Шатун с поршнем
Шатун - Автология - я знаю автомобиль
Конструкция шатуна
Шатун двигателя внутреннего сгорания соединяет поршень двигателя с коленчатым валом и во время работы двигателя передаёт все усилия от поршня на коленчатый вал и, наоборот, от коленчатого вала к поршню. При этом шатун совершает достаточно сложное движение. Верхняя головка шатуна совместно с поршнем совершает возвратно-поступательное движение. А нижняя головка шатуна, совместно с шатунной шейкой коленчатого вала совершает круговое движение. На шатун воздействуют большие знакопеременные и изменяющиеся по величине усилия, вызванные давлением расширяющихся в цилиндре газов и инерцией деталей поршневой группы.
Для уменьшения вибрации и повышения максимальных оборотов двигателя, что необходимо для повышения максимальной мощности двигателя, конструкторы стремятся сделать шатун, как и все остальные детали, совершающие возвратно-поступательное движение, как можно легче. Но это стремление вступает в противоречие с необходимостью обеспечения прочности шатуна, работающего под воздействием больших и разнообразных нагрузок. Кроме этого в массовом производстве большое значение имеет себестоимость материалов, из которых изготавливаются шатуны, и стоимость изготовления самого шатуна. Как и везде в технике, принятие технического решения, это постоянный выбор наиболее приемлемого компромисса для данных условий.
Шатун состоит из двух головок и соединяющего их силового стержня. Верхняя головка шатуна (поршневая), меньшего размера, через поршневой палец соединяется с поршнем, а нижняя головка шатуна (кривошипная) соединяется с шатунной шейкой коленчатого вала.
Верхняя (поршневая) головка шатуна неразъёмная. Её конструкция зависит от способа крепления поршневого пальца. Если двигатель имеет фиксированный поршневой палец, верхняя головка шатуна имеет цилиндрическое отверстие, изготовленное с высокой точностью и обеспечивающее установленный натяг (0,015 ÷ 0,040 мм) в соединении с поршневым пальцем.
Соединением с натягом называется такое соединение, при котором диаметр вала, вставляемого в отверстие несколько больше внутреннего диаметра отверстия. Существует несколько методов сборки таких соединений – запрессовка при помощи пресса, нагрев детали с отверстием или, наоборот, сильное охлаждение вала.
Если поршневой палец плавающего типа, в верхнюю головку шатуна запрессовываются бронзовые или биметаллические втулки, изготовленные из стали с залитым во втулку тонким слоем бронзы. Но существуют двигатели с плавающим пальцем в верхней головке шатуна, в которой отсутствует втулка. В этом случае поршневой палец вращается непосредственно в отверстии верхней головки шатуна. Плавающий поршневой палец устанавливается в верхней головке шатуна с установленным зазором (0,015 ÷ 0,020 мм). Для смазывания плавающего поршневого пальца в верхней головке шатуна может быть сделано отверстие, через которое масло из внутренней полости поршня подаётся к поршневому пальцу.
Поскольку нагрузки на нижнюю часть поршневой головки шатуна значительно ниже, чем на верхнюю часть верхняя головка шатуна форсированных двигателей делается в виде трапеции, что увеличивает опорную поверхность пальца во время рабочего хода поршня.
Нижняя (шатунная) головка шатуна разборная. Состоит из верхней части, изготовленной как одно целое с шатуном и крышки нижней головки. Отверстие нижней головки шатуна растачивается на заводе при установленной крышке. Поэтому крышка нижней головки может использоваться только со своим шатуном. Во время ремонта двигателя не допускается замена крышки или установка крышки обратной стороной. Перед разборкой двигателя обязательно ознакомьтесь с видом совместных меток, и с какой стороны коленчатого вала они установлены.
Крышка шатуна соединяется с шатуном при помощи шатунных болтов. Шатунные болты работают под очень большой нагрузкой. Поскольку крышка устанавливается относительно шатуна с высокой точностью, шатунные болты чаще всего являются направляющей деталью, определяющей совместное положение крышки относительно шатуна. Для этого большинство шатунных болтов имеют центрирующие участки, позволяющие точно установить крышку головки относительно шатуна. Шатунные болты чаще всего запрессовываются в шатун, поэтому при замене шатунных болтов для их выпрессовки из шатуна может потребоваться применение пресса. Выпрессовывайте шатунные болты только в случае их необходимой замены. Никогда не заменяйте шатунные болты и гайки шатунных болтов, на болты и гайки непредназначенные для этих целей. Всегда затягивайте гайки шатунных болтов только при помощи динамометрического ключа, даже когда устанавливаете крышку для контрольного замера размеров отверстия нижней головки шатуна. При любом подозрении, что шатунный болт начал вытягиваться, замените болт с гайкой на новые. Стандартная длина болта для каждого двигателя, обычно указывается в заводском руководстве по ремонту.
Не пытайтесь исправить повреждённую резьбу болта при помощи плашки. Резьба шатунных болтов изготовляется методом накатки, а не нарезки.
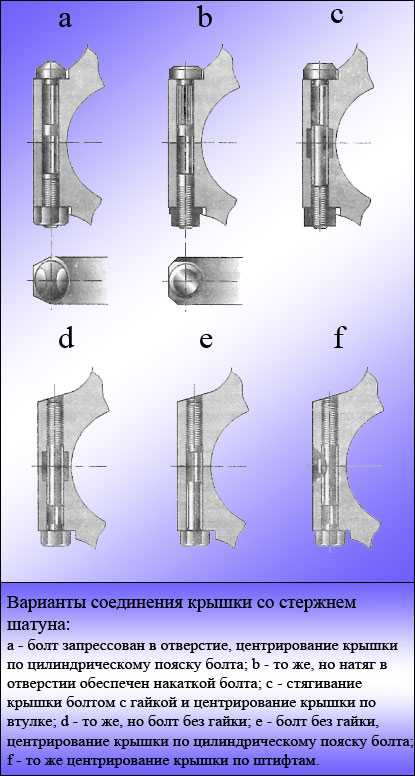
Различные типы болтов крепления крышки шатуна.
На некоторых болтах видны места, предназначенные для центровки крышки шатуна
Для правильной установки крышки шатуна центрирование крышки также может осуществляться при помощи направляющих втулок или направляющих штифтов.
В нижнюю головку шатуна вставляются тонкостенные вкладыши подшипников скольжения. По своей конструкции эти вкладыши практически не отличаются от вкладышей коренных подшипников коленчатого вала. Вкладыши подшипника нижней головки шатуна изготавливаются из тонкой стальной ленты, внутренняя поверхность которой залита специальным сплавом, обладающим высокими антифрикционными свойствами и обладающим высоким сопротивлением износу. Для каждого типа двигателя существуют различные типы антифрикционных сплавов, обладающих различными свойствами. Есть сплавы, которые легко притираются, но не обладают достаточной сопротивляемостью ударным нагрузкам, есть сплавы, которые наоборот обладают способностью выдерживать высокие ударные нагрузки, но имеют более низкие другие технические характеристики. По этому при ремонте двигателя необходимо использовать вкладыши подходящие не только по размеру, но и по материалу из которого изготовлены вкладыши.
Тонкостенные вкладыши нижней головки шатуна изготавливаются номинального и несколько ремонтных размеров, под шатунную шейку коленчатого вала с уменьшенным, после необходимого ремонта, диаметром. Это позволяет при ремонте двигателя производить перешлифовку изношенных шеек коленчатого вала под следующий ремонтный размер, что удешевляет стоимость ремонта двигателя, поскольку стоимость перешлифовки коленчатого вала, меньше стоимости нового вала.
Вкладыш изготавливается в виде дуги переменного радиуса, в месте замка большего, чем диаметр посадочного отверстия. Кроме того, длина вкладыша обеспечивает небольшой выступ вкладыша над плоскостью разъёма головки шатуна, этим обеспечивается необходимый натяг, предотвращающий проворачивание вкладыша в головке. Вкладыши также имеют установочный усик, вставляемый в канавки выфрезерованные в шатуне и крышке шатуна, которые тоже предназначены для исключения проворачивания вкладыша в нижней головке шатуна. А настоящее время выпускаются двигатели, не имеющие на вкладышах подшипников установочных усиков. В таких двигателях фиксация вкладышей осуществляется только за счёт необходимого натяга в головке шатуна, обеспеченного высокой точностью изготовления деталей.
Антифрикционный материал имеет высокую износостойкость только в условиях работы с достаточной смазкой. Масло в подшипник нижней головки шатуна поступает из отверстия в шатунной шейке коленчатого вала. Некоторые шатуны имеют специальные дренажные отверстия, позволяющие регулировать прохождение масла через подшипник. Это необходимо потому, что масло кроме своей основной функции – смазка трущихся поверхностей, ещё служит для охлаждения этих поверхностей.
Всегда необходимо точно выдерживать зазор в подшипнике шатуна. Наиболее точным измерением зазора является метод с применением специальной измерительной пластмассовой проволоки. Измерение зазора в шатунных подшипниках ничем не отличается от измерения зазора в коренных подшипника. Способ измерения зазора в коренных подшипниках коленчатого вала описан в главе «Коленчатый вал».
Стержень шатуна
Стержень большинства шатунов массовых двигателей имеет двутавровую форму и расширяется к нижней головке шатуна. Существуют стержни другой формы, особенно у шатунов спортивных двигателей, изготовленных из алюминиевых сплавов. Шатуны дизельных двигателей обычно более массивные и более прочные по сравнению с шатунами бензиновых двигателей.
В некоторых двигателях стержень шатуна имеет внутри просверленный масляный канал для подачи масла к верхней головке шатуна. Иногда в верхней части нижней головки шатуна делается отверстие, из которого масло под давлением разбрызгивается во внутренней полости поршня и цилиндра.
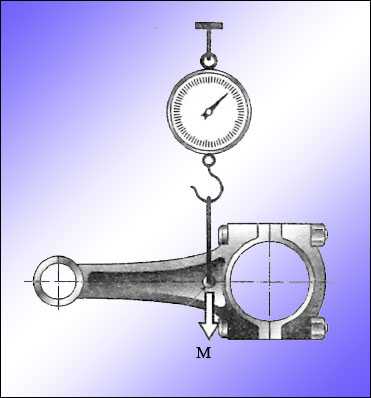
Для уменьшения вибраций двигателя необходимо чтобы все шатуны двигателя имели одинаковый вес, более того должен быть одинаковым не только общий вес каждого шатуна, но и вес каждой верхней и каждой нижней головки шатуна. Для взвешивания каждой головки шатуна применяются точные (электронные) весы со специальным приспособлением (установочной скалкой).
Сначала взвешиваются все шатуны двигателя, и результаты взвешивания записываются в специальную таблицу с отдельным указанием веса нижней и верхней головок каждого шатуна. Подгонка веса осуществляется по самому лёгкому шатуну, за счёт аккуратного снятия части металла со специальных наплывов (бобышек), расположенных на верхней головке шатуна и на крышке нижней головки. Иногда наплывы в нижней части шатуна расположены не на крышке нижней головки, а на стержне шатуна чуть выше нижней головки в месте нахождения центра тяжести шатуна.
