных автомобильных двигателях применяются поршни, изготовленные не методом литья, а методом ковки (горячей штамповки). Ковка значительно улучшает структуру материала, поэтому кованые поршни обладают большей прочностью и большей устойчивостью к износу. Но вкованные поршни невозможно установить терморегулирующие стальные пластины.
Структура металла кованного поршня

Литые поршни не применяются, если обороты двигателя в рабочем режиме превышают 5000 об/мин. Кроме того, кованые поршни имеют лучшую теплопроводность, поэтому температура кованых поршней ниже температуры поршней, изготовленных методом литья.
Сравнение температуры литого и кованного поршня
Ремонтные размеры и селективная подборка
Как ранее отмечалось, диаметр поршня должен строго соответствовать диаметру цилиндра с обеспечением необходимого зазора между ними. Но в реальном производстве изготовленные детали всегда несколько отличаются друг от друга. Поэтому во многих отраслях машиностроения, и автомобилестроение в том числе, принята селективная подборка. После изготовления измеряются и по результатам измерений детали делятся на несколько классов или групп, с определённым диапазоном измеряемого размера. То есть каждому классу отверстия цилиндра (обычно класс цилиндра выбит в определённом месте на блоке цилиндров), подбирается поршень такого же класса. Например, на ВАЗе поршни подразделяются на пять классов (A, B, C, D и E), но в запасные части для ремонта двигателей поставляются поршни только трёх классов (А, С и Е). Считается, что этого вполне достаточно для выполнения качественного ремонта.
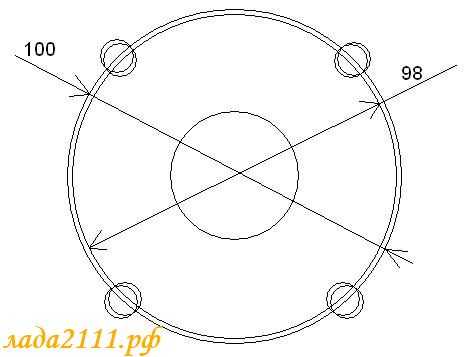
Группы поршня по диаметру

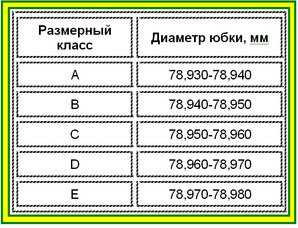
Таблица и рисунок даны только для примера, поскольку для разных моделей двигателей выпускаются поршни разных номинальных размеров. На рисунке и в таблице упоминаются поршни разного номинального диаметра. Кроме этого выпускаются поршни ремонтного размера, с увеличенным на 0,4 и 0,8 мм диаметром. Не путайте ремонтные размеры, с классами по селективной подборке. Классы селективной подборки отличаются друг от друга на сотые, а, иногда, на тысячные доли миллиметра. А номинальные ремонтные размеры отличаются на несколько десятых долей миллиметра.
Во время капитального ремонта двигателя с расточкой блока цилиндров под ремонтный размер отверстий цилиндров специалисты ремонтного предприятия точно подгоняют диаметр цилиндра под имеющиеся поршни при хонинговке. Если по причине износа или наличия задиров требуется отремонтировать отверстие одного цилиндра, придётся растачивать все цилиндры. Не допускается применения на одном двигатели поршни разных ремонтных размеров. Диаметр поршня измеряется при помощи микрометра, в направлении, перпендикулярном оси поршневого пальца, на строго установленном расстоянии от низа юбки поршня, указанном в руководстве по ремонту. Все измерения, как диаметра поршня, так и диаметра отверстия цилиндра необходимо проводить при нормальной комнатной температуре – 20º С. Различные производители имеют различные группы или классы поршней по диаметру. Поэтому перед ремонтом двигателя ознакомьтесь с Руководством по ремонту. Кроме селективного подбора поршней по диаметру, поршни также делятся на несколько групп по диаметру отверстия под поршневой палец. Обычно группа поршня определяется цветовой меткой на внутренней поверхности бобышки поршня. Палец поршня имеет соответствующую по цвету метку на торцевой поверхности пальцы.
Группа поршня по диаметру поршневого пальца
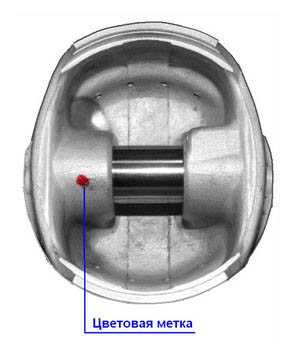
Каждой группе соответствует установленный диапазон отверстия под поршневой палец, обычно различие между группами не превышает нескольких тысячных миллиметра.
