Как измерить зазор между цилиндром и поршнем
2. Порядок подбора деталей шатунно-поршневой группы при ремонте двигателя. Подбор и установка поршневых пальцев
ИЗМЕРЕНИЯ, ВЫПОЛНЯЕМЫЕ В ЦИЛИНДРО-ПОРШНЕВОЙ ГРУППЕ ПРИ ОЦЕНКЕ СОСТОЯНИЯ ДЕТАЛЕЙ.
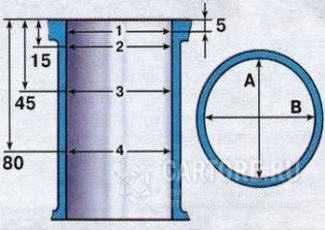
Визуальная проверка на отсутствие трещин. Блок проверяют на герметичность. Плоскость разъема блока цилиндров с головкой проверяется с помощью линейки и набора щупов; при этом допускается неплоскостность до 0,1 мм. Если превышает допустимую, поверхность обрабатывают на плоскошлифовальном станке, снимая слой материала, не превышающий 0,2 мм. При проверке цилиндров визуально проверяют состояние их зеркала. Наличие на зеркале выбоин и глубоких царапин не допускается. Степень износа цилиндра определяется изменением его геометрических параметров: овальностью, конусностью, бочкообразностью, а также общим износом. Для определения размеров элементов цилиндропоршневой группы измеряют диаметр цилиндра нутромером, перемещая его с небольшими качаниями и диаметр поршня микрометром. Измерение диаметра цилиндра производится на четырех поясах, первый из которых находится на расстоянии 5 мм от плоскости разъема блока цилиндров, а остальные три определяются индивидуально для каждого двигателя: средний пояс - на середине хода поршня, верхний и нижний - в пределах хода его верхнего и нижнего краев. Конусность и бочкообразность определяются по разности значений, полученных при измерениях диаметра цилиндра в трех рабочих поясах. Конусность не должна превышать 0,1 мм. Овальность цилиндра определяется по разности его диаметра в двух взаимно перпендикулярных измерениях на одном и том же поясе. В зависимости от модели двигателя она не должна превышать 0,04...0,07 мм. Зазор между поршнем и цилиндром измеряется для каждого цилиндра отдельно. Этот зазор определяется как разность между внутренним диаметром цилиндра и диаметром юбки поршня, измеренным на определенном расстоянии от днища поршня или от его нижнего края. Максимальный износ цилиндров - 0,08...0,25 мм (в зависимости от требований фирмы-изготовителя). Если измеренный зазор входит в допустимые пределы, цилиндры можно не растачивать; достаточно установить новые поршневые кольца. При зазоре, превышающем максимальное допустимое значение, необходима расточка цилиндров (гильз). Окончательный диаметр цилиндра под расточку определяется путем прибавления к измеренному диаметру монтажного зазора (0,03 мм) между поршнем и цилиндром. Кроме того, учитывают припуск 0,02...0,03 мм на хонингование. После хонингования выдерживается такой диаметр, чтобы при установке выбранного ремонтного поршня расчетный зазор (не путать с предельным!) между цилиндром и поршнем не превышал допустимого (0,025...0,070 мм). Если зазор между поршнем и цилиндром превышает допустимый, цилиндры растачивают под ближайший ремонтный размер. При растачивании цилиндров устанавливают крышки коренных подшипников с затяжкой их крепления сборочным моментом. За один проход станка снимают не более 0,05 мм материала. Для лучшего смазывания колец необходимо обработать поверхность цилиндра хонингованием. После хонингования 70...80 % рабочей площади поршневых колец соприкасается- с цилиндром, остальная площадь - углубления, обеспечивающие смазывание и приработку колец. Если при проверке зазора между поршнем и цилиндром оказалось, что он не выходит за допустимые пределы, но возникла необходимость замены поршневых колец из-за их износа, цилиндры не растачивают, а хонингуют. При хонинговании «ершиком» необходимо следить чтобы металлические частицы не попали в глаза и на руки.
Если некоторые детали шатунно-поршневой группы не повреждены и мало изношены, они могут быть использованы снова. Поэтому при разборке необходимо их пометить, чтобы в дальнейшем установить детали на прежние места. Поршневые пальцы должны сниматься только с помощью пресса. Применение молотка не допускается. Перед сборкой поршневой палец подбирается к поршню. Допустимым считается такой его износ, при котором палец не выпадает из поршня, если держать последний так, чтобы палец находился в вертикальном положении, а будучи смочен моторным маслом, входил в отверстие поршня при нажатии рукой. Если поршневой палец выпадает из поршня, его заменяют пальцем следующего размерного класса. Если в поршне был установлен палец последнего класса, то заменяют поршень вместе с пальцем. При сборке палец запрессовывают в головку шатуна с натягом, поэтому для облегчения этой операции шатун предварительно нагревают, выдержав его в печи при температуре 240...280 °С не менее 15 мин, а при отсутствии печи - в кипящем масле. В целях облегчения сборки рекомендуется также подогреть поршень в сосуде с водой до температуры 15...75 °С, а поршневой палец смазать моторным маслом. Запрессовывать палец в шатун желательно с помощью специального приспособления. После охлаждения поршневой палец дополнительно смазывают моторным маслом через отверстия в бобышках поршня. Поршень с шатуном должны быть собраны так, чтобы стрелка на днище поршня была направлена в сторону отверстия для выхода масла на нижней головке шатуна.