Стрелками отмечены бобышки, с которых снимается часть металла при подгонке веса шатунов одного двигателя
Материалы, из которых изготавливаются шатуны
С целью уменьшения себестоимости производства шатуны массовых двигателей изготавливаются методом литья из специального чугуна, что в полнее обеспечивает требования двигателей работающих на бензине. Шатуны высоконагруженных двигателей, особенно дизельных двигателей с наддувом, изготавливаются методом горячей штамповки (ковки) из специальных легированных сталей. Кованые шатуны прочнее литых, но дороже в изготовлении. Кованый шатун легко отличить от литого по боковому шву. Боковой шов кованого шва широкий, а литого узкий.
Шатуны некоторых современных двигателей изготавливаются методом спекания из порошковых металлов, такие шатуны обладают более высокой прочностью. Линия соединения нижней головки такого шатуна с крышкой шатуна имеет неровный колотый разъём, поскольку отделение крышки от шатуна происходи методом разлома. В этом случае обеспечивается наиболее точная установка крышки относительно шатуна.
Для уменьшения веса, что необходимо для обеспечения повышения оборотов двигателя, шатуны двигателей дорогих спортивных автомобилей, где цена материала не имеет большого значения, изготавливаются из алюминиевых или титановых сплавов. Шатун, изготовленный из титановых или алюминиевых сплавов весит меньше чем стальной шатун на 50%.
Особенно высокие требования предъявляются к материалам, из которых изготавливаются болты крепления крышки головки шатуна. Обычно они изготавливаются из высоколегированных сталей обладающих очень высоким пределом текучести превышающий этот показатель 2 ÷ 3 раза по сравнению с углеродистыми сталями. При ремонте некоторых высокофорсированных спортивных двигателей требуется обязательная замена болтов и гаек крепления крышки головки шатуна.
Практические замечания
Во время ремонта двигателя многие автомеханики практически не контролируют состояние шатуна. Они уверенны, что неисправными могут быть только детали, подвергающиеся износу: поршневые кольца, сами поршни, стенки цилиндров, направляющие втулки клапанов другие трущиеся детали. А в шатуне, особенно с фиксированным поршневым пальцем, непосредственно трущихся деталей нет. Поэтому принимается, что шатун всегда исправен, и шатуны устанавливаются в ремонтируемый двигатель не только без ремонта, но и вообще без проверки их технического состояния.
Довольно часто шатуны имеют деформацию, не допускающую их установку в ремонтируемый двигатель. Даже если двигатель автомобиля не подвергался аварийным неисправностям с последующим ремонтом, шатун может быть деформирован под воздействием штатных нагрузок. Тем более повышается вероятность деформации шатуна, если в результате обрыва ремня привода ГРМ, при котором от удара поршня были погнуты клапаны двигателя, если двигатель подвергся гидроудару, вследствие попадания воды в цилиндры двигателя или произошло прокручивание вкладыша и, соответственно перегрев нижней головки шатуна. Деформация шатуна может произойти из-за неправильного ремонта, когда при установке фиксированного поршневого пальца, для нагрева верхней головки шатуна использовалась газовая горелка. Отверстие нижней головки шатуна, под воздействием ударных нагрузок, может принять овальную форму при неправильном моменте затяжки болтов крепления крышки головки шатуна или вытягивания болтов крепления крышки. Поэтому проверка геометрии и, в случае необходимости, ремонт или замена шатуна являются обязательными при ремонте двигателя.
Сначала необходимо измерить диаметр, овальность и конусность отверстий верхней и нижней головок шатуна. Сделать это можно при помощи универсального нутромера, но в специализированных мастерских для этой цели может применяться специальные точные приспособления. Очень важным показателем геометрии шатуна является параллельность осей отверстий головок шатуна. Деформация стержня шатуна может привести к тому, что оси этих отверстий будут не параллельны. Это приведёт к перекосу поршня в цилиндре и, соответственно, повышенной шумности при работе двигателя, преждевременному износу поршня, стенок цилиндра, опорной поверхности нижней головки шатуна и коленчатого вала, а при сильном перекосе поршневого пальца и к разрушению поршня. Точно проверить параллельность осей отверстий шатуна можно только при помощи специальных приспособлений. К сожалению, такие приспособления часто отсутствуют даже в специализированных мастерских. А для проверки деформации стержня шатуна при помощи поверочной плиты или лекальной линейки требуется определённый опыт, да и эти, не очень удобные мерительные инструменты, бывают не во всех ремонтных предприятиях. Кроме того, на некоторых V-образных двигателях нижняя головка шатуна расположена несимметрично относительно стержня и верхней головки шатуна. И тогда проверить геометрию шатуна при помощи поверочной плиты вообще не удастся.
Стержень шатуна может иметь спиральную закрутку или осевой искривление. В любом из этих случаев ось поршневого пальца будет не параллельна оси коленчатого вала, а ось поршня будет не параллельна оси цилиндра.
Проверка наличия искривления стержня шатуна
Проверка наличия спиральной закрутки стержня шатуна
Отверстие нижней головки обычного шатуна ремонтируется (при выявленной недопустимой овальности) за счёт удаления тонкого слоя металла с сопрягаемых поверхностей крышки нижней головки и шатуна. Далее крышка устанавливается на место, при этом болты крепления крышки затягиваются установленным моментом затяжки. Отверстие растачивается и хонингуется под номинальный размер. Но при этом уменьшается расстояние между осями отверстий верхней и нижней головок шатуна. Это особенно нежелательно для дизельных двигателей, даже незначительной изменение длины шатуна может привести к изменению степени сжатия. Но если при ремонте двигателя производилась механическая обработка сопрягаемой поверхности блока цилиндров и (или) головки блока цилиндров, это может полностью устранить изменение степени сжатия. Разумеется, что этот ремонт можно сделать только в условиях специализированного предприятия.
Если при проверке выявлен недопустимый износ (увеличение диаметра) отверстия под поршневой палец в верхней головке шатуна, необходимо заменить бронзовую втулку верхней головки шатуна. Для обеспечения регламентированного техническими нормами зазора между поршневым пальцем и втулкой, после замены втулка точно развёртывается под необходимый размер диаметра. В верхней головке шатуна часто имеется отверстие, через которое масло из внутренней полости поршня поступает для смазки поршневого пальца. При установке втулки необходимо совместить отверстие в верхней головке шатуна с отверстием во втулке.
Снятие и установка шатунно-поршневой группы
Снятие
Отдельно снять шатун с двигателя не получится, это возможно сделать только в сборе с установленным на шатун поршнем в сборе с пальцем и поршневыми кольцами. В некоторых случаях можно снять шатунно-поршневую группу без снятия двигателя с автомобиля. Иногда это выгодно в целях экономии времени, но всё же для обеспечения необходимой для проведения этого ремонта чистоты, без которой качественно выполнить ремонт затруднительно, лучше подобный ремонт выполнять на снятом двигателе. Тем более, что для выполнения этого ремонта всё равно придётся снимать головку блока цилиндров и масляный поддон двигателя. А при снятии головки блока цилиндров всё равно придётся снимать или отсоединять большинство жгутов проводов и вакуумных трубок.
Перед снятием шатунно-поршневой группы, следуя указаниям Руководства по ремонту автомобиля, снимите головку блока цилиндров и масляный поддон двигателя. Как снимать шатунно-поршневую группу обычно подробно описывается в Руководстве по ремонту автомобиля. Тут даются просто некоторые замечания, которые не всегда присутствуют в руководстве.
Перед откручиванием гаек (болтов) крепления крышки шатуна определите место нахождения меток, указывающих в какой цилиндр устанавливается данный шатун с поршнем и направление установки крышки относительно шатуна. Если подобные метки не обнаружены, что бывает крайне редко, нанесите их самостоятельно удобным способом. Несмотря на то, что крышка шатуна крепится всего двумя гайками (болтами), откручивайте гайки постепенно и поочерёдно. При чем при первом ослаблении затяжки гайки гайку допускается повернуть не более чем на ¼ оборота, а лучше меньше. После откручивания гаек снимите крышку шатуна. Примете меры, исключающие падение вкладыша из крышки шатуна. Шатунные болты изготавливаются из очень прочной стали, поэтому для уменьшения вероятности повреждения полированной поверхности шатунной шейки коленчатого вала и поверхности стенок цилиндров на шатунные болты необходимо установить специальные защитные и направляющие приспособления. При отсутствии подобных приспособлений, что бывает чаще всего, наденьте на болты куски шлангов из мягкого материала подходящего диаметра.
Для извлечения поршня из цилиндра установите коленчатый вал так, чтобы ось шатунной шейки совпала с продольной осью цилиндра. Примите меры предосторожности, исключающие падение поршня в сборе с шатуном. Поддерживая поршень снизу, лёгкими ударами деревянной ручки молотка по шатуну или болтам извлеките поршень из отверстия цилиндра.
Укладывайте все снятые детали так, чтобы была возможность установки этих деталей на то место, где они стояли до снятия. Это относится также к гайкам или вкладышам, даже если принято решение о замене вкладышей. По состоянию вкладышей можно определить некоторые неисправности двигателя. Укладывайте снятые детали только на чистую поверхность.
Проведите тщательный осмотр и необходимую дефектовку всех снятых деталей.
Соедините шатун с поршнем при помощи поршневого пальца и установите на поршень поршневые кольца. Некоторые советы по установке этих деталей даны в соответствующих статьях. Одновременно соберите все шатунно-поршневые группы двигателя.
Ещё раз проверьте, что замки поршневых колец установлены в соответствии с указаниями в Руководстве, а в случае отсутствия таких указаний установите замки соответствии с рекомендациями, данными в главе «Установка поршневых колец».
Обильно смажьте поршень, поршневые кольца и стенки цилиндров чистым моторным маслом. Смажьте внутреннюю поверхность специального приспособления для сжатия поршневых колец
Установите на поршень специальное приспособление и сожмите кольца. Иногда необходимо слегка обстучать приспособление молотком с пластмассовым бойком.
Установите на болты крышки крепления шатуна защитные приспособления или наденьте на болты отрезки шлангов. Осторожно вставьте шатун в отверстие цилиндра. Шатун с поршнем допускается устанавливать только в одном направлении, обычно направление установки указывается специальной меткой на днище поршня. Опустите поршень в цилиндр, пока специальное приспособление не коснётся поверхности блока цилиндров. Прижмите приспособление к поверхности блока цилиндров и нанесите несколько очень лёгких ударов торцом деревянной ручки молотка по всей окружности верхней кромки приспособления. Прижимая приспособление к поверхности блока цилиндров, лёгкими равномерными ударами деревянной ручки молотка, переместите поршень в отверстие цилиндра.