Группа поршня по весу
Некоторые производители, также делят поршни на несколько групп по весу. Иногда при ремонте двигателя вес поршней уравнивается за счёт снятия металла в установленном месте юбки поршня. Чем меньше различие в весе поршней, тем меньше вибрации двигателя. При замене поршней подбирайте поршни одной весовой группы или, если это указано в Руководстве по ремонту, при помощи удаления металла уравняйте вес поршней.
Данные о размерах поршня и направлении его установки обычно выбиты на днище поршня.

Метки на днище поршня
Маркировка поршня:
- Стрелка для ориентирования поршня в цилиндре
- Ремонтный размер
- Класс поршня по диаметру
- Группа отверстия поршневого пальца
И так, поршни одного двигателя делятся по следующим признакам: Класс поршня по диаметру (селективная подборка) Группа отверстия под поршневой палец (селективная подборка) Ремонтный размер Группа по весу поршня
raceportal.ru
Поршневая группа Ваз 21099
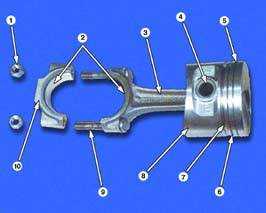
Схема поршневой группы Ваз 21099: 1 — гайка шатунного болта, 2 — шатунные вкладыши, 3 — шатун, 4 — поршневой палец, 5 — канавка верхнего компрессионного кольца, 6 — канавка нижнего компрессионного кольца, 7 — канавка маслосъемного кольца, 8 — поршень, 9 — шатунный болт, 10 — крышка шатуна
Для удобства подбора поршней по цилиндрам цилиндры и поршни в зависимости от диаметра делятся на пять размерных групп: A, B, C, D, E.
В качестве запасных частей поставляются поршни номинального размера трех классов: A, C, E и двух ремонтных размеров. Первый ремонтный размер увеличен на 0,4 мм, второй – на 0,8 мм.
По массе поршни делятся на три группы: нормальную, увеличенную на 5 г и уменьшенную на 5 г. На двигателе должны устанавливаться поршни одной группы.
Для поршней ремонтных размеров поставляются в качестве запасных частей кольца ремонтных размеров, увеличенные на 0,4 мм и на 0,8 мм. На кольцах первого ремонтного размера выбита цифра “40”, а второго – “80”.
Таблица номинальных размеров цилиндров и поршней Ваз 21099
| Размерная группа | Модель двигателя Ваз-2108 | Модель двигателя Ваз-21083 | ||
| Диаметр цилиндра, мм | Диаметр поршня, мм | Диаметр цилиндра, мм | Диаметр поршня, мм | |
| A | 76,00-76,01 | 75,965-75,975 | 82,00-82,01 | 81,965-81,975 |
| B | 76,01-76,02 | 75,975-75,985 | 82,01-82,02 | 81,975-81,985 |
| C | 76,02-76,03 | 75,985-75,995 | 82,02-82,03 | 81,985-81,995 |
| D | 76,03-76,04 | 75,995-76,005 | 82,03-82,04 | 81,995-82,005 |
| E | 76,04-76,05 | 76,005-76,015 | 82,04-82,05 | 82,005-82,015 |
Для подбора поршней к цилиндрам вычислите зазор между ними. Зазор определяется как разность между замеренными диаметрами поршня и цилиндра. Номинальный зазор равен 0,025-0,045 мм, предельно допустимый – 0,15 мм. Если зазор не превышает 0,15 мм, можно подобрать поршни из последующих классов, чтобы зазор был как можно ближе к номинальному. Если зазор превышает 0,15 мм, расточите цилиндры под следующий ремонтный размер и установите поршни соответствующего ремонтного размера.
Разборка и сборка поршневой группы Ваз 21099
Рекомендуем снимать поршневые кольца Ваз 21099 специальным съемником. Если его нет, аккуратно раздвиньте замок кольца и снимите кольцо с поршня. Аналогичным образом снимите остальные кольца
С помощью специальной оправки выпрессуйте палец из шатуна
Осмотрите поршни. Если на них есть задиры, следы прогара, глубокие царапины – замените поршни
Для определения зазора измерьте диаметр цилиндра и диаметр поршня, который измеряют микрометром в плоскости, перпендикулярной оси поршневого пальца, на расстоянии 51,5 мм от днища поршня
Измерьте щупом зазор между кольцами и канавками на поршне в нескольких местах по периметру. Если зазор превышают предельно допустимый, замените поршни с кольцами
ставьте поршневое кольцо в специальную оправку и измерьте зазор в замке. Вместо оправки можно вставить кольцо в цилиндр и продвинуть его поршнем, чтобы кольцо встало без перекосов. Если зазор превышает предельно допустимый, замените кольцо (см. примечание 2). Если зазор меньше 0,25 мм, осторожно спилите надфилем концы кольца
| Зазор между кольцами и канавками поршня Ваз 21099, мм | |
| Номинальный: | |
| верхнее компрессионное кольцо | 0,04-0,075 |
| нижнее компрессионное кольцо | 0,03-0,065 |
| маслосъемное кольцо | 0,02-0,055 |
| Предельно допустимый зазор для всех колец | 0,15. |
| Зазор в замках поршневых колец Ваз 21099, мм: | |
| Номинальный | 0,25-0,45 |
| Предельно допустимый | 1,0 |
Поршневые пальцы разбиты по диаметру на три класса (1-й, 2-й, 3-й) через 0,004 мм. Класс пальца маркируется на его торце краской.