Подбор поршней к цилиндрам
При подборе поршня к цилиндру должен соблюдаться расчетный зазор. Он определяется измерением диаметра этих деталей и обеспечивается установкой поршней того же размерного класса, что и цилиндры. В запасные части могут поставляться поршни промежуточных классов по диаметру, например А, С или Е. Этих классов достаточно для подбора поршня к любому цилиндру, так как поршни и цилиндры разделены на классы с небольшим перекрытием размеров. Например, к цилиндрам классов В и D может подойти поршень класса С. Поршень того же класса может подойти и к изношенным цилиндрам классов А и В. Если гильзы цилиндров не требуют растачивания, а поршни и кольца устанавливаются новые, рекомендуется слегка увеличить шероховатость зеркала цилиндра наждачной бумагой мелкой зернистости или произвести хонингование, что улучшит прирабатываемость колец к цилиндрам. Увеличение шероховатости следует осуществлять в диагональном направлении, не допуская перемещений по вертикали. Поршни к обработанным под ремонтный размер цилиндрам желательно подбирать по усилию, необходимому для протягивания ленты-щупа, вставляемой в зазор между поршнем и гильзой цилиндра. Усилие протягивания ленты определенной толщины (примерно равной номинальному зазору между поршнем и цилиндром) шириной около 13 мм должно находиться в пределах 3,5...4,5 кгс. Ленту располагают в плоскости, перпендикулярной к оси поршневого пальца. Для обеспечения правильности подбора поршня к цилиндру поршень обязательно должен быть без поршневого пальца, который при холодном поршне искажает истинные размеры его юбки. При этом поршень устанавливают в цилиндр юбкой вверх, иначе при протягивании лента будет «закусываться» из-за конусности поршня.
studfiles.net
Поршни и шатуны.
Снимите головку блока цилиндров и масляный поддон.
Проверните коленчатый вал и установите поршни первого цилиндра в положение нижней мертвой точки (НМТ).
Если в верхней части цилиндра образовался буртик, то его необходимо снять разверткой или шабером, не повредив стенку цилиндра. Образование буртика указывает на усиленный износ цилиндра.
Отверните болты крепления шатунной крышки первого цилиндра. Снимите крышку и выньте нижний шатунный вкладыш. Если вкладыш будет устанавливаться снова, приклейте его клейкой лентой к снятой крышке.
Рукояткой молотка протолкните поршень в цилиндр и достаньте его через верхнюю часть блока цилиндров. Снимите верхний вкладыш шатунного подшипника и приклейте его клейкой лентой к снятому шатуну.
Поставьте крышку на шатун и закрепите болтами, чтобы сохранить прежний порядок сборки деталей.
Повторив указанные операции, снимите шатуны с поршнями в остальных цилиндрах.
Перед проверкой поршней с шатунами снимите с поршней поршневые кольца и тщательно очистите поршни.
Для снятия поршневых колец с поршней разожмите кольцо и вставьте под него равномерно по окружности два или три старых лезвия щупа и по ним сдвиньте кольцо с поршня. Будьте осторожны, не поцарапайте поршень концами кольца. Кольца очень хрупкие и могут треснуть, если их разжимать очень сильно. Обращайтесь осторожно с острыми рабочими кромками поршневых колец, чтобы не порезаться. Держите каждый набор колец вместе с поршнями для повторной установки их на свои места.
Очистите все следы нагара с верхней части поршня.
Удалите нагар из канавок под поршневые кольца, используя старое поршневое кольцо.
После удаления налета очистите поршень с шатуном соответствующим растворителем и вытрите насухо.
Тщательно осмотрите каждый поршень на наличие трещин вокруг юбки и отверстий под поршневой палец.
Проверьте износ на юбке поршня, отверстия в головке поршня, а также наличие прогара в верхней части поршня.
Следы точечной коррозии на поршне указывают, что в камеру сгорания попадала охлаждающая жидкость. Необходимо выяснить причину попадания жидкости в камеру сгорания и устранить ее.
Определите зазор поршня в цилиндре, равный половине разности диаметров цилиндра и поршня.
Проверьте каждый шатун на износ, наличие трещин и искажение формы.
Шатуны обычно не требуют замены, если не заклинило двигатель.
При установке надо выполнить следующее.
|
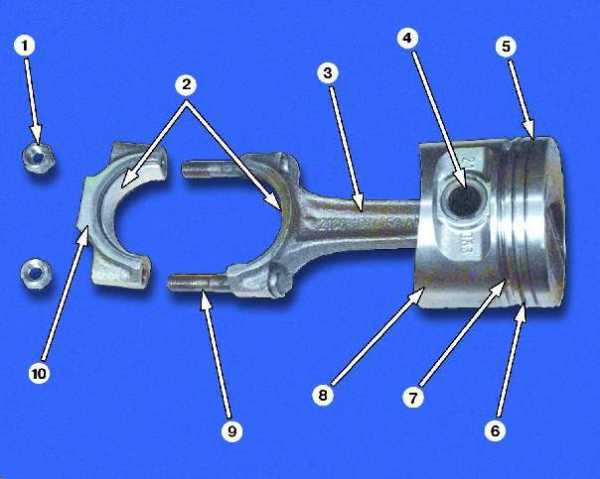
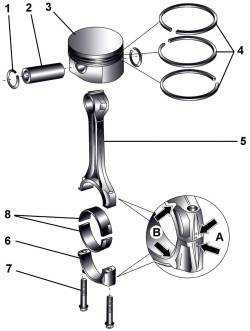
Рис. 3.1–74. Поршень и шатун: 1 – стопорное кольцо; 2 – поршневой палец; 3 – поршень; 4 – поршневые кольца; 5 – шатун; 6 – шатунная крышка; 7 – болт, 30 Н·м + довернуть на угол 90°; 8 – шатунные вкладыши |
Отметьте монтажное положение поршня и номер цилиндра, в котором он установлен.