Выровняйте шатун относительно шейки коленчатого вала. Тщательно протрите поверхность шатуна, на которую устанавливается вкладыш подшипника. Убедитесь в идеальной чистоте этой поверхности. Осторожно установите в шатун ранее подобранный для этого цилиндра верхний вкладыш шатунного подшипника. Верхний вкладыш может отличаться от нижнего отсутствием канавки для масла. Верхний или нижний вкладыш определяется для нормального положения двигателя, поскольку при установке подсоединении шатуна на снятом двигателе двигатель, чаще всего находится в перевёрнутом состоянии, верхний вкладыш будет расположен внизу.
Если повторно устанавливаются снятые при разборке вкладыши, их необходимо установить на то место, в котором они находились до снятия. Не наносите масло на постель подшипника или на наружную поверхность вкладыша. Совместите, если имеется, фиксирующий усик вкладыша с соответствующей выемкой в шатуне.
Тщательно протрите внутреннюю поверхность крышки шатуна и наружную поверхность нижнего вкладыша. Не нанося масла на вкладыш и крышку, установите нижний вкладыш в крышку шатуна. Совместите усик крышки с пазом. Нанесите обильный слой чистого моторного масла на шатунную шейку коленчатого вала и на внутренние поверхности обоих вкладышей. Некоторые производители не рекомендуют наносить масло пальцем, а предлагают пользоваться для этого только специальной маслёнкой.
Ещё раз убедитесь, что устанавливаете крышку шатуна именно этого цилиндра и устанавливаете её в правильном направлении. Установите крышку с установленным вкладышем на болты. Прижимая крышку к шатуну, закрутите гайки от руки. Затягивайте гайки в строгом соответствии с указаниями руководства. При этом обязательно используйте динамометрический ключ, и если необходимо специальный транспортир для доворота гайки на установленный угол.
В такой же последовательности установите шатунно-поршневые группы остальных цилиндров. После выполнения этой работы обязательно убедитесь в лёгкости вращения коленчатого вала.
autology.jimdo.com
Шатун поршня двигателя (Часть1). - Автомастер
Шатун поршня двигателя (Часть1).
ПодробностиШатун поршня в двигателе внутреннего сгорания играет очень важную роль, он является соединяющим звеном цепочки: поршень - коленчатый вал. Он преобразует вращение коленвала в поступательные движения поршня. При работе двигателя шатун испытывает на себе переменные циклические нагрузки, поэтому одной из важных характеристик отвечающих за его ресурс, является усталостная прочность.
Усталостная прочность шатуна достигается изготовлением его из правильно подобранного материала, удачной конструкции и соблюдении всех технологий.
Для изготовления шатунов применяют стали с содержанием углерода 0,3 - 0,45%:
- марганцовистые;
- хромистые;
- хромоникелевые;
- хромомолибденовые.
Шатун состоит из стержня, нижней и верхней головки по краям. Через поршневой палец на верхней головке крепится поршень, на нижней, которая является разъемной - коленчатый вал.

Заготовки шатунов получают штамповкой в несколько этапов с промежуточной термообработкой. Это дает высокую вязкость и пластичность при невысокой твердости.
При проектировании двигателя, в шатун закладывается высокая прочность его конструкции путем снятия или максимального уменьшения напряжений в опасных местах.
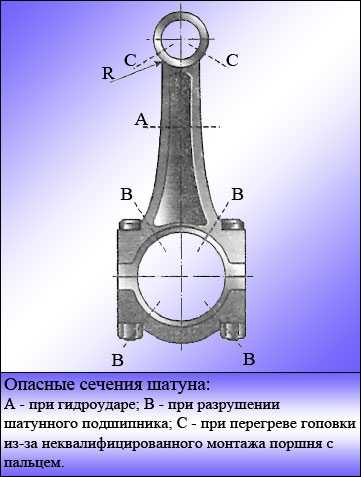
Для придания прочности конструкции должны быть выполнены следующие условия:
- Переход между верхней головкой и стержнем должен быть максимально широким, в идеальном случае он должен равняться радиусу верхней головки.
- Стержень должен расширяться к нижней головке.
- Середина крышки нижней головки должна иметь большое сечение.
- Площадки под болты и гайки нижней головки не должны ослаблять конструкцию.
Для надежной работы шатуна, должен обладать высокой прочностью не только сам шатун, но и болты, соединяющие две половинки его нижней головки. Так как болты, как и сам шатун подвержены цикличным нагрузкам. Для придания прочности их изготавливают из стали с низким содержанием углерода 0.3%. Резьба на болтах не нарезается, а накатывается, так как катаная резьба прочнее нарезной на 20-30%. Шаг резьбы на болтах: чаще всего М8х1, М9х1 и М10х1, реже применяется М10х1.25, еще реже М8х0.75.
Для центрирования крышек применяются разные варианты.
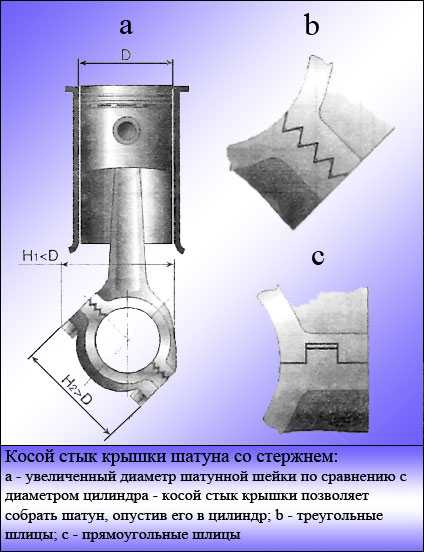
На большинстве двигателей применяются шатуны с плоским стыком крышки, так как его нижняя часть беспрепятственно проходит сквозь цилиндр (при установке на двигатель поршня и шатуна в сборе). Но встречаются двигатели, где это сделать проблематично, например, на некоторых дизельных двигателях, где шатун из-за больших нагрузок на него выполнен массивнее. При плоском стыке нижняя головка может не пройти в цилиндр, поэтому на таких двигателях делают косой стык по треугольным или прямоугольным шлицам.
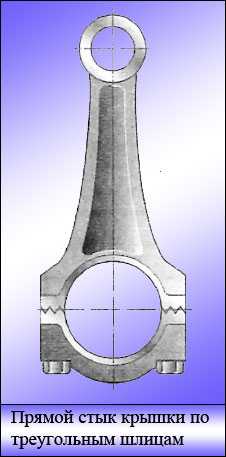
Из-за облегчения центрирования нижней крышки по отверстиям на последних двигателях VOLVO, а также ALFA ROMEO применена конструкция с треугольными шлицами на прямом стыке. У них есть один минус, при разрушении шатунного вкладыша, такие шатуны гораздо сложнее в ремонте.
На некоторых последних двигателях именитых марок BMW и FORD применяются “колотые” шатуны. У таких шатунов стыком разъема крышки является хрупкий излом. Огромным преимуществом такой конструкции шатунов является высокая точность отверстия нижней головки, она составляет порядка 0.001-0.002 мм. Но при этом они обладают большим минусом, они практически не ремонтопригодны.

Шатун является довольно точной деталью. Основной параметр закладывается в параллельности осей верхней и нижней головки. Здесь его точность должна лежать в пределах 0.02 - 0.03 мм на расстоянии 100 мм. В одном двигателе шатуны могут отличаться по массе не более чем на 1% от массы шатуна.
Для уравновешенности всей кривошипно-шатунной системы необходимо провести развесовку шатунов и поршней. Так вот, когда речь идет о развесовке шатунов, то их вес учитывается по отдельности. Для уравновешенности коленчатого вала учитывается вес только нижней головке шатуна, так как именно она совершает вращательное движение и должна быть уравновешенна противовесом коленчатого вала.
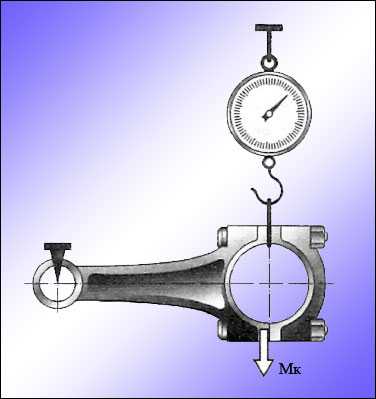
Масса нижней его части может быть определена путем ее взвешивания, когда верхняя головка находится на шарнирной опоре.
Масса верхней его части определяется аналогично, только в этом случае на весах взвешивается его передняя часть, а задняя часть находится на шарнирной опоре.
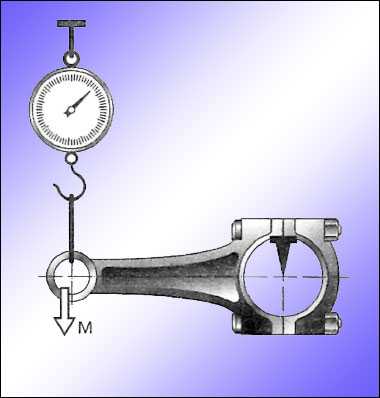
В сумме оба веса должны дать общую массу шатуна.
В следующей части статьи шатун поршня двигателя мы поговорим о верхней головке шатуна.
avto-master.info
Поршни и шатуны
Поршни и шатуны
Снятие и установка
Детали поршня
| 1 - поршневой палец 2 - поршень 3 - поршневые кольца 4 - шатунный болт 5 - шатун 6 - вкладыши шатунного подшипника 7 - крышка шатунного подшипника 8 - гайка шатунного подшипника |
Детали поршня показаны на иллюстрации выше. Для снятия поршней двигатель должен быть демонтирован и головка цилиндров снята. Поддон картера также должен быть снят, чтобы добраться до шатунных подшипников. Ознакомьтесь с относящимися к этому разделами.
Поршни и шатуны выталкиваются рукояткой молотка с внутренней стороны блока цилиндров, после того как будут сняты крышки и вкладыши шатунных подшипников. Перед выполнением этих работ следует ознакомиться с нижеследующими указаниями относительно обозначения и направления установки:
Каждый поршень и соответствующий шатун следует обозначить номером цилиндра, с которого они снимаются. Это лучше всего сделать написав на днище поршня номер цилиндра. Также нанести на поршень стрелку указывающую на переднюю сторону двигателя. Когда поршень позднее будет очищаться от масляного нагара, стрелку следует нанести еще раз.
При снятии поршня с шатуном соблюдайте точное установочное положение крышки шатунного подшипника и сразу после снятия проверьте шатун и крышку подшипника на наличие номера цилиндра на одной стороне.
Днища поршней имеют засечку на кромке (инжекторный двигатель) или стрелку (карбюраторный двигатель), которая должна быть обращена вперед. Шатуны имеют маслораспылительные отверстия. При установленных деталях масляные отверстия, обозначения шатунных подшипников и направление "вперед" должны находиться в показанном на иллюстрации ниже положении. На иллюстрации изображены детали инжекторного двигателя. На карбюраторном двигателе наоборот, т. е. номер шатуна и крышки находится на той же стороне, что и маслораспылительное отверстие.