Классы поршневых пальцев и поршней Ваз 21099
| Класс | Диаметр пальца, мм | Диаметр отверстия в поршне, мм | Маркировка | |
| пальца | поршня | |||
| 1 | 21,970-21,974 | 21,982-21,986 | Синий | 1 |
| 2 | 21,974-21,978 | 21,986-21,990 | Зеленый | 2 |
| 3 | 21,978-21,982 | 21,990-21,994 | Красный | 3 |
Поршень на шатун устанавливается так, чтобы стрелка на днище поршня была направлена в противоположную сторону от номера детали, отлитого на шатуне. Если на нижней головке шатуна есть отверстие для выхода масла, стрелка на поршне должна быть направлена в сторону этого отверстия. Проверьте посадку поршневого пальца в поршне. Для этого смажьте поршневой палец моторным маслом и вставьте его в поршень. Палец должен входить в поршень свободно от нажатия большим пальцем руки. Переверните поршень так, чтобы палец встал вертикально, при этом он не должен выпадать из поршня под действием собственного веса. Если палец выпадает из поршня, возьмите палец следующего класса. Если из поршня выпадает палец третьего класса, замените поршень и палец
Осмотрите шатунные вкладыши. Если на них имеются трещины, задиры, выкрашивание – замените вкладыши
Осмотрите шатуны с крышками. Замените погнутые шатуны
Наденьте поршневой палец 2 на валик 1 приспособления для установки поршневого пальца с надетым на него дистанционным кольцом 5. Затем оденьте направляющую втулку 3 и закрепите ее винтом 4, не затягивая винт. Размеры дистанционного кольца: наружный диаметр 22 мм, внутренний – 15 мм, толщина – 4 мм
Нагрейте верхнюю головку шатуна до 240 °С в печи в течение 15 минут. Зажмите шатун в тисках, установите на него поршень (см. примечание), чтобы отверстия под палец совпали, и вставьте до упора приспособление с пальцем в отверстия поршня и шатуна. Для правильной установки пальца поршень должен прижиматься бобышкой к верхней головке шатуна в направлении запрессовки
После охлаждения шатуна смажьте поршневой палец через отверстие в бабышках поршня.
Шатуны обрабатываются совместно с крышками, поэтому их нельзя разукоплектовывать.
Если при сборке шатунно-поршневой группы устанавливаются новые детали, подберите поршни к цилиндрам по классу, группе и по массе. Поршневые пальцы и поршни также нужно подобрать по классу
Сборку поршня с шатуном Ваз 21099 нужно производить как можно быстрее, так как шатун быстро охлаждается. После охлаждения шатуна изменить положение пальца будет невозможно.
Обозначение ремонтного размера:1-й ремонтный – треугольник,2-й ремонтный – квадрат.
Обозначение группы по массе:нормальная – “Г”,увеличенная на 5 грамм – “ ”,уменьшенная на 5 грамм – “-”.
Смажьте моторным маслом поршневые кольца и канавки на поршне. Наденьте съемником или вручную поршневые кольца соответственно соориентировав их. Проверьте легкость перемещения колец в канавках
Если на кольце нанесена надпись “Верх”, “Top” или “Ваз”, установите кольцо надписью вверх, к днищу поршня. На нижнем копрессионном кольце имеется проточка. Кольцо должно устанавливаться проточкой вниз. Перед установкой маслосъемного кольца поверните пружинный расширитель так, чтобы его замок находился с противоположной стороны от замка кольца. Поверните поршневые кольца так, чтобы их замкирасполагались под углом 120° друг к другу
Вставьте вкладыш в нижнюю головку шатуна, при этом фиксирующий выступ на вкладыше должен войти в паз головки шатуна
Вставьте вкладыш в крышку шатуна так, чтобы фиксирующий выступ на вкладыше вошел в паз крышки шатуна.
remocars.ru
Часть 7. Установка поршневых колец.
Часть 7. Установка поршневых колец.
Здравствуйте Уважаемые друзья! Продолжая, капитальный ремонт двигателя, мы с Вами в этой статье разберемся с поршневыми кольцами. Да, мы посветим поршневым кольцам целую статью, потому что поршневые кольцо это один из важнейших деталей двигателя. Давайте разберемся чем чревато изнашивание поршневых колец.