Стрелка на днище поршня указывает на ременный шкив.
Перед установкой поршня в цилиндр, поршневые кольца надо сжать стяжным ленточным хомутом.
Измерьте диаметр поршня.
Замки поршневых колец располагаются под углом 120°.
Метка «TOP» на поршневом кольце должна быть направлена к днищу поршня.
Измерьте зазор в замке поршневого кольца.
Проверьте зазор между поршневым кольцом и канавкой поршня.
На шатун и крышку шатуна нанесены идентификационные метки А, которые должны располагаться с одной стороны.
На шатуне и крышке шатуна выполнены идентификационные приливы В, определяющие монтажное положение шатуна. В цилиндрах 1–3 идентификационные приливы должны располагаться со стороны ременного шкива, а на цилиндрах 4–6 – со стороны маховика.
При установке необходимо использовать новые болты 7.
Перед ввертыванием болтов резьбу и опорную поверхность головок болтов необходимо смазать маслом.
При установке надо соблюдать правильное монтажное положение шатунного вкладыша.
Проверка зазора в замке поршневого кольца

|
Рис. 3.1–75. Использование щупа для измерения зазора в замке поршневого кольца |
Если зазор слишком мал (что маловероятно), лучше всего подобрать новые кольца с нормативным зазором в замке. В противном случае из–за смыкания колец при работе двигателя произойдут серьезные поломки. В крайнем случае зазор можно увеличить, аккуратно подпилив торцы замка кольца тонким надфилем. Для этого зажмите надфиль в тиски с мягкими губками, заведите кольцо так, чтобы торцы замка оказались по обеим сторонам надфиля, и, медленно перемещая кольцо, снимите излишний материал. Имейте в виду, что кольцо очень хрупкое и может легко сломаться.
Проверка зазора между поршневыми кольцами и канавками поршней

|
Рис. 3.1–76. Использование щупа для измерения зазора между поршневым кольцом и стенкой канавки поршня |
Измерение диаметра поршня
|
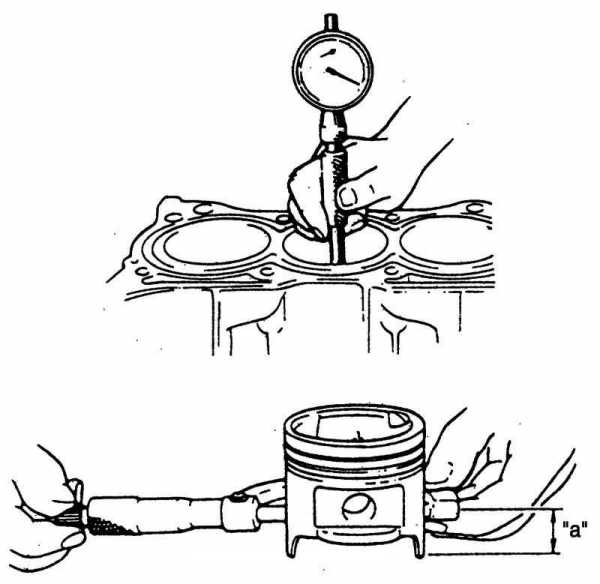
Рис. 3.1–77. Использование микрометра для измерения диаметра поршня |
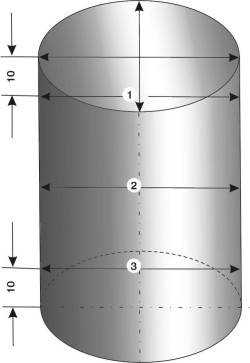
Измерение диаметра цилиндра
Диаметр цилиндра измеряют в трех плоскостях в поперечном и продольном направлениях (рис. 3.1–78). Зазор между поршнем и цилиндром определяется как разность измеренных диаметров цилиндра и поршня.
|
Рис. 3.1–78. Места измерения диаметра цилиндра |
Отклонение диаметра цилиндра от номинального значения не должно превышать 0,08 мм.
Поршни
Используя водостойкий маркер, нанесите идентификационные метки на днища поршней. Стрелка на днище поршня указывает на ременный шкив.
Шатун
Шатуны не требуют замены, за исключением случаев заклинивания двигателя или других серьезных поломок. Проверьте состояние шатунов визуально, деформированные шатуны сдайте на станцию техобслуживания для проверки и ремонта опытным специалистом.
Замена шатуна проводится только вместе с шатунной крышкой.
При снятии шатунные вкладыши обязательно устанавливают на прежние места.
Перед снятием проверьте наличие идентификационных меток на шатуне и крышке шатуна. Нанесите на крышки шатуна номера соответствующих цилиндров, в которых они установлены.
Радиальный зазор шатуна проверяется так же, как и радиальный зазор в коренных подшипниках коленчатого вала, с применением пластикового стержня Plastigage.