Правильно собранный поршень и шатун инжекторного двигателя. У карбюраторного двигателя метки (4) и маслораспылительное отверстие (2) должны лежать на одной стороне
| 1 - перед 2 - маслораспылительное отверстие 3 - размер поршня 4 - номер цилиндра |
|
Проверка поршней и шатунов
|
Измерение люфта шатунных подшипников
Эта работа описывается в Разделе Коленвал и подшипники коленвала в связи с коленчатым валом. Она производится с помощью полимерного волоска "Plastigage" или можно измерить внутренний диаметр шатунного подшипника и внешней диаметр шейки коленвала.
Сборка поршней и шатунов
Нагрейте проушину шатуна до температуры 60 - 70˚С (опустите в горячую воду). Подготовьте подходящий стержень, который вставляется во внутреннюю часть поршневого пальца.
Хорошо смажьте поршневой палец и отверстие проушины шатуна.
Вставьте стопорное кольцо поршневого пальца с одной стороны в поршень. Проверьте, чтобы оно хорошо село в паз.
Запрессуйте палец подходящей оправкой в нагретый шатун.
При сборке должны соблюдаться следующие указания:
- Стрелка на днище поршня (или нарисованная, или на новых поршнях выбитая - см. иллюстрацию) должна указывать на переднюю часть двигателя.
- Обозначения номеров цилиндров на шатунах и крышках подшипников должны совпадать (иллюстрация). Учитывайте разницу между инжекторным и карбюраторным двигателем.
|
Сборка поршней и шатунов
|
carmanz.com
Что такое шатун и как он работает?
 Шатуном называют составляющий элемент кривошипно-шатунного механизма, который соединяет поршень и коленчатый вал. Зачем же нужен шатун? Он предназначается для передачи крутящего момента к колёсам транспортного средства и преобразования этого крутящего момента во вращательные движения.
Шатуном называют составляющий элемент кривошипно-шатунного механизма, который соединяет поршень и коленчатый вал. Зачем же нужен шатун? Он предназначается для передачи крутящего момента к колёсам транспортного средства и преобразования этого крутящего момента во вращательные движения.
Начало истории шатунов относится к третьему столетию нашей эры. Тогда на лесопилках Римской империи были применены подобные механизмы в конструкции привода пил. В двенадцатом столетии нашей эры учёный Аль-Джазари описал машину для подъёма воды, которая включала в себя шатуны и коленчатый вал. Это был такой себе предок современного кривошипно-шатунного механизма. А повсеместное использование кривошипно-шатунных механизмов в разнообразных машинах началось в 16 столетии нашей эры и не закончилось по сей день.
1. Конструкция шатуна.
 Шатун автомобильного двигателя соединяет поршень двигателя и коленчатый вал. Его предназначение состоит в том, чтобы передавать во время работы усилие от вала на поршень и в обратном направлении. Во время рабочего процесса шатун совершает очень сложные движения. Верхняя головка вместе с поршнем делает возвратно-поступательные движения, а нижняя головка – круговые. При этих движениях на шатун действуют высокие нагрузки, так что его конструкция должна выдерживать высокие нагрузки. Конструкция шатуна предусматривает такие составляющие:
Шатун автомобильного двигателя соединяет поршень двигателя и коленчатый вал. Его предназначение состоит в том, чтобы передавать во время работы усилие от вала на поршень и в обратном направлении. Во время рабочего процесса шатун совершает очень сложные движения. Верхняя головка вместе с поршнем делает возвратно-поступательные движения, а нижняя головка – круговые. При этих движениях на шатун действуют высокие нагрузки, так что его конструкция должна выдерживать высокие нагрузки. Конструкция шатуна предусматривает такие составляющие:
1. Верхняя головка шатуна (поршневая головка).
2. Нижняя головка шатуна (кривошипная).
3. Силовой стержень, соединяющий головки шатуна.
Верхняя головка шатуна соединяется с поршнем при помощи поршневого пальца (из-за этого её и называют поршневой головкой). Она имеет цельную неразборную конструкцию, которая определяется способом крепления поршневого пальца. Если поршневой палец фиксированный, значит в головке шатуна будет цилиндрическое отверстие, изготовленное с высокой степенью точности для обеспечения необходимого уровня натяга во время соединения с пальцем. Натяг значит, что диаметр поршневого пальца будет больше, чем диаметр отверстия в шатунной головке. Если поршневой палец плавающий, то в верхнюю головку впрессовываются специальные втулки из бронзы или биметаллические.
Но бывают двигатели с плавающим пальцем, в которых отсутствуют втулки и поршневой палец попросту вращается в отверстии шатунной головки благодаря зазору. В таком случае, обязательно используется смазка, которая подаётся к поршневому пальцу. Так как на верхнюю шатунную головку приходиться очень большая нагрузка, она изготавливается в виде трапеции, дабы увеличить опорную поверхность во время работы поршня.
 Нижняя головка шатуна конструктивно соединяется с шатунными шейками коленчатого вала. Эта головка разборная и состоит из верхней части и крышки нижней головки. Верхняя часть – это одно целое с шатуном. Она растачивается на заводе производителя с установленной крышкой, так что каждая крышка может использоваться исключительно со своим подогнанным шатуном. Во время ремонта обязательно стоит это учитывать и никогда не менять крышку. Крышка соединяется с шатуном при помощи специальных шатунных болтов, которые определяют положение шатунной крышки относительно всего шатуна.
Нижняя головка шатуна конструктивно соединяется с шатунными шейками коленчатого вала. Эта головка разборная и состоит из верхней части и крышки нижней головки. Верхняя часть – это одно целое с шатуном. Она растачивается на заводе производителя с установленной крышкой, так что каждая крышка может использоваться исключительно со своим подогнанным шатуном. Во время ремонта обязательно стоит это учитывать и никогда не менять крышку. Крышка соединяется с шатуном при помощи специальных шатунных болтов, которые определяют положение шатунной крышки относительно всего шатуна.
В нижней шатунной головке также имеются вкладыши подшипников скольжения, которые конструктивно напоминают корневые подшипники коленчатого вала. Эти подшипники изготавливают из стальной ленты, внутренняя поверхность которой покрыта антифрикционным сплавом. Этот сплав очень износостойкий, но только при наличии необходимого количества смазочного материала.
2. Стержень шатуна.
У большинства производителей автомобилей, ориентированных на массовый рынок, стержень шатуна расширяется к его нижней головке и имеет двутавровую форму. У дизельных двигателей шатуны более массивны и прочны, чем у бензиновых двигателей.
Некоторые двигатели оснащаются шатунами и других форм, к примеру, в спортивных авто, в которых имеются алюминиевые шатуны. Обычно, стержень шатуна имеет внутренний просверленный канал для подачи масла в верхнюю головку. Иногда, этот канал также ведёт и к нижней головке, откуда масло разбрызгивается в полости цилиндра и поршня.
Все шатуны двигателя должны иметь одинаковый вес, чтобы вибрации от двигателя были минимальными. Кроме того, совпадать должен не только вес всего шатуна, но и вес верхних головок и нижних головок. Для достижения одинакового веса используют очень точные весы, а потом подгоняют вес по самому лёгкому шатуну, аккуратно снимая часть металла с бобышек (металлические наплывы на поверхности шатунов) на головках и на стержне шатуна.
3. Материалы, из которых изготавливаются шатуны.
В целях уменьшения вибраций и повышения мощности двигателя инженеры пытаются сделать шатуны и все остальные детали кривошипно-шатунного механизма максимально лёгкими. Но облегчение конструкции провоцирует снижение прочности детали. А ведь шатун работает под высокой нагрузкой и требует соответствующего заряда прочности. Помимо этого, в массовом производстве немалое значение имеет и себестоимость материалов для изготовления шатунов. Так что при подборе материалов для шатунов производители идут на компромисс между этими двумя аспектами.
Из чего делают шатун?
 В целях экономии ресурсов и снижения себестоимости готовой продукции, двигательные шатуны в массовом производстве изготавливаются из специального чугуна методом литья. Такой подход вполне приемлем для бензиновых двигателей серийного выпуска, так как обеспечивает почти идеальный компромисс между стоимостью и прочностью.
В целях экономии ресурсов и снижения себестоимости готовой продукции, двигательные шатуны в массовом производстве изготавливаются из специального чугуна методом литья. Такой подход вполне приемлем для бензиновых двигателей серийного выпуска, так как обеспечивает почти идеальный компромисс между стоимостью и прочностью.
Что касается дизельных двигателей, то их детали, в том числе и шатуны, находятся под значительно большей нагрузкой, нежели детали бензиновых двигателей. Поэтому аналогичный подход здесь неуместен. Шатуны для таких двигателей производят методом горячей ковки или горячей штамповки. А в качестве материала используют специальную легированную сталь. Кованный шатун намного прочнее литого шатуна, но и более дорогой в производстве.
Как отличить литой шатун от кованного? Это делается по боковому шву. У кованного шатуна этот шов широкий, а у литого – очень узкий. Одним из современных способов изготовления шатунов является использование порошковых материалов, из которых методом спекания производят шатуны. Подобный способ производства обеспечивает намного более высокую прочность.
Если рассматривать элитные и спортивные автомобили, в производстве которых стоимость материалов уходит на второй план, то в них часто используют титановые и алюминиевые сплавы. Это помогает заметно снизить вес всей конструкции, и повысить обороты двигателя. Шатуны из титана и алюминия весят на 50% меньше, чем шатуны из стали и чугуна.
 Большое значение имеет то, какой материал используется для производства болтов крепления крышки от шатунной головки. Для этого используют высоколегированную сталь с высоким пределом текучести (в 2-3 раза больше, чем в углеродистой стали).
Большое значение имеет то, какой материал используется для производства болтов крепления крышки от шатунной головки. Для этого используют высоколегированную сталь с высоким пределом текучести (в 2-3 раза больше, чем в углеродистой стали).
4. Установка шатуна.
Во время работы шатуны часто деформируются, так как испытывают очень высокие нагрузки. Но вот при ремонте двигателя на них мало обращают внимания. И зря. Ведь деформированный шатун значительно ухудшает работу всего двигателя. Поэтому во время ремонта обязательно рекомендуем тщательно проверять и этот компонент тоже. Для диагностики шатуна его необходимо сначала снять, а потом придётся смонтировать обратно.
Как снять шатун?
Из автомобиля невозможно отдельно снять шатун. Это выполнимо только вместе со снятием поршня, шатунного пальца и поршневого кольца, то есть всей шатунно-поршневой группы механизмов. Шатунно-поршневую группу можно снять и без снятия всего двигателя. Это крайне выгодно, если нужно сэкономить время. Но всё-таки для большей надёжности лучше проводить подобный ремонт со снятием всего двигателя. Так вы проверите абсолютно все механизмы и, возможно, предупредите усугубление сложившейся ситуации, которая пока что незаметна.