Упругость поршневых компрессионных колец, сжатых стальной лентой до зазора в стыке 0,4 мм, должна быть 17,5 — 25,0 Н. С увеличением изнашивания нарушается правильная геометрическая форма гильз цилиндров, увеличиваются зазоры в стыках колец, зазоры между кольцами и кольцевыми канавками в поршне; упругость колец сильно падает. Все это приводит к нарушению их герметизирующих свойств. С увеличением изнашивания возрастает и количество газов, проникающих в картер двигателя, начинается повышенный расход масла.
А вот основной причиной, определяющей необходимость замены поршней, является износ канавок под поршневые кольца. Увеличенный зазор между канавкой и кольцом способствует интенсивному перекачиванию масла в надпоршневое пространство. При больших изнашиваниях поршневых канавок замена одних только колец не даст положительных результатов, поэтому, если зазоры между торцом кольца и канавкой в поршне больше 0,15 мм, заменяют поршни и кольца новыми. Поршни заменяют с подбором по гильзам (если, конечно, Вы не меняете всю поршневую группу), в которых они будут работать. Подбирают поршни по усилию протягивания ленты-щупа толщиной 0,05 мм, шириной 10 мм и длиной 250 мм между поршнем и гильзой.
Подбор поршней по гильзам.
Ленту-щуп закладывают между гильзой и поршнем со стороны, противоположной прорези на юбке поршня по всей его длине. Усилие при протягивании ленты-щупа должно быть 35— 45 Н для новых гильз и поршней и 20 — 30 Н для гильз и поршней, бывших в употреблении. Подбирают поршни обязательно без поршневых пальцев при нормальной комнатной температуре (+20 °С). Если по каким-либо причинам подбор приходится делать при температуре, отличной от комнатной, то усилие протягивания ленты должно быть ближе к верхнему пределу при температуре выше 20 °С и ближе к нижнему пределу при температуре ниже 20 °С. После подбора поршни маркируют в соответствии с номерами цилиндров, к которым они подобраны.
Если Вы ставите уже всю поршневую группу, новую, то конечно же будет легче. Но все же я Вам рекомендую ставьте поршень со своей гильзой как были упакованы. Поршневые кольца тоже нужно будет подобрать и проверить. Поочередно устанавливаем кольца в цилиндр на глубину 20–30 мм и щупом измеряем зазоры. Компрессионные кольца должны иметь зазор в замке 0,3–0,6 мм, маслосъемные — 0,3–1,0 мм.
Проверка зазора в стыках поршневых колец.

Если Вы ставите, поршневую группу, бывшие в употреблении, то нужно обязательно померить нутромером не изношены ли гильзы, согласно таблице. Нужно будет проверить еще зазоры между торцами и стенками поршневых канавок при помощи новых поршневых колец. Зазор проверяем в нескольких точках по окружности поршня. Величина бокового зазора для компрессионных колец должна быть 0,050–0,082 мм, для сборного маслосъемного кольца 0,135–0,335 мм.
Проверяем зазоры колец в поршневых канавках.

Теперь же нужно будет все кольца надеть на свои места в поршневых канавках. Обычно на упаковке, поршневых колец, производитель показывает в какой последовательности надевать поршневые кольца. Если же окажется, что инструкции нет, то нужно будет проделать следующее:
- Надеваем кольца на поршень, начиная с маслосъемного кольца;
- Раскрыв замок расширителя маслосъемного кольца, устанавливаем его в нижнюю канавку кольца, после чего сводим концы расширителя;

- Надеваем на расширитель маслосъемное кольцо, надписью к днищу поршня, угол между замками расширителя и кольца — 45 градусов;


- Устанавливаем нижнее компрессионное кольцо, надписью и фаской с внутренней стороны кольца, так же к днищу поршня;

- И наконец, устанавливаем верхнее компрессионное кольцо.

Нужно знать что для авторемонтного производства выпускают поршни номинального и трех ремонтных размеров. Для обеспечения подбора по гильзам поршни рассортированы на пять размерных групп, которые обозначены буквами русского алфавита. Обозначение размерной группы выбито на днище поршня. Размерные группы поршней номинального и ремонтного размеров, а также их обозначения приведены в таблице 1.