Предупреждение
После отвинчивания болтов крепления впускного коллектора все болты крепления головки блока цилиндров надо повторно затянуть доворачиванием на угол 90°.

|
Рис. 3.1–79. Головка блока цилиндров: 1 – головка блока цилиндров; 2 – прокладка; 3 – впускной коллектор; 4 – болт, 20 Н·м; 5 – болты крепления головки блока цилиндров; 6 – маслоотражатель; 7 – прокладка крышки головки блока цилиндров; 8 – крышка головки блока цилиндров; 9 – болт, 10 Н·м; 10 – клапан ограничения давления 2,7 бар, 25 Н·м; 11 – болт, 10 Н·м; 12 – кожух; 13 – болт, 22 Н·м; 14 – коническая шайба; 15 – ротор; 16 – прокладка головки блока цилиндров |
a1avto.narod.ru
Daewoo Matiz | Проверка цилиндров, поршней и поршневых колец
Цилиндр
Проверьте стенки цилиндра на наличие царапин, шероховатостей или гребней, что указывает на чрезмерный износ. Если стенки цилиндра неровные или имеют глубокие царапины, цилиндр требует расточки до ремонтного размера и установки поршней увеличенного диаметра.
| Рис. 2.137. Схема измерения и измерение диаметра цилиндра в продольном и поперечном направлении двигателя: a – 50 мм; b – 95 мм |
При наличии любого из следующих условий расточите цилиндр.
Диаметр цилиндра превышает предельное значение.
Разность диаметров в двух положениях (см. выше) превышает допуск конусности.
Разность диаметров в продольном и поперечном направлении двигателя превышает допуск овальности.
Диаметр цилиндра
Номинальное значение: 78,000–78,014 мм.
Предельное значение: 78,114 мм.
Допуск конусности и овальности: 0,10 мм.
|
ПРИМЕЧАНИЕ При необходимости расточки любого из четырех цилиндров, при ремонте двигателя все четыре цилиндра должны растачиваться до одного и того же следующего ремонтного размера. Это необходимо для однородности и баланса. |
Поршни
Проверьте поршень на наличие повреждений и трещин. Поврежденный или дефектный поршень должен быть заменен.
Как показано на рисунке 2.138, диаметр поршня должен измеряться в положении «a» от конца юбки поршня в направлении, перпендикулярном поршневому пальцу.Диаметр поршня
Стандартный размер: 77,953–77,968 мм.
Стандартный размер (новый (с покрытием)): 77,969–77,984 мм.
Увеличенный размер 0,50 мм: 78,453–78,468 мм.
Зазор между поршнем и цилиндром
Измерьте диаметр цилиндра и диаметр поршня, разность указанных размеров представляет собой величину зазора между поршнем и цилиндром. Зазор между поршнем и цилиндром должен быть в пределах нормы. Если зазор отличается от нормы, расточите цилиндр и используйте поршень увеличенного ремонтного размера.
| Рис. 2.139. Измерение зазора между поршнем и цилиндром |
Номинальное значение: 0,032–0,061 мм.
Номинальное значение (поршень с покрытием (новый)): 0,016–0,045 мм.
Предельное значение: 0,161 мм.
Зазор между поршневым кольцом и канавкой
|
ПРИМЕЧАНИЕ В этом случае диаметр цилиндра измеряется в осевом направлении двигателя в двух положениях. |
Зазор между поршневымкольцом и канавкой
Проверка производится при чистых, сухих и свободных от нагара поршневых канавках.
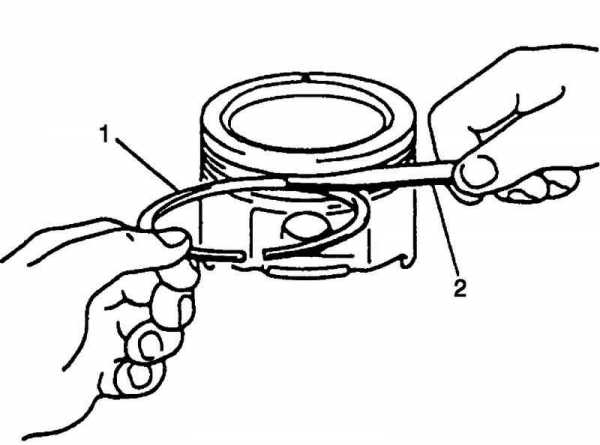
Установите новое поршневое кольцо 1 в поршневую канавку и измерьте зазор щупом 2.
| Рис. 2.140. Измерение зазора между поршневым кольцом и канавкой: а – 19,5 мм |
Если зазор – отличается от нормы, замените поршень.
Поршневые кольца
Чтобы измерить зазор в замке поршневого кольца, установите поршневое кольцо 1 в цилиндр, а затем измерьте зазор щупом 2. Если измеренный зазор отличается от нормы, замените кольцо.
| Рис. 2.141. Измерение зазора в замке поршневого кольца: а – 120 мм |
|
ПРИМЕЧАНИЕ Удалите нагар и очистите верхнюю часть цилиндра перед установкой поршневого кольца. |
Зазор в замке поршневого кольца
automn.ru
Проверка цилиндров, поршней и поршневых колец Suzuki Liana 2002-2008
Цилиндр
Проверьте стенки цилиндра на наличие царапин, шероховатостей или гребней, что указывает на чрезмерный износ. Если стенки цилиндра неровные или имеют глубокие царапины, цилиндр требует расточки до ремонтного размера и установки поршней увеличенного диаметра.
 | Рис. 2.137 . Схема измерения и измерение диаметра цилиндра в продольном и поперечном направлении двигателя: a – 50 мм; b – 95 мм |
При наличии любого из следующих условий расточите цилиндр.