Этапы снятия шатунно-поршневой группы:
1. Демонтировать масляный поддон двигателя и головку от блока цилиндров.
2. Найти метки, которые указывают цилиндр, где располагается тот или иной шатун и направление, в котором нужно устанавливать крышку шатуна. Если вы не нашли метки, то сделайте их самостоятельно (в большинстве случаев они есть, так что будьте бдительны).
 3. Постепенно открутить гайки или болты, которыми крепиться крышка от шатуна. Поворачивать нужно постепенно по четверти оборота каждый раз. Во время выкручивания болтов, на них стоит одеть защитные приспособления (подойдут и куски мягкого шланга с подходящим диаметром). Эти защитные приспособления уменьшат вероятность повреждения полированной поверхности всех деталей.
3. Постепенно открутить гайки или болты, которыми крепиться крышка от шатуна. Поворачивать нужно постепенно по четверти оборота каждый раз. Во время выкручивания болтов, на них стоит одеть защитные приспособления (подойдут и куски мягкого шланга с подходящим диаметром). Эти защитные приспособления уменьшат вероятность повреждения полированной поверхности всех деталей.
4. Демонтировать крышку шатуна и при этом не допустить выпадения из неё вкладыша.
5. Поставить коленвал таким образом, чтобы продольная ось цилиндра совпала с осью шатунной шейки
6. Аккуратно извлечь сам поршень, придерживая его снизу и ударяя легонько деревянным молотком по болтам или по шатуну.
7. Все детали укладывать поочерёдно в последовательности их снятия на чистую поверхность. Чтобы не забыть, можно даже записать или подписать детали.
Установка шатуна вместе с установкой всей шатунно-поршневой группы производиться следующим образом:
1. Перед установкой обязательно проверить все составляющий на предмет дефектов и, при необходимости, устранить эти дефекты.
2. С помощью поршневого пальца соединить поршень с шатуном.
3. Смонтировать поршневые кольца на поршень и проверить установку всех их замков согласно правилам.
4. Стенки цилиндра, поршень и поршневые кольца смазать чистым специальным моторным маслом.
5. Провести сжатие поршневых колец с помощью спецприспособления, которое предварительно следует смазать моторным маслом. Может понадобиться постучать по приспособлению молоточком.
6. Смонтировать шатун в отверстие цилиндра. Делать это можно только в одном направлении с направлением поршня, которое указывается специальной меткой на дне поршня.
7. Шатун выровнять относительно шейки коленвала.
 8. Поверхность шатуна, куда устанавливается вкладыш подшипника, тщательно протереть. Потом установить в шатун нужный вкладыш подшипника. Обязательно убедитесь, что устанавливаете именно тот подшипник, который там раньше и стоял. Это важно, так как детали вместе уже притёрлись, и установка не той детали может повлиять на качество работы всего механизма.
8. Поверхность шатуна, куда устанавливается вкладыш подшипника, тщательно протереть. Потом установить в шатун нужный вкладыш подшипника. Обязательно убедитесь, что устанавливаете именно тот подшипник, который там раньше и стоял. Это важно, так как детали вместе уже притёрлись, и установка не той детали может повлиять на качество работы всего механизма.
9. На болты крепления шатунной крышки одеть защитные приспособления (куски шлангов) и прикрутить эту крышку к шатуну. Сначала закрутить болты руками, а потом – строго следуя руководству по эксплуатации транспортного средства. Для этого используют динамометрический ключ и специальный транспортир.
Подобная процедура установки проводится со всеми имеющимися в двигателе транспортного средства шатунами.
Подписывайтесь на наши ленты в Facebook, Вконтакте и Instagram: все самые интересные автомобильные события в одном месте.
Была ли эта статья полезна?Да Нет
auto.today
Поршневая группа и шатуны
Строительные машины и оборудование, справочник
Категория:
Техническое обслуживание автомобилей
Поршневая группа и шатуныПоршень. При такте рабочего хода поршень воспринимает давление газов и передает его через шатун на коленчатый вал. Поршень состоит из трехосновных частей: днища, уплотняющей части с проточенными в ней канавками для поршневых колец и юбки, поверхность которой соприкасается с зеркалом цилиндра. Днище поршня вместе с внутренней поверхностью головки цилиндра, образующее камеру сгорания, непосредственно воспринимает давление газов: оно может быть плоским (двигатели ЗИЛ-130, ГАЗ-53-11), выпуклым (двигатель автомобидя «Москвич-2140») и фасонным (дизели ЯМЗ, КамАЗ).
Наибольшее распространение в карбюраторных двигателях получили плоские днища, отличающиеся относительной простотой изготовления. Днище и уплотняющая часть составляют головку поршня, на которой располагаются компрессионные и маслосъемные кольца. Число колец зависит от типа двигателя и частоты вращения коленчатого вала. Зазор между головкой поршня и стенкОй цилиндра находится в пределах 0,4—0,6 мм.
Юбка поршня, имеющая форму конуса овального сечения, является направляющей при его движении в цилиндре. С внутренней стороны она имеет охлаждающие ребра и приливы — бобышки с отверстиями для поршневого пальца. На юбке поршня ряда двигателей с одной стороны сделаны Т- или П-об-разные тепловые прорези, предупреждающие заклинивание поршня при нагревании.
Для свободного перемещения поршня необходим и зазор между его юбкой и зеркалом цилиндра, который при их нормальном тепловом состоянии (80—95 °С) для различных моделей двигателей равен 0,04— 0,08 мм.
Для предотвращения задиров поршня при нагреве на его поверхности около торцов поршневого пальца делают местные углубления — холодильники, которые также способствуют отводу тепла от поршня и улучшают условия его смазывания.
Рис. 1. Поршни:а — карбюраторных двигателей; б — дизелей КамАЗ; в — дизелей ЯМЗ
В дизелях с непосредственным впрыском (дизели КамАЗ-740, ЯМЭ-238) в днище поршня располагается камера сгорания, а юбка поршня имеет также форму конуса овального сечения, но без прорезей, что придает ей необходимую прочность. Кроме того, в нижней части юбки поршня отдельных двигателей (КамАЗ-740, ВАЗ-2108) имеются боковые выемки для прохода противовесов коленчатого вала.
Чтобы уменьшить силы инерции возвратно-поступательно движущихся масс, поршни, как правило, изготовляют из легких кремнистых алюминиевых сплавов для уменьшения их массы. Для двигателя подбирают поршни, масса которых не отличается более чем на 2—8 г.
На днище поршня действуют высокие температуры, поэтому для повышения износостойкости первой канавки поршня под верхнее поршневое кольцо устанавливают чугунную кольцевую вставку (у двигателей ЗИЛ-130, КамАЗ-740 и др.).
При переходе поршня через в.м.т. он смещается в боковом направлении от одной стенки цилиндра к другой, что сопровождается стуками. Для их устранения на двигателях автомобилей ЗИЛ-130, ГАЗ-53-12, «Москвич-2140» и др. ось отверстия под поршневой палец смещают на 1,6 мм от диаметральной плоскости поршня в правую сторону двигателя (по ходу движения автомобиля)
Поршни в цилиндры следует устанавливать так, чтобы боковое давление во время рабочего хода испытывала та часть поршня, где нет тепловых прорезей. С этой целью на днище поршня делают метку или стрелку, которая при установке поршня в цилиндр, должна быть обращена к передней части двигателя.
Поршневые кольца. Основная функция поршневых колец — уплотнение камеры сгорания и обеспечение герметичности соединения деталей поршень — цилиндр — канавки. Кроме того, при сгорании рабочей смеси значительное количество тепла поглощается поршнем и отводится от него поршневыми кольцами.
Конструктивно поршневое кольцо представляет собой плоскую разрезную пружину с зазором, который называется замком. Замок позволяет устанавливать кольца на поршень и обеспечивает свободное расширение их при нагревании в процессе работы двигателя. Поршневые кольца делятся на компрессионные и маслосъемные.
Компрессионные кольца подбирают с определенным зазбром (0,02—0,07 мм) по высоте к канавке поршня. При установке поршня в цилиндр кольца сжимаются до небольшого зазора в замке и плотно прилегают к поверхности цилиндра, что предотвращает прорыв газов в картер двигателя и попадание масла со стенок цилиндра в камеру сгорания.
Маслосъемное кольцо снимает излишки масла со стенок цилиндра и отводит его в поддон картера.
Поршневые кольца изготовляют из легированного чугуна, а для двигателей с большими динамическими нагрузками — из специальной стали.
Поверхность верхнего компрессионного кольца для повышения износостойкости подвергают пористому хромированию, а остальные кольца для ускорения приработки покрывают тонким слоем олова или молибдена.
Чугунное маслосъемное кольцо отличается от компрессионного прорезями для прохода масла. В канавке поршня под маслосъемное кольцо сверлят один или два ряда отверстий для отвода масла внутрь поршня. На многих двигателях применяют стальные составные масло-съемные кольца. Например, в двигателе ЗИЛ-130 на каждый поршень устанавливают три компрессионных кольца и одно составное маслосъемное. Составное маслосъемное кольцо разборное, оно состоит из двух стальных кольцевых дисков и двух расширителей: осевого и радиального.
Компрессионные кольца в канавках поршня и в чугунной вставке располагают так, чтобы выточки на внутренних цилиндрических поверхностях колец были обращены вверх, в сторону днища поршня. Наружная поверхность нижнего компрессионного кольца имеет небольшую конусность, большее основание которого обращено вниз, что способствует лучшему уплотнению соединения поршень — цилиндр.
У большинства двигателей зазор в замках двух верхних компрессионных колец и чугунного маслосъем-ного составляет 0,25—0,60 мм, в нижнем компрессионном кольце — 0,15— 0,40 мм, а в замке кольцевых дисков составного маслосъемного кольца — 0,8—1,4 мм.
При наличии чугунного масло-съемного кольца замки всех колец при установке их на поршень располагают по окружности под углом 90°. При установке стального составного маслосъемного кольца на равные угловые интервалы смещаются только замки компрессионных колец.
Поршневой палец. Для шарнирного соединения поршня с верхней головкой шатуна служит поршневой палец. Через пальцы передаются значительные усилия, поэтому их изготовляют из легированных или углеродистых сталей с последующей цементацией или закалкой ТВЧ (токами высокой частоты). Поршневой палец представляет собой толстостенную трубку с тщательно отшлифованной наружной поверхностью, проходящую через верхнюю головку шатуна и концами опирающуюся на бобышки поршня.
По способу соединения с шатуном и поршнем пальцы делятся на плавающие и закрепленные (обычно в головке шатуна). Наибольшее распространение получили плавающие поршневые пальцы, которые свободно поворачиваются в бобышках и во втулке, установленной в верхней головке шатуна. Осевое перемещение поршневого пальца ограничивается стопорными кольцами, расположенными в выточках бобышек поршня.