|
Таблица 1. Размерные группы поршней номинального и ремонтного размеров и их обозначения |
|||
|
Наименование |
Увеличение диаметра гильзы, мм |
Обозначение группы |
Диаметр гильз, мм |
|
Номинальный |
- |
А |
92,0-0,012 |
|
Б |
92,0+0,012 |
||
|
В |
92,0+0,024 |
||
|
Г |
92,0+0,036 |
||
|
Д |
92,0+0,048 |
||
|
1-й ремонтный |
0,5 |
1А |
92,5-0,012 |
|
1Б |
92,5+0,012 |
||
|
1В |
92,5+0,024 |
||
|
1Г |
92,5+0,036 |
||
|
1Д |
92,5+0,048 |
||
|
2-й ремонт |
1,0 |
2А |
93,0-0.012 |
|
2Б |
93,0+0.012 |
||
|
2В |
93,0+0.024 |
||
|
2Г |
93,0+0.036 |
||
|
2Д |
93,0+0,048 |
||
|
3-й ремонт |
1,5 |
3А |
9З,5-0,012 |
|
3Б |
9З,5+0,012 |
||
|
3В |
9З,5+0,024 |
||
|
3Г |
9З,5+0,036 |
||
|
3Д |
9З,5+0,048 |
||
Нужно сказать в этой статье еще несколько слов про поршневые пальцы. По диаметру отверстия под поршневой палец поршни рассортированы на четыре размерные группы. Группы маркируют маслостойкой краской на наружной поверхности бобышек поршней. Размерные группы отверстия под поршневой палец и их маркировка приведены в таблице 2.
|
Таблица 2. Маркировка размерных групп отверстия под поршневой палец |
||
|
Группа |
цвет маркировки |
диаметр отверстия, мм |
|
I |
Белый |
25,0-0.0025 |
|
II |
Зеленый |
25,0-0,0050 |
|
III |
Желтый |
25,0-0,0050 |
|
IV |
Красный |
25,0-0,0075 |
Юбка поршня выполнена овальной и имеет конусность. Большая ось овала расположена в плоскости, перпендикулярной оси поршневого пальца, а конусность юбки в этой же плоскости должна составлять 0,013—0,038 мм. Наибольший диаметр конуса должен быть в нижней части юбки.
При капитальном ремонте двигателей применяют поршневые пальцы только номинального размера, которые рассортированы на четыре размерные группы. Размерные группы поршневых пальцев номинального размера и их маркировка приведены в таблице 3.
|
Таблица 3. Маркировка размерных групп поршневых пальцев номинального размера |
||
|
Группа |
цвет маркировки |
диаметр поршневого пальца, мм |
|
I |
Белый |
25,0-0.0025 |
|
II |
Зеленый |
25,0-0,0050 |
|
III |
Желтый |
25,0-0,0050 |
|
IV |
Красный |
25,0-0,0075 ∕-0,0100 |
Ну что же думаю на этом закончим эту статью, продолжим в следующей части. Если возникнут проблемы или вопросы пишите мне, можно оставить комментарий я обязательно отвечу. Спасибо за внимание!
Часть 1. Вступление.
Часть 2. Снятие двигателя.
Часть 3. Разборка двигателя.
Часть 4. Подготовка запчастей и деталей.
Часть 5. Выпрессовка и запрессовка гильз.
Часть 6. Чистка поршней и коленвала.
Часть 7. Установка поршневых колец.
Часть 8. Установка коленвала.
Часть 9. Установка поршней.
Часть 10. Завершение ремонта двигателя.
gaz3307.ru
Подбор поршневых колец по размеру

Капитальный ремонт или тюнинг двигателя обычно предполагает необходимость полной разборки ДВС для замены элементов ЦПГ и КШМ. В ходе выполнения работ в ряде случаев необходимо растачивать блок цилиндров, затем производится хонингование цилиндров. Далее требуется точный подбор поршней по размерам гильз, параллельно меняются поршневые кольца, поршневые пальцы и шатуны, производится замена или ремонт коленчатого вала и т.д.
Замена поршневых колец и самих поршней на бензиновом или дизельном моторе предполагает максимальное уплотнение щелевых зазоров. В данной статье мы поговорим о том, как правильно сделать подбор поршней, а затем подобрать к ним подходяще по размеру поршневые кольца.
Коротко о поршнях: как подобрать поршень к цилиндру

Начнем с того, что зазор между поршнем и цилиндром определяется четко прописанными нормами. Для деталей в новом двигателе такой зазор составляет от 0.05 до 0.07 мм. Для моторов, которые находятся в эксплуатации, зазор между поршнем и цилиндром не должен быть больше отметки в 0.15 мм.
Восстановление ЦПГ двигателя потребует расточки блока цилиндров в ремонтный размер, после чего производится подбор поршня из группы так называемых ремонтных поршней. Главным требованием к процессу расточки цилиндров является итоговый результат, максимально приближенный к четко указанному ремонтному размеру.
Также необходимо учитывать, что размер после расточки блока дополнительно уменьшится в среднем на 0.03 мм после процесса нанесения хона (хонингование поверхности цилиндра). По этой причине при хонинговке цилиндров нужно придерживаться такого диаметра, чтобы после установки поршня зазор был максимально приближен к 0.045 мм, что является показателем зазора применительно к новым деталям.