Диаметр цилиндра превышает предельное значение.
Разность диаметров в двух положениях (см. выше) превышает допуск конусности.
Разность диаметров в продольном и поперечном направлении двигателя превышает допуск овальности.
Диаметр цилиндра
Номинальное значение: 78,000–78,014 мм.
Предельное значение: 78,114 мм.
Допуск конусности и овальности: 0,10 мм.
| ПРИМЕЧАНИЕ При необходимости расточки любого из четырех цилиндров, при ремонте двигателя все четыре цилиндра должны растачиваться до одного и того же следующего ремонтного размера. Это необходимо для однородности и баланса. |
Поршни
Проверьте поршень на наличие повреждений и трещин. Поврежденный или дефектный поршень должен быть заменен.
Как показано на рисунке 2.138, диаметр поршня должен измеряться в положении «a» от конца юбки поршня в направлении, перпендикулярном поршневому пальцу.Диаметр поршня
Стандартный размер: 77,953–77,968 мм.
Стандартный размер (новый (с покрытием)): 77,969–77,984 мм.
Увеличенный размер 0,50 мм: 78,453–78,468 мм.
Зазор между поршнем и цилиндром
Измерьте диаметр цилиндра и диаметр поршня, разность указанных размеров представляет собой величину зазора между поршнем и цилиндром. Зазор между поршнем и цилиндром должен быть в пределах нормы. Если зазор отличается от нормы, расточите цилиндр и используйте поршень увеличенного ремонтного размера.
 | Рис. 2.139 . Измерение зазора между поршнем и цилиндром |
Номинальное значение: 0,032–0,061 мм.
Номинальное значение (поршень с покрытием (новый)): 0,016–0,045 мм.
Предельное значение: 0,161 мм.
Зазор между поршневым кольцом и канавкой
| ПРИМЕЧАНИЕ В этом случае диаметр цилиндра измеряется в осевом направлении двигателя в двух положениях. |
Зазор между поршневымкольцом и канавкой
Проверка производится при чистых, сухих и свободных от нагара поршневых канавках.
Установите новое поршневое кольцо 1 в поршневую канавку и измерьте зазор щупом 2.
 | Рис. 2.140 . Измерение зазора между поршневым кольцом и канавкой: а – 19,5 мм |
Если зазор – отличается от нормы, замените поршень.
Поршневые кольца
Чтобы измерить зазор в замке поршневого кольца, установите поршневое кольцо 1 в цилиндр, а затем измерьте зазор щупом 2. Если измеренный зазор отличается от нормы, замените кольцо.
 | Рис. 2.141 . Измерение зазора в замке поршневого кольца: а – 120 мм |
| ПРИМЕЧАНИЕ Удалите нагар и очистите верхнюю часть цилиндра перед установкой поршневого кольца. |
Зазор в замке поршневого кольца
mashintop.ru
По ремонту китайских мопедов: Замена поршней
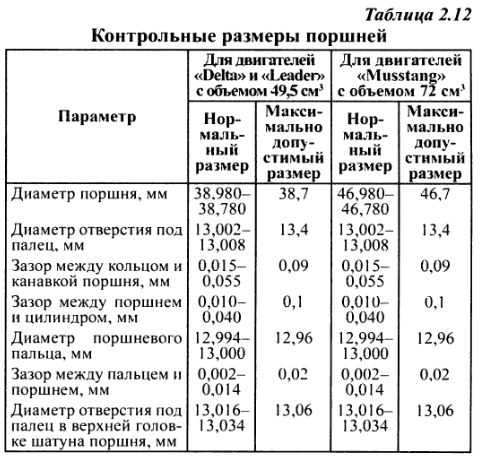
Изношенные поршни, как правило, заменяют новыми. Диаметр цилиндров измеряют специальным прибором, который называется индикаторным нутромером. Степень износа цилиндра можно также определить просмотром его внутренней поверхности на свет. В случае износа зеркала цилиндра в нескольких миллиметрах от его верхней плоскости будет хорошо виден кольцевой теневой выступ. Этот выступ появляется потому, что верхнее поршневое кольцо при работе двигателя примерно на 3-4 мм не доходит до верхней плоскости цилиндра и зеркало цилиндра на этом участке не подвергается износу. Чем больше изношен цилиндр, тем резче этот выступ заметен.