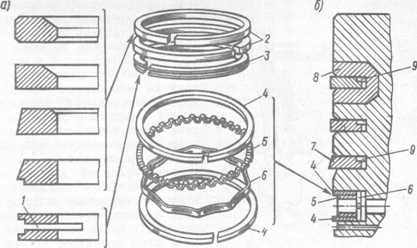
Рис. 2. Поршневые кольца: а—типы поршневых колец; б—расположение колец на поршне
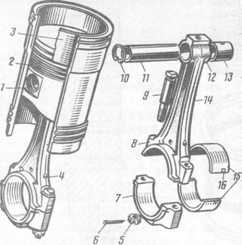
Рис. 3. Шатунно-поршневая группа
При работающем двигателе в бобышках поршня возможны стуки пальцев из-за различного коэффициента линейного расширения алюминиевого сплава и стали. Для устранения этого явления палец в бобышках устанавливают с натягом 0,01—0,02 мм, нагревая поршень до температуры 80—90 °С, что обеспечивает поддержание нормального теплового зазора (0,01—0,03 мм) в этом сопряжении на всех режимах работы двигателя.
Шатун. Он служит для соединения поршня с кривошипом коленчатого вала и обеспечивает при такте рабочего хода передачу усилия от давления газов на поршень к коленчатому валу, а при вспомогательных тактах (впуск, сжатие, выпуск), наоборот, от коленчатого вала к поршню. При работе двигателя шатун совершает сложное движение. Он движется возвратно-поступательно вдоль оси цилиндра и качается относительно оси поршневого пальца.
Шатун штампуют из легированной или углеродистой стали. Он состоит из стержня двутаврового сечения, верхней головки, нижней головки и крышки. В стержне шатуна при принудительном смазывании плавающего поршневого пальца (в основном у дизелей) сверлится сквозное отверстие — масляный канал.
Нижнюю головку, как правило, делают разъемной в плоскости, перпендикулярной к оси шатуна. В тех случаях, когда нижняя головка имеет значительные размеры и превышает диаметр цилиндра (у дизелей ЯМЗ), плоскость разъема головки делают под углом (косой срез), что позволяет уменьшить радиус окружности, описываемой нижней частью шатуна.
Крышка шатуна изготовляется из той же стали, что и шатун, и обрабатывается совместно с нижней головкой, поэтому перестановка крышки с одного шатуна на другой не допускается. На шатунах и крышках с этой целью делают метки. Чтобы обеспечить высокую точность при сборке нижней головки шатуна, его крышку фиксируют шлифованными поясками болтов, которые затягивают гайками и стопорят шплинтами или шайбами. В нижнюю головку устанавливают шатунный подшипник в виде тонкостенных стальных вкладышей, которые с внутренней стороны покрыты слоем антифрикционного сплава.
От осевого смещения и провертывания вкладыши удерживаются выступами (усиками), которые входят в канавки нижней головки шатуна и его крышки. В нижней головке шатуна и во вкладыше делается отверстие для периодического выбрызгивания масла на зеркало цилиндра или на распределительный вал (у двигателей ЗИЛ-130, ЗМЗ-53-11):
Для лучшей уравновешенности кривошипно-шатунного механизма разница в массе шатунов не должна превышать 6—8 г. В У-образных двигателях на каждой шатунной шейке коленчатого вала расположены два шатуна. В этих двигателях для правильной сборки шатунно-поршневой группы поршни и шатуны устанавливают строго по меткам.
На крышке и стержне шатуна дизеля КамАЗ-740 метки выбивают в виде трехзначных номеров. Кроме того, на крышке шатуна выбивают порядковый номер цилиндра. Так, у двигателя ЗИЛ-130 метка на днище поршня должна быть направлена к передней части двигателя. При этом метка на шатуне для левого ряда цилиндров должна быть направлена в одну сторону с меткой на поршне, а метка на шатуне для правого ряда цилиндров должна быть направлена в противоположную сторону относительно метки на поршне.
—
В поршневую группу входят поршни, поршневые кольца и поршневые пальцы. Поршень представляет собой металлический стакан, донышком обращенный вверх. Он воспринимает давление газов при рабочем ходе и передает его через поршневой палец и шатун на коленчатый вал. Отливают поршни из алюминиевого сплава.
Поршень имеет днище, уплотняющую и направляющую (юбка) части. Днище и уплотняющая часть составляют головку поршня.
Днище поршня вместе с головкой цилиндра образует камеру сгорания. В головке поршня проточены канавки для поршневых колец.
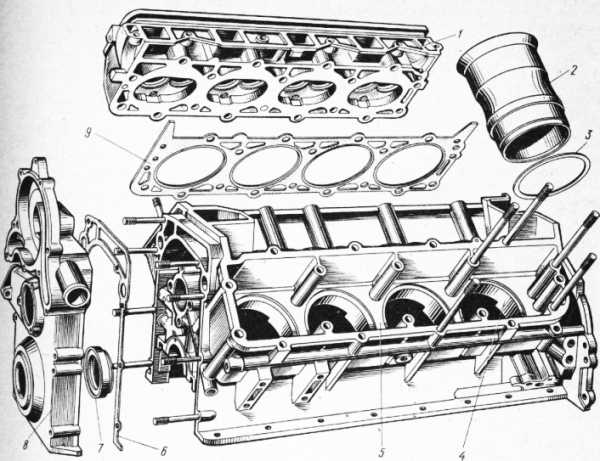
Рис. 4. Головка и блок цилиндров V-образного восьмицилиндрового двигателя 3M3-53: 1 — головка правого ряда цилиндров, 2 — гильза цилиндра, 3 — прокладка гильзы, 4 — направляющий поясок для гильзы, 5 — блок цилиндров, 6 — прокладка крышки распределительных шестерен, 7 — сальник переднего конца коленчатого вала, 8 — крышка распределительных шестерен, 9 — прокладка головки цилиндров
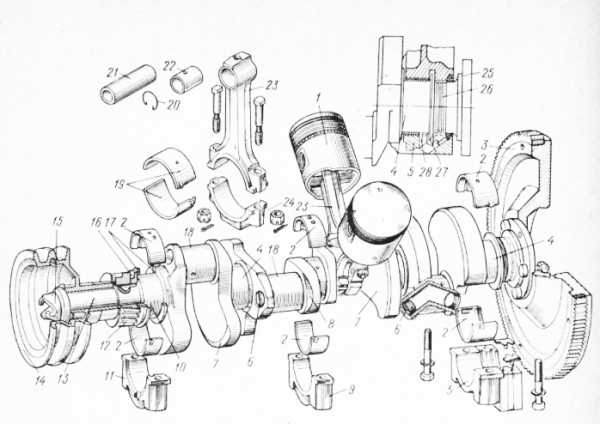
Рис. 5. Детали кривошипно-шатунного механизма двигателя ЗИЛ-130: 1 — поршень, 2 —вкладыши коренных подшипников коленчатого вала, 3 — маховик, 4— коренная шейка коленчатого вала, 5 — крышка заднего коренного подшипника, 6 — пробка, 7 — противовес, 8 — щека, 9 — крышка среднего коренного подшипника, 10 — передняя шейка копенчатого вала, 11 — крышка переднего коренного подшипника, 12—шестерня, 13 — носок коленчатого вала, 14 — шкив, 15—храповик, 16 — упорная шайба, 17 — биметаллические шайбы, 18 — шатунные шейки коленчатого вала, 19 — вкладыши шатунного подшипника, 20 — стопорное кольцо, 21 — поршневой палец, 22 — втулка верхней головки шатуна, 23 — шатун, 24 — крышка шатуна, 25 — сальник, 26 — маслоотгонная канавка, 27 — маслосбрасывающий гребень, 28 — дренажная канавка
Поршни двигателя ЯМЗ-740 изготовлены из высококремнистого алюминиевого сплава, имеют вставки из жаропрочного чугуна под верхнее компрессионное кольцо, в толстостенном днище поршня выполнена камера сгорания.
Уплотняющая часть поршня имеет диаметр, увеличивающийся книзу. Юбка поршня имеет две бобышки (приливы) с отверстиями для поршневого пальца. Каждая бобышка связана с днищем поршня двумя ребрами. Юбка поршня двигателя ЯМЗ-740 в нижней части имеет боковые выемки для прохода противовесов коленчатого вала при его вращении.
Юбка поршня обычно имеет прорези, которые предупреждают заедание поршня при нагреве и позволяют уменьшить зазор между гильзой цилиндра и поршнем. Заклинивание поршня исключают также приданием юбке овальной формы. Диаметр поршня в плоскости, перпендикулярной оси пальца, делают больше, чем в направлении оси поршневого пальца (у ЗИЛ-130 на 0,52 мм). При нагревании поршень расширяется сильнее в направлении оси поршневого пальца, где в бобышках сосредоточена наибольшая масса металла. Поэтому овальный поршень при нагреве получит цилиндрическую форму.
Отверстие под поршневой палец располагается не по оси симметрии поршня, а смещено на 1,5 мм (ЗМЗ-24, 3M3-53) вправо по ходу автомобиля. Этим уменьшается сила удара поршня о стенки гильзы при переходе его через в. м. т. в процессе сгорания — расширения газов.
Для улучшения приработки поршней к гильзам цилиндров и предохранения их от задиров юбку поршня покрывают тонким слоем олова или коллоидного графита (ЯМ3-740).
Поршневые кольца устанавливают в канавки, расположенные в головке поршня. Они подразделяются на компрессионные и маслосъемные. Компрессионные кольца уплотняют поршень в гильзе цилиндра и предотвращают прорыв газов через зазор между юбкой поршня и стенкой гильзы. Маслосъемные кольца, кроме того, снимают излишки масла со стенок гильз и не допускают попадания его в камеры сгорания.
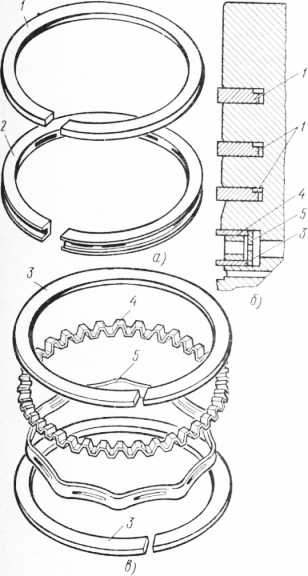
Рис. 6. Поршневые кольца двигателей: а — внешний вид, 6 — расположение колец на поршне (ЗИЛ-130), в — составное маслосъемное кольцо; 1 — компрессионное кольцо, 2 — маслосъемное кольцо, 3 — плоские стальные диски, 4 — осевой расширитель, 5 — радиальный расширитель
Поршневые кольца изготовляют из чугуна или стали. Для установки на поршень кольца имеют разрез, называемый замком. Маслосъемное кольцо отличается от компрессорных колец сквозными прорезями для прохода масла. В канавке поршня для маслосъемного кольца сверлят один или два ряда отверстий для отвода масла внутрь поршня.
