Как поставить поршень на шатун
Как правильно собрать поршень с шатуном. Как правильно собрать. Kak-PravilnoDelat
Сборка двигателя автомобиля ВАЗ 2110. Шатунно-поршневая группа.
Искать и найти в разделе: Ремонт двигателя ВАЗ 2110
Сборка двигателя автомобиля ВАЗ 2110. Ремонт двигателя по шагам, в картинках
16.Вставьте шатун в поршень в соответствии с ранее сделанными метками так, чтобы номер детали 1 на шатуне был обращен в противоположную сторону от прилива 2 на бобышке поршня.
17.Для запрессовки поршневого пальца лучше пользоваться специальным приспособлением. При его отсутствии можно подобрать подходящую оправку.
18.Нагрейте верхнюю головку шатуна до 240 С в печи в течение 15 мин. Зажмите шатун в тиски, установите на него поршень, чтобы отверстия под палец совпали, и вставьте до упора приспособление с пальцем в отверстия поршня и шатуна. Для правильной установки пальца поршень должен прижиматься бобышкой к верхней головке шатуна в направлении запрессовки.
19.После охлаждения шатуна смажьте поршневой палец через отверстие в бобышках поршня.
20.Установите стопорные кольца с обеих сторон пальца. При этом обратите внимание, что кольца должны быть четко установлены в канавках поршня.
21.Установите на поршень разжимную пружину маслосъемного кольца.
22.Установите поршневые кольца. Это рекомендуется делать специальным съемником. Если его нет, установите кольца на поршень, аккуратно разведя замки колец.
23.Порядок установки колец: первым устанавливают маслосъемное кольцо (при этом замок кольца должен находиться с противоположной стороны замка разжимной пружины), затем нижнее компрессионное кольцо, последним - верхнее.
24. При этом обратите внимание, что на кольцах может быть выбита надпись ВАЗ , ВЕРХ или ТОР . Этой надписью кольца устанавливаются вверх (к днищу поршня). Если надпись отсутствует, маслосъемное и верхнее компрессионное кольца можно устанавливать в любом положении.
25.Нижнее компрессионное кольцо отличается от верхнего кроме толщины наличием проточки и устанавливается этой проточкой вниз.
26.Провернув кольца в канавках поршня, убедитесь, что они вращаются легко. Если какое-либо кольцо не проворачивается или заедает, его необходимо заменить.
27. Разверните кольца на поршне так, что-Бы их замки располагались под углом 120 друг к другу.
28.Тщательно протрите чистой тряпкой шатунные шейки коленчатого вала.
29.Тщательно протрите чистой тряпкой зеркала цилиндров и смажьте их моторным маслом.
30.Вставьте вкладыш в шатун в соответствии с ранее сделанными метками так, чтобы усик вкладыша вошел в проточку в шату: не. После этого смажьте вкладыш и поршень моторным маслом.
31.Наденьте на поршень специальную оправку для сжатия поршневых колец и аккуратно опустите шатун в цилиндр. Рекомендуется предварительно провернуть коленчатый вал так, чтобы устанавливаемый поршень был в НМТ. При этом стрелка на днище поршня должна быть направлена вперед двигателя (в сторону привода распределительного вала).
32.Плотно прижмите оправку к блоку и ручкой молотка протолкните поршень в цилиндр. Если оправка будет неплотно прилегать к блоку цилиндров, можно поломать поршневые кольца.
33.Установите нижнюю головку шатуна на шейку.коленчатого вала.
34.Вставьте вкладыш в крышку шатуна в соответствии с ранее сделанными метками так, чтобы усик вкладыша вошел в проточку в крышке. После этого смажьте вкладыш моторным маслом.
35.Установите крышку шатуна. При этом номера цилиндра на крышке и нижней головке шатуна должны быть с одной стороны.
36.Заверните гайки крепления крышки и затяните требуемым моментом (см. приложение. 1). Таким же образом установите и остальные поршни.
37.Вставьте датчик уровня масла в блок цилиндров. При необходимости поверните коленчатый вал так, чтобы противовес вала не мешал вставить датчик. Затем заверните болт крепления датчика.
38.Установите маслоприемник и заверните три болта его крепления.
39.Нанесите на болты крепления маховика герметик. Установите маховик, стопорную пластину и заверните болты крепления маховика
40.Для удобства установки нанесите тонкий слой консистентной смазки на поверхность блока и приклейте к нему прокладку масляного картера.