При значительном износе цилиндра границу между его изношенной и не изношенной частями можно определить на ощупь. Максимальный допустимый износ поршня составляет 38,7 мм для двигателя с объемом 49 см3 и 46,7 для двигателя с объемом 72 см3. Диаметр поршня измеряется на расстоянии 9 мм от юбки. При осмотре поршневой группы следует тщательно установить величину зазора между юбкой поршня и зеркалом цилиндра. Этот зазор должен находится в пределах установленных допусков, (табл. 2.11, 2.12)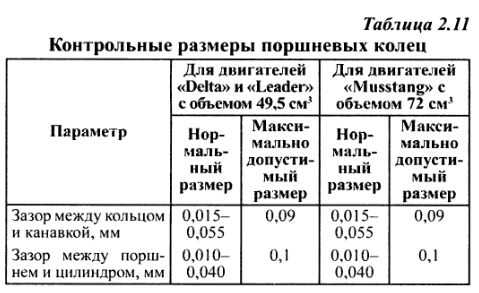
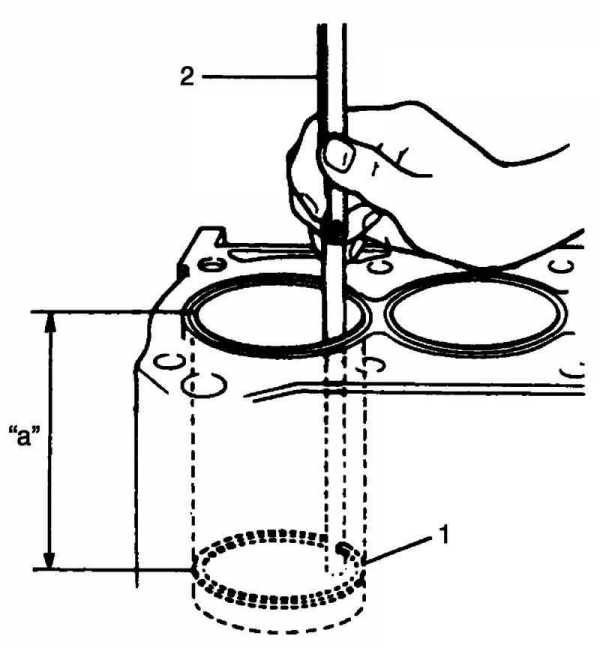
 Установить величину зазора можно, промерив микрометром диаметр поршня в его нижней части и цилиндр индикаторным нутрометром. Разница между диаметром цилиндра и диаметром поршня должна быть равна величине зазора. Величину зазора между поршнем и цилиндром не имея индикаторного нутрометра и микрометра приблизительно можно установить при помощи щупа. Зная, что максимальный зазор между цилиндром и поршнем не должен превышать 0,1 мм, между юбкой поршня и зеркалом вводят пластину щупа толщиной 0,1 мм. Если пластина такой толщины свободно входит в зазор - величина зазора превышает установленный максимальный допуск и в цилиндр нужно установить поршень большего диаметра. Подобрать поршень необходимого размера можно лишь после предварительного промера диаметра расточенного и прошлифованного цилиндра. При отсутствии микрометра можно с достаточной точностью отсчета подобрать поршень при помощи щупа, но при этом необходимо иметь поршни 2-3 различных ремонтных размеров. Чтобы подобрать необходимый поршень, надо вставить в цилиндр новый поршень наименьшего ремонтного размера и в зазор между поршнем и стенкой цилиндра ввести пластину щупа толщиной 0,15 мм. Если эта пластина будет свободно входить в зазор, то поршень непригоден для установки в цилиндр и вместо него надо взять другой, большего ремонтного размера, и вновь проверить щупом величину зазора. Если при установке другого поршня в зазор входит пластина толщиной 0,06 мм и не входит пластина толщиной 0,08 мм, это показывает, что величина зазора находится в пределах 0,035-0,075 мм, т.е. поршень подобран правильно и может работать в комплекте с подготовленным цилиндром. Измерять зазор щупом необходимо снизу цилиндра с поршнем, установленным в таком положении, чтобы его головка находилась на одном уровне с плоскостью цилиндра. Установка в цилиндр нового поршня ремонтного размера, но не соответствующего по диаметру цилиндру, может привести к неполадкам: если поршень большего размера, он заклинит при первом же запуске, если меньшего - то при работе двигателя усилится стук. Цилиндр неоднократно подвергавшийся расточке, к которому невозможно подобрать поршень ремонтного размера, следует заменить новым нулевой или первой группы. Одновременно с цилиндром комплектуют новый поршень соответствующего размера обязательно такой же размерной группы, как и цилиндр. Степень выработки верхней втулки шатуна практически определяют качанием пальца во втулке. Разработанную втулку выпрессовывают из верхней головки шатуна специальным приспособлением или настольными тисками. Новую втулку запрессовывают в головку шатуна при помощи тисков и болта с гайкой (рис. 2.46).