В целях повышения износостойкости поверхность верхнего поршневого кольца подвергают пористому хромированию. Остальные кольца для ускорения приработки покрывают тонким слоем олова. Нижнее компрессионное кольцо двигателя ЯМЗ-740 покрыто молибденом.
На наружной и внутренней поверхностях компрессионных колец выполняют фаски или канавки.
Маслосъемное кольцо двигателей ЗМЗ и ЗИЛ состоит из двух стальных кольцевых дисков, осевого и радиального расширителей. Вследствие быстрой прирабатываемости и упругости стальные кольца хорошо прилегают к гильзе цилиндра.
Поршневой палец служит для соединения поршня с шатуном и представляет собой короткую трубку. Пальцы изготовляют из легированной цементованной стали или из углеродистой стали, Закаленной токами высокой частоты. Наиболее распространены «плавающие» пальцы, свободно поворачивающиеся во втулке верхней головки шатуна и в бобышках поршня. От осевого смещения поршневой палец предохраняется стопорными кольцами, вставляемыми в выточки обеих бобышек поршня.
Читать далее: Основные типы механизмов газораспределения
Категория: - Техническое обслуживание автомобилей
Главная → Справочник → Статьи → Форум
stroy-technics.ru
Шатунно-поршневая группа
Поиск ЛекцийШатунно-поршневая группа разбирается, тщательно очищается от нагара и отложений масла. Неясная или забитая маркировка деталей восстанавливается. Маркировка новых деталей производится согласно указанию завода-изготовителя. Обезличивание деталей шатунно-поршневой группы не допускается.
Поршни и кольца поршневые
Поршни разбираются, их детали очищаются и осматриваются.
Визуально определяется наличие трещин на головке поршня. Головка поршня заменяется при наличии трещин любого размера и расположения, а также сетки разгара.
Проверяется затяжка шпилек головки поршня. При ослаблении затяжки шпильки выворачиваются, очищается резьба на шпильках и в головке, заворачиваются шпильки вновь моментом 7…10 кгс·м. В случае срыва резьбы М16х1,5 в теле головки поршня, головка заменяется.
Тронк заменяется при наличии трещин или задиров любого размера и расположения, увеличении диаметра отверстия под палец более 95+0,05 мм, увеличении высоты канавок под кольца более 6+0,025 мм и 8,5+0,009 мм. При ослаблении или разрушении сливных трубок, устанавливаются новые с натягом 0,01…0,032 мм. Покрытие тронка поршня при износе на площади более 50% восстанавливается. Толщина восстановленного покрытия должна быть 0,025-0,04 мм.
Стакан тронка поршня заменяется при наличии трещин и глубоких задиров на цилиндрической посадочной поверхности. Вмятины, натиры и мелкие забоины на посадочной поверхности устраняются шабровкой или притиркой. Прилегание стакана к сфере головки шатуна должно быть не менее 80%. Пружина стакана заменяются при потере упругости. Высота пружины под нагрузкой 16,3±1,5 кг должна быть не менее 21 мм.
Кольца осматриваются и дефектируются. Заменяются при наличии сколов, задиров на рабочей поверхности, следов прорыва газов из-за неприлегания колец к зеркалу гильзы, зазора в замке более нормы, скола хрома на компрессионных и односкребковых масляных кольцах. Толщина хрома у компрессионных колец должна быть не менее 0,07 мм.
Зазор в замке в свободном состоянии измеряется по хорде штангенциркулем.
Зазор в замке в рабочем состоянии измеряется в калиброванной втулке Ш260+0,01 мм. Коробление колец должно быть в пределах не более 0,03 мм. Зазоры в замках поршневых колец в рабочем состоянии должны быть в компрессионном кольце 0,9-1,2 мм, в компрессионном "минутном" 0,8-1,1 мм, в маслосъемных кольцах 0,9 - 1,2 мм.
При сборке поршня проверяется прилегание по краске опорных поверхностей головки и тронка поршня, которые должны быть не менее 80%. Перед сборкой сопрягаемые поверхности головки и тронка смазываются эластомером ГЭН-150 (В) или другим с аналогичными свойствами, устанавливается новое уплотнительное кольцо. После окончания сборки качество постановки уплотнительного кольца проверяется "на керосин", течь не допускается.
Кольца устанавливаются в ручьи поршня специальными щипцами, должны свободно перемещаться в ручьях без защемления. После установки колец в ручьи проверяется зазор между ручьем и кольцом в 8…12 точках по периметру поршня. При увеличении зазоров более указанных в приложении 1 настоящего Руководства, головка поршня подлежит замене.
Пальцы поршневые и шатунные
Пальцы осматриваются и проверяются магнитным дефектоскопом. Пальцы заменяются при наличии: трещин; размеров, выходящих за предельно допускаемые; выкрашивания поверхностного слоя.
Втулки шатуна и палец заменяются при увеличении зазора (Приложение 1) между пальцем и втулкой шатуна, между пальцем и бобышкой поршня более нормы или при ослаблении посадки втулки в верхней головке шатуна, а также в проушине главного шатуна.
Отдельные риски и натиры разрешается полировать.
Шатуны, шатунные болты и гайки, вкладыши шатунных
Подшипников
Проводится ревизия шатунов, их подшипников, втулок, шатунных болтов, пальцев прицепных шатунов. Шатуны главные и прицепные, крышки нижних головок главных шатунов, пальцы проверяются магнитным дефектоскопом, при обнаружении трещин заменяются. Проверяются зазоры на масло, размер по стыку в свободном состоянии, натяг и непрямолинейность образующей по их затылку. Зазор "на масло" между втулкой и пальцем определяется как разность диаметров втулки и пальца. Непрямолинейность образующей проверяется лекальной линейкой, натяг - в специальном приспособлении.
Не допускаются к установке шатуны, имеющие наличие трещин в любой части; размеры, выходящие за пределы чертежа; цвета побежалости на их поверхностях; следы коррозии глубиной более 0,2 мм группового расположения общей площадью более 5 см2.
На внешней поверхности шатунов забоины, риски и царапины глубиной до 1 мм в количестве более 3 шт. на шатун, зачищаются и полируются с выполнением плавного перехода на неповрежденную поверхность. Зачищаются пятна контактной коррозии на поверхности шатуна под вкладыши и на зубчатом стыке с чистотой обработки 0,63.
При износе пальца прицепного шатуна свыше нормы заменяется втулка и палец. При замене новая втулка запрессовывается в головку шатуна с натягом 0,10-0,14 мм для верхней головки и 0,06-0,11 мм для прицепного сочленения, одновременно обеспечивается зазор между втулкой и пальцем. При запрессовке обеспечивается правильное положение прорези для прохода масла. При фрезеровке и обработке фасок втулок рабочая поверхность защищается от попадания инородных частиц на гальваническое покрытие.
Проверяется овальность отверстия нижней головки шатуна под шатунный вкладыш. При овальности более 0,02 мм разрешается устранять шлифовкой зубчиков крышки и последующей шлифовкой или шабровкой внутренней поверхности до чертежного размера, при этом прилегание стыковых поверхностей крышки и стержня должны быть не менее 75% поверхности. Нижняя головка шатуна обмеряется при затянутых шатунных болтах в соответствии с требованиями чертежа.
Разрешается отверстие под втулки и вкладыши шатунов восстанавливать хромированием. Толщина слоя хрома после окончательной обработки должна быть не более 0,15 мм.
При ослаблении посадки штифтов стопорения вкладышей, штифты заменяются. Допускается увеличение диаметра штифта в крышке до 17 мм, в стержне - до 12 мм, выступание штифтов над постелью - не более 3,5 мм, а утопание утолщенной части - не менее 0,5 мм.
Шатунные болты проверяются дефектоскопией. При наличии трещин, а также при увеличении длины более 1 мм, срыве ниток резьбы, крупных заусенцев болты заменяется комплектно с гайками. На дефектных болтах забивается зубилом резьба. Допускается смятие резьбы первых двух ниток болта. Смятые опорные поверхности болта и гайки зачищаются шабером с последующей проверкой прилегания к шатуну по щупу. Щуп 0,03 не должен проходить.
На шатуне должны устанавливаться болты одного диаметра.
Шатунные вкладыши дизелей осматриваются и проверяются. Вкладыши заменяются при наличии следующих дефектов: трещин или износа гальванического покрытия до бронзы на рабочей поверхности, выкрашивании и разрушения бронзы; наклепа на поверхности стыков и тыловой части в виде отдельных мелких пятен более 30% площади затылочной части; задиров на рабочей поверхности; зазора «на масло» между шейкой коленчатого вала и вкладышами более 0,35 мм; рисок на рабочей поверхности более двух, глубиной более 0,3 мм и шириной более 1 мм; натяга вкладыша менее 0,12 мм и размера по стыку в свободном состоянии менее 202,7 мм; непрямолинейности образующей затылка вкладыша, замеренной в плоскости перпендикулярной разъему свыше 0,04 мм; толщины вкладыша менее 5,91 мм.
Разрешается замена только нижнего или только верхнего вкладыша, при этом суммарный натяг 2-х половин вкладышей должен быть не менее 0,30 мм.
При установке нового вкладыша:
подбирается вкладыш по толщине с учетом обеспечения зазора между подшипником и валом 0,14...0,35 мм;
новый вкладыш маркируется номером главного шатуна;
проверяется отсутствие зависания вкладыша на штифтах, зависание не допускается;
проверяется прилегание по краске вкладышей к постелям нижней головки шатуна, должно быть не менее 75% поверхности. При плотном прилегании вкладышей к постелям величина возвышения их торцов относительно постели должна быть в пределах допуска;
проверяется натяг (превышение стыка) вкладыша в приспособлении полупостели с диаметром, равным Д = 202,0 + 0,006 мм, при условии равномерно распределенной нагрузки равной 5900 + 100 кгс на вкладыш;
проверяется зазор «на масло» между вкладышами и шейкой коленчатого вала, определяется зазор как разница замеров диаметра вкладышей, установленных в шатун и шейкой вала.
К установке на дизель не допускаются главные и прицепные шатуны, у которых втулки прицепного сочленения имеют: ослабление посадки в шатуне; наличие выкрашивания бронзовой заливки; увеличение зазора “на масло” между втулкой и пальцем более нормы.
poisk-ru.ru
Поршневая группа и шатуны
Поршень. При такте рабочего хода поршень воспринимает давление газов и передает его через шатуны на коленчатый вал. Поршень состоит из трех основных частей (рисунок 3.7): днища 5, уплотняющей части 6 с проточенными в ней канавками для поршневых колец 3, 4 и юбки 7, поверхность которой соприкасается с зеркалом цилиндра. Днище поршня с внутренней поверхностью головки цилиндра, образующее камеру сгорания, непосредственно воспринимает давление газов: оно может быть плоским, как на двигателе УМЗ-417, выпуклым или фасонным, как на КамАЗ-740.11 и ЯМЗ-238.