Чтобы точно подобрать новый поршень по размерам необходимо сначала провести дефектовку цилиндров и поршней. Для замера диаметров поршня и цилиндра потребуются измерительные приборы:
- микрометр;
- нутромер;
Микрометром измеряется диаметр поршня, при помощи нутромера производятся измерения диаметра цилиндра. Измерять диаметр цилиндра необходимо в четырёх поясах, а также промерять две перпендикулярные плоскости. Четко установленный зазор между поршнем и цилиндром позволяет без затруднений осуществить подбор необходимого размера поршня поле расточки цилиндров, а также обеспечивает легкость установки поршня при сборке.
Далее подбор осуществляется на основании специальной таблицы, в которой указаны номинальные размеры цилиндров и поршней. Диаметр ремонтных поршней получил специальное деление по классам в зависимости от наружного диаметра детали. Всего таких классов 5, каждый класс обозначен литерами от A до E в алфавитном порядке (А, B, C, D, E) через 0.01 мм размера. Также деление по классам предусматривает изменение диаметра отверстия под поршневой палец через каждые 0.004 мм.
Данная информация о классификации ремонтных поршней наносится в виде маркировки на днище поршня. Цифровое обозначение указывает на категорию отверстия под палец, а буквенное обозначение указывает на принадлежность поршня к тому или иному классу (класс ремонтного поршня). Также в процессе подбора номинальных размеров или ремонтного размера поршневой дополнительно необходимо обращать внимание на массу поршня. Поршни могут иметь как стандартную массу, так и увеличенный или сниженный на несколько грамм вес. Параллельно с подбором новых поршней необходимо подбирать ремонтные поршневые кольца, которые также имеют ремонтные размеры.
Как подобрать поршневые кольца

Подбор поршневых колец означает, что размеры поршневых колец в обязательном порядке должны соответствовать как размерам поршней, так и размерам цилиндров. Добавим, что производить подбор поршневых колец по размеру немного легче сравнительно с подбором самих поршней. Так происходит благодаря тому, что ремонтные поршневые компрессионные и маслосъемные кольца для различных моделей двигателей в большей или меньшей степени сегодня являются взаимозаменяемыми. Это означает, что можно приобрести как оригинальные поршневые кольца, так и подобрать детали стороннего производителя.
Подбор колец по размерам

Подбирать кольца необходимо с учетом следующих базовых параметров:
- высота поршневого кольца;
- диаметр поршневого кольца;
Любой качественный аналог, который имеет необходимые размеры, зачастую становится без всяких проблем. Для полной уверенности необходимо также учитывать радиальную ширину поршневых колец, а точнее соответствие данной ширины канавкам поршня. Другими словами, глубина канавок в отдельных случаях может оказаться недостаточной.
Что касается компрессионных колец, такие кольца конструктивно схожи, зачастую имеют одинаковую или практически одинаковую радиальную ширину, так что проблем после установки правильно подобранных по размеру колец из этой группы обычно не возникает. Подбор маслосъемных колец, напротив, требует повышенного внимания как к самой конструкции кольца (коробчатые, наборные маслосъемные кольца), так и дополнительного уточнения их радиальной ширины по специальным каталогам изготовителя колец.
Рекомендуем также прочитать статью о том, что делать, если поршневые кольца залегли. Из этой статьи вы узнаете о причинах залегания колец, самостоятельной диагностике проблемы и способах ремонта данной неисправности своими руками.Хотелось бы добавить, что подбирать поршневые кольца для дизельных двигателей сложнее. Компрессионные кольца для дизелей имеют молибденовое покрытие, а также отличаются трапецеидальным профилем, который дополнительно может иметь разные углы. Маслосъемные кольца в дизелях обычно коробчатые, но и данный факт необходимо проверять по каталогам, так как встречаются случаи установки на дизельный двигатель наборных колец.
Обратите внимание, что ставить на дизель поршневые кольца от бензинового двигателя крайне не рекомендуется. Одновременно с этим в отдельных случаях допускается вариант установки поршневых колец с дизеля на бензиновый мотор.
Какие поршневые кольца лучше

Помимо выбора из доступных номинальных и ремонтных размеров колец потребуется также отдельно подобрать материал изготовления. Вполне справедливо утверждение, что поршневые кольца для маломощного низкооборотистого двигателя, который был разработан 10-15 лет назад (даже при учете их полного соответствия по размерам), смогут нормально и долговременно функционировать в высокофорсированном силовом агрегате с турбонаддувом.
Дело в том, что материалы, нанесенное покрытие и допуски по геометрии колец вполне могут отличаться. На указанные факторы в процессе подбора следует обращать пристальное внимание, особенно в случае отсутствия точных данных в каталогах изготовителя. Также следует добавить, что кольца для новых двигателей обычно хорошо работают в старых ДВС, но не наоборот.