Установить величину зазора можно, промерив микрометром диаметр поршня в его нижней части и цилиндр индикаторным нутрометром. Разница между диаметром цилиндра и диаметром поршня должна быть равна величине зазора. Величину зазора между поршнем и цилиндром не имея индикаторного нутрометра и микрометра приблизительно можно установить при помощи щупа. Зная, что максимальный зазор между цилиндром и поршнем не должен превышать 0,1 мм, между юбкой поршня и зеркалом вводят пластину щупа толщиной 0,1 мм. Если пластина такой толщины свободно входит в зазор - величина зазора превышает установленный максимальный допуск и в цилиндр нужно установить поршень большего диаметра. Подобрать поршень необходимого размера можно лишь после предварительного промера диаметра расточенного и прошлифованного цилиндра. При отсутствии микрометра можно с достаточной точностью отсчета подобрать поршень при помощи щупа, но при этом необходимо иметь поршни 2-3 различных ремонтных размеров. Чтобы подобрать необходимый поршень, надо вставить в цилиндр новый поршень наименьшего ремонтного размера и в зазор между поршнем и стенкой цилиндра ввести пластину щупа толщиной 0,15 мм. Если эта пластина будет свободно входить в зазор, то поршень непригоден для установки в цилиндр и вместо него надо взять другой, большего ремонтного размера, и вновь проверить щупом величину зазора. Если при установке другого поршня в зазор входит пластина толщиной 0,06 мм и не входит пластина толщиной 0,08 мм, это показывает, что величина зазора находится в пределах 0,035-0,075 мм, т.е. поршень подобран правильно и может работать в комплекте с подготовленным цилиндром. Измерять зазор щупом необходимо снизу цилиндра с поршнем, установленным в таком положении, чтобы его головка находилась на одном уровне с плоскостью цилиндра. Установка в цилиндр нового поршня ремонтного размера, но не соответствующего по диаметру цилиндру, может привести к неполадкам: если поршень большего размера, он заклинит при первом же запуске, если меньшего - то при работе двигателя усилится стук. Цилиндр неоднократно подвергавшийся расточке, к которому невозможно подобрать поршень ремонтного размера, следует заменить новым нулевой или первой группы. Одновременно с цилиндром комплектуют новый поршень соответствующего размера обязательно такой же размерной группы, как и цилиндр. Степень выработки верхней втулки шатуна практически определяют качанием пальца во втулке. Разработанную втулку выпрессовывают из верхней головки шатуна специальным приспособлением или настольными тисками. Новую втулку запрессовывают в головку шатуна при помощи тисков и болта с гайкой (рис. 2.46). 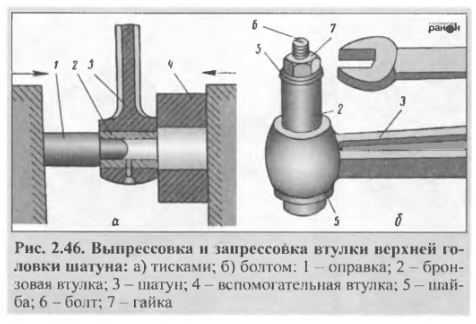
www.mopedaremont.ru
Проверка состояния поршня и шатуна - Tech Doc Toyota
1. Очистите поршень.
а) Скребком удалите нагар и другие углеродные отложения с днища поршня.
б) Очистите канавки поршня от отложений куском сломанного кольца.
в) Растворителем и мягкой волосяной щеткой окончательно очистите поршень.
Примечание: не применяйте металлическую щетку,
2. Проверьте поршень и поршневые кольца.
А. Проверьте зазор между поршнем и цилиндром.
а) Микрометром измерьте диаметр юбки поршня на расстоянии 27 мм (1NZ-FE, 2NZ-FE), 12 мм (2ZZ-GE), или 29,8 мм (1ZZ-FE) от поверхности днища поршня (ниже уровня канавок для поршневых колец) и в направлении, перпендикулярном оси поршневого пальца, как показано на рисунке.
Номинальный диаметр поршня:
1NZ-FE, 2NZ-FE…74,945 — 74,955 мм
1ZZ-FE.………………78,925 — 78,935 мм
2ZZ-GE.……………..81,975 — 81,993 мм
б) Измерьте диаметры цилиндров в направлении оси двигателя (см. выше).
в) Определите зазор между цилиндром и поршнем путем нахождения разности результатов измерений диаметра поршня и диаметра цилиндра.
Зазор между цилиндром и поршнем:
Номинальный:
1NZ-FE, 2NZ-FE….0,045 — 0,068мм
1ZZ-FE………………..0,065 — 0,075 мм
2ZZ-GE……………….0,007 — 0,038 мм
Максимальный:
1NZ-FE, 2NZ-FE……………..0,080 мм
1ZZ-FE…………………………..0,075 мм
2ZZ-GE…………………………0,700 мм
Если зазор больше максимального, замените все четыре поршня. При необходимости замените блок цилиндров.
Б. Проверьте зазоры между новыми компрессионными кольцами и поршневыми канавками с помощью плоского щупа, как показано на рисунке.
Номинальный зазор:
Компрессионное кольцо №1:
1NZ-FE, 2NZ-FE….0,030 — 0,070 мм
1ZZ-FE.……………….0,020 — 0,070 мм
2ZZ-GE…………………0,030 — 0,070 мм
Компрессионное кольцо №2:
1ZZ-FE.……………….0,020 — 0,070 мм
2ZZ-GE……………….0,030 — 0,070 мм
1NZ-FE, 2NZ-FE….0,020 — 0,060 мм
Если зазор больше допустимого, замените поршень.
В. Проверьте зазор в замке поршневого кольца.
а) Вставьте поршневое кольцо в цилиндр.
б) Поршнем протолкните кольцо на расстояние 110 мм от поверхности блока цилиндров.
в) Плоским щупом измерьте зазор замке.
Номинальный зазор в замке поршневого кольца:
компрессионное кольцо №1:
2NZ-FE……………………0,22 — 0,32мм
остальные……………..0,25 — 0,35 мм
компрессионное кольцо №2:
2NZ-FE……………………0,32 — 0,47мм
остальные……………..0,35 — 0,50 мм
маслосъемное кольцо (по расширителю):
1NZ-FE, 2NZ-FE………0,10 — 0,35мм
Максимальный зазор:
компрессионное кольцо №1:
1NZ-FE……………………………0,91 мм
2NZ-FE…………………………….0,88 мм
1ZZ-FE…………………………….0,74 мм
2ZZ-GE…………………………….1,05 мм
компрессионное кольцо №2:
1NZ-FE…………………………….1,06 мм
2NZ-FE…………………………….1,03 мм
1ZZ-FE…………………………….0,89 мм
2ZZ-GE…………………………….1,20 мм
маслосъемное кольцо (по расширителю):
1NZ-FE, 2NZ-FE……………….0,82 мм
Если зазор в замке больше максимального, замените поршневое кольцо. Если зазор в замке больше (максимального даже с новым поршневым кольцом, замените блок цилиндров на новый.