а – карбюраторных двигателей; б – дизелей КамАЗ; в – дизелей ЯМЗ
Рисунок 3.7 -. Поршни
Значительное влияние на процесс смесеобразования, как в карбюраторных, так и в дизельных двигателях, имеют формы камер сгорания. От того, как исполнена камера сгорания на двигателе, и зависит конструкция поршня (рисунок 3.7).
Поршни дизелей (рисунок 3.7, б, в) отлиты из алюминиевого сплава. В головках поршней выполнена камера сгорания, которая у КамАЗ-740.11 смещена относительно оси поршня в сторону от выточек под клапаны на 5 мм, а на ЯМЗ-238 расположена по центру. На цилиндрической головке поршня имеется три (на ЯМЗ-238 – четыре) канавки: верхние служат для установки в них компрессионных колец, а одна нижняя – для установки маслосъемного разборного кольца. В средней части поршень имеет две бобышки с отверстиями диаметром для поршневого пальца. Юбка поршня имеет форму конуса овального сечения, что придает ей необходимую прочность. Кроме того, в нижней части юбки поршня двигателя КамАЗ-740.11 имеются боковые выемки для проходов противовеса коленчатого вала.
Поршни двигателя УМЗ-417 (рисунок 3.7, а) отлиты из алюминиевого сплава и покрыты слоем олова толщиной 0,004-0,006 мм. На цилиндрической головке поршня имеется три канавки: две верхних служат для установки в них компрессионных колец 4, а нижняя – для установки маслосъемного разборного кольца 3. В средней части поршень имеет две бобышки 2 с отверстиями для поршневого пальца. Ось этих отверстий смещена на 1,5 мм в правую сторону (по ходу движения автомобиля) от средней плоскости поршня. Юбка поршня овальной формы Большая ось овала расположена в плоскости, перпендикулярной оси поршневого пальца. Овальность юбки (0,362±0,005) мм. Кроме того, юбка поршня выполнена бочкообразной, больший диаметр которой расположен ниже оси поршневого пальца на 12 мм. Вверху и внизу юбка поршня меньше номинального размера соответственно на 0,0245 и 0,0140 мм. Это сделано для лучшей приработки поршня к цилиндру и уменьшения стука поршня на непрогретом двигателе.
Чтобы уменьшить силы инерции возвратно-поступательно движущихся масс, поршни, как правило, изготовляют из легких кремнистых алюминиевых сплавов для уменьшения их массы. Для двигателя подбирают поршни, масса которых не отличается более чем на 2-8 г.
Поршневые кольца. Основная функция поршневых колец – уплотнение камеры сгорания и обеспечение герметичности соединения деталей поршень – цилиндр – канавки. Кроме того, при сгорании рабочей смеси значительное количество тепла поглощается поршнем и отводится от него поршневыми кольцами.
Конструктивно поршневое кольцо (рисунок 3.8) представляет собой плоскую разрезную пружину с зазором, который называется замком. Замок позволяет устанавливать кольца на поршень и обеспечивает свободное расширение их при нагревании в процессе работы двигателя. Поршневые кольца делятся на компрессионные и маслосъемные.
а – типы поршневых колец; б – расположение колец на поршне
Рисунок 3.8 - Поршневые кольца
Компрессионные кольца 2 (рисунок 3.8, а) подбирают таким образом, чтобы они свободно прокатывались по канавке поршня. При установке поршня в цилиндр кольца сжимаются до диаметра цилиндра и плотно прилегают к его поверхности, что предотвращает прорыв газов в картер двигателя и попадание масла со стенок цилиндра в камеру сгорания.
Маслосъемное кольцо 3 снимает излишки масла со стенок цилиндра и отводит его в смазочную ёмкость.
Поршневые кольца изготавливают из легированного чугуна. Поверхность верхнего компрессионного кольца для повышения износостойкости подвергают пористому хромированию, а остальные кольца для ускорения приработки покрывают тонким слоем олова или молибдена.
Чугунное маслосъемное кольцо 3 отличается от компрессионного прорезями 1 для прохода масла. В канавке поршня под маслосъемное кольцо сверлят один или два ряда отверстий для отвода масла внутрь поршня. На многих двигателях применяют стальные составные маслосъемные кольца.
На двигателях КамАЗ-740.11 установлены два компрессионных кольца и одно маслосъемное, а на ЯМЗ-238 – три компрессионных кольца и одно маслосъемное. Компрессионные кольца в своем сечении имеют трапециидальную форму. Верхнее кольцо покрыто хромом, нижние – молибденом (на ЯМЗ-238 - оловом). Маслосъемное кольцо коробчатого сечения с витым пружинным расширителем и хромированной рабочей поверхностью.
На двигателе УМЗ-417 устанавливают поршневые кольца: два компрессионных и одно маслосъемное. Компрессионные поршневые кольца изготавливают из серого чугуна по индивидуальным моделям. Наружная поверхность верхнего компрессионного кольца покрыта пористым хромом. Наружная поверхность нижнего компрессионного кольца луженая. На внутренней цилиндрической поверхности обоих компрессионных колец предусмотрена коническая фаска, за счет которой кольца после установки их в рабочее положение несколько вывертываются. Это улучшает и ускоряет их приработку к цилиндрам. Кольца необходимо устанавливать на поршень фасками вверх, в сторону днища.
Маслосъемное кольцо разборное, стальное, имеет два кольцевых диска, радиальный и осевой расширители. Два кольцевых диска снимают с зеркала цилиндра лишнее масло, которое через отверстия в поршне отводится в картер двигателя. Рабочая цилиндрическая поверхность стальных дисков покрывается твердым хромом. Замок колец прямой. После установки колец в цилиндр монтажный зазор в замке должен быть 0,3-0,5 мм. Замки всех колец при установке их на поршень располагают по окружности под углом 120°. При установке стального составного маслосъемного кольца на равные угловые интервалы смещаются только замки компрессионных колец.
Поршневой палец. Предназначен для шарнирного соединения поршня с верхней головкой шатуна. Через пальцы передаются значительные усилия, поэтому их изготавливают из легированных или углеродистых сталей с последующей цементацией или закалкой токами высокой частоты. Поршневой палец 10 (рисунок 3.9) представляет собой толстостенную трубку с тщательно отшлифованной наружной поверхностью, проходящую через верхнюю головку шатуна и концами опирающуюся на бобышки 2 поршня (рисунок 3.7). По способу соединения с шатуном наибольшее распространение получили плавающие поршневые пальцы, которые свободно поворачиваются в бобышках и во втулке, установленной в верхней головке шатуна. Осевое перемещение поршневого пальца ограничивается стопорными кольцами 9 (рисунок 3.9), расположенными в выточках бобышек поршня.
Шатун. Служит для соединения поршня с кривошипом коленчатого вала и обеспечивает при такте рабочего хода передачу усилия от давления газов на поршень к коленчатому валу, а при вспомогательных тактах – наоборот, от коленчатого вала к поршню.
Шатуны 3 двигателей УМЗ-417, ЯМЗ-238 и КамАЗ-740 двутаврового сечения, состоят из верхней головки, нижней головки и крышки 5. Нижняя головка шатуна снабжена сменными вкладышами 8, верхняя головка – запрессованной бронзовой втулкой 2.
Для смазки поршневого пальца в верхней головке шатуна имеется вырез, а во втулке – отверстие, совпадающее с вырезом в шатуне. В стержне шатуна при принудительном смазывании плавающего поршневого пальца (ЯМЗ-238) сверлится сквозное отверстие – масляный канал.
Нижнюю головку шатуна, как правило, делают разъемной в плоскости, перпендикулярной к оси шатуна. В тех случаях, когда нижняя головка имеет значительные размеры и превышает диаметр цилиндра (ЯМЗ-238), плоскость разъема головки выполнена под углом (косой срез), что позволяет монтировать шатун через цилиндр при ремонте за счет уменьшения радиуса окружности, описываемой нижней частью шатуна.
1 – поршень; 2 – втулка верхней головки шатуна; 3 – шатун; 4 – шатунный болт; 5 – крышка шатуна; 6 – гайки; 7 – метки спаренности; 8 – вкладыш нижней головки шатуна; 9 – стопорное кольцо; 10 – палец; 11 – маслосъемное кольцо; 12 – компрессионные кольца
Рисунок 3.9 - Шатунно-поршневая группа двигателя КамАЗ-740.11
Крышка шатуна изготавливается из той же стали, что и шатун, и обрабатывается совместно с нижней головкой, поэтому перестановка крышек с одного шатуна на другой не допускается. На шатунах и крышках с этой целью делаются метки 7. Чтобы обеспечить высокую точность при сборке нижней головки шатуна, его крышку 5 фиксируют шлифованными поясками болтов 4, которые затягивают гайками 6 и стопорят шплинтами или шайбами. В нижнюю головку устанавливают шатунный подшипник в виде тонкостенных стальных вкладышей 8, которые с внутренней стороны покрыты слоем антифрикционного сплава.
От осевого смещения и проворачивания вкладыши удерживаются выступами (усиками), которые входят в канавки нижней головки шатуна и его крышки.
Для лучшей уравновешенности кривошипно-шатунного механизма разница в массе шатунов не должна превышать 6-8 г. В V-образных двигателях на каждой шатунной шейке коленчатого вала расположены два шатуна. В этих двигателях для правильной сборки шатунно-поршневой группы поршни и шатуны устанавливают строго по меткам.
На крышке и стержне шатуна дизеля КамАЗ-740.11 метки выбивают в виде трехзначных номеров. Кроме того, на крышке и шатуне выбивают порядковый номер цилиндра.
У шатуна ЯМЗ-238 (рисунок 3.10) на крышке и шатуне со стороны короткого болта выбит порядковый номер цилиндра. На стыке со стороны длинного болта выбиты метки спаренности в виде двузначного числа, одинакового для шатуна и крышки, и риски, охватывающей шатун и крышку.
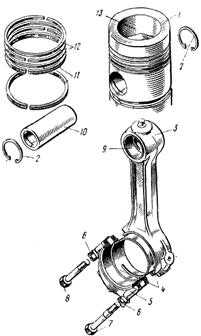
1 – поршень; 2 – стопорное кольцо; 3 – шатун; 4 – вкладыши; 5 – крышка шатуна; 6 – замковая шайба; 7 – длинный болт крышки шатуна; 8 – короткий болт; 9 – втулка; 10 – поршневой палец; 11 – маслосъемные кольца; 12 – компрессионные кольца; 13 – тороидальная камера сгорания
Рисунок 3.10 - Поршень с шатуном
В месте перехода нижних головок шатуна двигателя УМЗ-417 в стержни имеются отверстия. Через эти отверстия при совпадении их с масляными каналами в шейках коленчатого вала разбрызгивается масло для смазки стенок цилиндров и кулачков распределительного вала.
Похожие статьи:
poznayka.org