Верхнее кольцо является наиболее сильно нагруженным в процессе работы ДВС. По этой причине такие кольца изготавливаются из легированного чугуна, который также получает плазменное напыление хрома или молибдена. Хром имеет пористую структуру, что позволяет эффективно удерживать нужное количество моторного масла. Покрытие хромом или молибденом позволяет повысить уровень износостойкости колец, а также обеспечивает низкий коэффициент трения во время контакта со стенками цилиндра.Достаточно качественными принято считать чугунные поршневые кольца. Такие детали выполнены из высокопрочного чугуна, который обладает улучшенными свойствами и активно противостоит износу. Маслосъемные кольца бывают хромированными, а также без покрытия хромом. Также в продаже представлены стальные кольца, дополнительно оборудованные пружинным элементом.
Хромированные кольца обычно устанавливаются на моторы с высокой степенью сжатия, что предполагает более серьезные нагрузки на ДВС и ЦПГ. Гражданские автомобили иностранного производства зачастую имеют поршневые маслосъемные кольца из нержавеющей стали. Такие кольца отличаются большим сроком службы, низким весом и приемлемой стоимостью.
Как выбрать поршневые кольца: защита от подделки
В процессе подбора деталей необходимо в обязательном порядке придерживаться ряда правил и советов, которые помогут избежать приобретения поддельных запчастей. Начнем с того, что запчасти-заменители производства известных брендов не должны иметь слишком низкую стоимость по сравнению с оригинальными деталями.
Для изготовления качественной продукции производитель должен использовать качественные материалы и задействовать современные технологии производства. Перед поиском неоригинальных заменителей рекомендуется предварительно ознакомиться со стоимостью аналогичных оригинальных запчастей.
Поршневые кольца должны быть упакованы в фирменную упаковку. Сама коробка должна быть аккуратно склеена. Надписи на коробке должны иметь четкий и одинаковый шрифт, штампы, голограммы (при известном факте использования такой защиты на оригинальной упаковке). Фасуют детали в небольшие пакеты из полиэтилена, укладывая по три кольца.
На указанном пакете должны присутствовать следующие обозначения:
- номер комплекта;
- модель двигателя;
- размер поршневых колец;
Косвенным признаком также является общее количество пакетов с кольцами. Это количество должно соответствовать количеству цилиндров конкретного двигателя, для ремонта которого предназначен данный ремкомплект.
Дополнительно исследуйте маркировку колец. Поршневые кольца в автоматическом режиме маркируются специальной меткой на производстве, на которой указан размер колец и завод-изготовитель детали. Указанная маркировка располагается на кольце в четко определенном месте. Поддельные детали могут не иметь маркировки или быть маркированными в месте, отличном от места нанесения таких меток на оригинальной продукции.
Еще перед покупкой рекомендуется подробно осмотреть расширительные пружины. Указанные пружины должны быть с переменным шагом витков, а также обладать отшлифованной поверхностью в области торцов и наружного диаметра. Отсутствие таких признаков может указывать как на низкое качество изготовления деталей, что сильно отразится на сроке службы, так и на подделку.
Не лишним будет провести проверку профиля и высоты выступов. Если выступы минимальны или полностью отсутствуют, тогда кольца могут являться не новыми, а бывшими в употреблении. Для надежности воспользуйтесь микрометром, чтобы определить номинальный и ремонтный размер колец.
Во время подбора компрессионных колец тактильно прощупайте фаску, которая находится на одной или обеих сторонах по наружному диаметру кольца. На изделиях низкого качества указанные фаски отсутствуют. На качественных кольцах также просматриваются торцы, которые по оттенку светлее и имеют слегка закругленную форму.
Хромированные поршневые кольца и кольца без такого покрытия по цвету идентичны, но вариант с нанесенным хромом отличается от аналога без хрома особыми выступами. На кольцах без покрытия такие выступы несимметричны. Наличие хрома также придает компрессионным кольцам характерный матовый оттенок, в то время как поршневые кольца без хрома имеют стальной отблеск.
Советы и рекомендации
Вполне очевидно, что наиболее удобным при подборе вариантом будет использование оригинальных поршневых колец. Под оригинальными следует понимать поршневые кольца, которые позиционируются в качестве оригинальных запасных частей самим заводом-изготовителем двигателя. При этом доступные в продаже оригинальные детали не всегда позволяют реализовать поставленные задачи во время тюнинга или ремонта двигателя. В таких случаях требуется осуществить грамотный подбор из группы высококачественных аналогов.
- При подборе неоригинальных поршневых колец желательно выбирать такие кольца, которые изначально предназначены для двигателя с похожими характеристиками. Под такими характеристиками следует понимать объем, мощность, степень форсировки двигателя, максимальные обороты коленвала, степень сжатия и т.д.