3. Проверьте шатун.
А. Используя специальное приспособление и плоский щуп, проверьте изгиб шатуна, как показано на рисунке.
Максимально допустимый изгиб на 100 мм длины.………………….0,05 мм
Если скручивание больше допустимого, замените шатун вместе с крышкой шатуна.
Аналогичным способом проверьте скручивание шатуна, как показано на рисунке.
Максимальное скручивание на 10,0 мм длины.………………………………….0,05 мм
Если скручивание или изгиб больше максимального значения, замените шатун вместе с крышкой шатуна.
Б. Проверьте зазор между поршневым пальцем и отверстием верхней головки шатуна,
а) Нутромером измерьте внутренний диаметр верхней головки шатуна.
Внутренний диаметр верхней головки шатуна:
1ZZ-FE……………..20,012 — 20,021 мм
2ZZ-GE:
метка «А»……….20,011 — 20,013 мм
метка «В»………..20,013 — 20,015 мм
метка «С»……….20,015 — 20,017мм
метка «D»……….20,017 — 20,019 мм
метка «Е»……….20,019 — 20,021 мм
метка «F»………..20,021 — 20,023 мм
б) Нутромером измерьте внутренний диаметр бобышек поршня.
Внутренний диаметр:
1NZ—FE, 2NZ—FE… 18,013 — 18,016 мм
1ZZ-FE:
метка «А»………..20,006 — 20,009 мм
метка «В»……….20,010 — 20,012 мм
метка «С»………20,013 — 20,015 мм
2ZZ—GE:
метка «АВ»…….20,013 — 20,017 мм
метка «CD»……..20,017 — 20,021 мм
метка «EF»…….20,021 — 20,025 мм
в) Используя микрометр, измерьте диаметр поршневого пальца.
Диаметр поршневого пальца:
1NZ—FE, 2NZ—FE… 18,001 — 18,004 мм
1ZZ—FE:
метка «А»………20,004 — 20,007 мм
метка «В»………20,008 — 20,010 мм
метка «С»………20,011 — 20,013 мм
2ZZ—GE:
метка «А»………20,004 — 20,006 мм
метка «В»………20,006 — 20,008 мм
метка «С»………20,008 — 20,010 мм
метка «D»……..20,010 — 20,012 мм
метка «E»………20,012 — 20,014 мм
метка «F»………20,014 — 20,016 мм

2ZZ-GE
1 — метка размерной группы внутреннего диаметра бобышек поршня, 2 — метка размерной группы внутреннего диаметра поршневой головки шатуна.
г) Вычтите измеренное значение диаметра поршневого пальца из измеренного значения внутреннего диаметра втулки и поршня.
Номинальный масляный зазор между поршневым пальцем и бобышками поршня:
1NZ-FE, 2NZ-FE…….0,009 — 0,015 мм
1ZZ-FE………………….0,005 — 0,009 мм
2ZZ-GE………………….0,005 — 0,013 мм
Максимальный масляный зазор между поршневым пальцем и бобышками поршня:
1NZ-FE, 2NZ-FE, 2ZZ-GE….. 0,050 мм
1ZZ-FE……………………………0,011мм
Номинальный масляный зазор между поршневым пальцем и поршневой головкой шатуна:
1ZZ-FE…………………-0,001 — 0,017 мм
2ZZ-GE…………………..0,005 — 0,009 мм
Максимальный масляный зазор между поршневым пальцем и поршневой головкой шатуна:
1ZZ-FE…………………………….0,017 мм
2ZZ-GE…………………………….0,050 мм
Если зазор больше максимально допустимого, то замените втулку. Если необходимо, замените поршень и поршневой палец в сборе.
В.(1ZZ—FE, 2ZZ—GE) Если необходимо, замените втулку верхней головки шатуна.
а) Используя оправку и пресс, вы-прессуйте втулку из верхней головки шатуна.
б) Совместите смазочные отверстия втулки и шатуна.
в) Используя специальное приспособление и пресс, запрессуйте втулку.
г) Измерьте зазор поршневого пальца и, если необходимо, отшлифуйте или переточите новую втулку до получения номинального зазора.
д) Проверьте работу поршневого пальца при нормальной комнатной температуре. Нанесите на поршневой палец моторное масло и надавите на него, как показано на рисунке. Палец должен свободно ходить в головке шатуна.
Г. Измерьте наружный диаметр шатунного болта штангенциркулем в зоне наибольшего износа.
Номинальный диаметр……6,6 — 6,7 мм
Минимальный диаметр…………..6,4 мм
Если диаметр меньше допустимого, замените болт.
на Ваш сайт.
avto-remont-toyota.ru
Как правильно измерить зазор между поршнем и...
Как правильно измерить зазор между поршнем и цилиндром на ваз 2104?
Я мерял щупом с верхней стороны поршня, получилось 0, 25мм, но я слышал что правильно нужно мерять со стороны юбки поршня?Остальные методы щупов и врякой хруни - чушь, это школьники советуют фигню. Щуп прямой на срезе, а гильзы с поршнем - нет, думайте что предлогаете, школота)Эльмира
rusauto.org