Оптимальным вариантом будет подбор колец с таким материалом изготовления и покрытием, которые аналогичны оригинальным кольцам для данного типа двигателя. В противном случае ресурс колец может быть сильно снижен, а также можно получить неудовлетворительный результат работы колец после ремонта двигателя. В качестве примера выделяется установка поршневых колец без покрытия хромом в цилиндры, которые изготовлены из алюминия. Кольца при такой инсталляции попросту не работают.
- Необходимо отметить, что установка так называемых «мягких» колец, которые имеют меньший ресурс, позволяет минимизировать износ стенок цилиндров, тем самым увеличивая ресурс БЦ. Параллельно с этим производить замену поршневых колец в этом случае потребуется в среднем каждые 35-45 тыс. пройденных километров, что ставит под сомнение целесообразность подобного решения. Поршневые кольца хорошего качества имеют ресурс около 170-220 тыс. км. При их замене на таких пробегах двигателю все равно зачастую требуется ремонт коленвала, восстановление ЦПГ и т.д.
Напоследок добавим, что правильно подобранные и профессионально установленные неоригинальные поршневые кольца могут в отдельных случаях проработать дольше по сравнению с оригинальными деталями. Также стоит учитывать, что качественные аналоги обычно стоят на 10-25% дешевле.
Похожие статьи
krutimotor.ru
Размеры и маркировки шатунов, поршней и колец ВАЗ-2109-2115
Основные размеры шатунно-поршневой группы даны на рис. 1, 2, 3.
Поршень — алюминиевый литой. По наружному диаметру поршни разбиты на пять классов (А, В, С, D, Е) через 0,01 мм. Наружная поверхность поршня имеет сложную форму. Поэтому измерять диаметр поршня необходимо только в плоскости, перпендикулярной поршневому пальцу, на расстоянии 55 мм от днища поршня.
По диаметру отверстия под поршневой палец поршни подразделяются на три класса (1, 2, 3) через 0,004 мм.
Классы диаметров поршня и отверстия под поршневой палец клеймятся на днище поршня (рис. 4).
По массе поршни сортируются на три группы: нормальную, увеличенную и уменьшенную на 5 г. Этим группам соответствует маркировка на днище поршня: «Г», «+» и «—». На двигателе все поршни должны быть одной группы по массе. Поршни ремонтных размеров изготавливаются с увеличенным на 0,4 и 0,8 мм наружным диаметром. Увеличению на 0,4 мм соответствует маркировка в виде треугольника, а увеличению на 0,8 мм — в виде квадрата. Стрелка на днище поршня показывает, как правильно ориентировать поршень при его установке в цилиндр. Она должна быть направлена в сторону привода распределительного вала. Поршневой палец — стальной полый, плавающего типа, свободно вращается в бобышках поршня и втулке шатуна. В отверстии поршня палец фиксируется двумя стопорными кольцами. По наружному диаметру пальцы подразделяются на три класса через 0,004 мм. Класс маркируется краской на торце пальца: синяя метка — первый, зеленая — второй, а красная — третий класс. Поршневые кольца изготовлены из чугуна. Верхнее компрессионное кольцо — с хромированной бочкообразной наружной поверхностью. Нижнее компрессионное кольцо скребкового типа. Маслосъемное кольцо — с хромированными рабочими кромками и с разжимной витой пружиной. На кольцах ремонтных размеров ставится цифровая маркировка «40» или «80», что соответствует увеличению наружного диаметра на 0,4 или 0,8 мм.
Шатун — стальной, кованый. Шатун обрабатывается вместе с крышкой и поэтому они в отдельности невзаимозаменяемы. Чтобы при сборке не перепутать крышки и шатуны, на них клеймится номер 2 (рис. 5) цилиндра, в который они устанавливаются. В верхнюю головку шатуна запрессована сталебронзовая втулка. По диаметру отверстия этой втулки шатуны подразделяются на три класса через 0,004 мм. Номер класса 1 клеймится на крышке шатуна. По массе верхней и нижней головок шатуны подразделяются на классы, маркируемые либо буквой, либо краской на крышке шатуна. На двигатель должны устанавливаться шатуны одного класса по массе.
Подгонять массу шатунов можно удалением металла с бобышек на верхней головке и на крышке до минимальных размеров 33 и 32 мм (рис. 6). После удаления металла с крышки шатуна на ней необходимо клеймить классы шатуна по отверстию под поршневой палец и по массе.
|
Классы шатунов по массе верхней и нижней головок |
|||
|
Масса головок шатуна, г |
Класс |
Цвет маркировки |
|
|
верхней |
нижней |
||
|
184+2 |
489+3 495+3 501+3 |
Ф Л Б |
Красный Зеленый |
|
188+2 |
489+3 495+3 501+3 |
Х М В |
|
|
192+2 |
489+3 495+3 501+3 |
Ц Н Г |
Голубой |
autoruk.ru