41.Установите масляный картер и заверните болты его крепления.
Далее двигатель собирается в обратном порядке. Установка головки блока, далее установка ремня привода распределительного вала и натяжного ролика.
Вернуться в раздел: Ремонт двигателя автомобиля ВАЗ 2110 десятка
Если вам понравилось. Поделитесь с другом и подругой или плюсик от души. Человеческое вам спасибо, друзья. (Соц. сети подключены в августе г.)
Как правильно собрать поршень с шатуном MAN M2000 своими руками – пошаговое руководство
- Пошаговый алгоритм соединения шатуна и поршня MAN M2000
- Пошаговый алгоритм сборки поршневых колец MAN M2000
- Пошаговый алгоритм установки узла шатун-поршень MAN M2000
- Заключительный итог
Пошаговый алгоритм соединения шатуна и поршня MAN M2000:
- вначале, в поршень необходимо вести поршневой палец;
- после этого, произвести установку второго стопор пальца;
- далее, выполняется предварительная сборка узлов шатун-поршень, причём, поршневые кольца не устанавливаются;
- следующим шагом, в нижние головки шатунов, а также в их крышки помещаются полувкладыши;
- шатунная шейка под №1 должна оказаться в положении верхней мертвой точки, для этого нужно соответствующим образом повернуть коленвал;
- затем, производится смазка шеек шатунов и их полувкладышей с помощью моторного масла;
- узел шатун-поршень в нужный цилиндр должен быть помещён таким образом, чтобы выемка на камере сгорания поршня расположилась с противоположной стороны относительно распределительного вала;
- после этого, на верхнюю часть поршня нужно нажать таковым образом, чтобы цилиндр занял верхнюю мертвую точку, с помощью проворота коленвала;
- крышка шатуна должна быть установлена в соответствии с метками, а болтовое крепление затянуто в соответствии заданным моментам;
- для перевода поршней в верхнюю мертвую точку, необходимо повернуть коленвал соответствующим образом;
- после чего, выполнить точные замеры высоты каждого поршня.
Примечание.При возвышении поршня необходимо произвести шлифование его поверхности его верхней головки. Вместе с этим желательно также произвести измерение высоты поршневого кольца, и те, которые не будут соответствовать должным размерам – заменить.
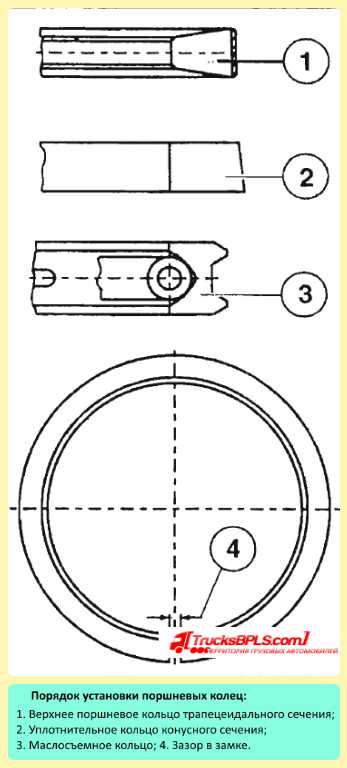
Пошаговый алгоритм сборки поршневых колец MAN M2000:
- каждый поршень имеет три кольца;
- итак, вначале необходимо произвести проверку зазора в замке;
- далее, выполняется установка маслосъёмного кольца, затем уплотнительного и лишь после, верхнего поршневого, которое содержит отметку вверх – «Тор»;
- следующим шагом, нужно произвести проверку зазоров располагающихся в уплотнительном и маслосъёмном кольце;
- после этого, осталось кольца смазать моторным маслом и установить их на поршень.
Пошаговый алгоритм установки узла шатун-поршень MAN M2000:
- первым шагом, необходимо с помощью хомута сжать поршневые кольца;
- далее, осуществить поворот поршня таковым образом, чтобы выемка, расположенная на камере сгорания поршня была соединена с полостью наконечника форсунки;
- после этого, производится установка шейки шатуна цилиндра №1 в верхнее мертвоё пространство;
- следующим шагом, нужно узел шатун-поршень ввести в нужный цилиндр и нажать на головку поршня цилиндра, с помощью поворота коленвала до тех пор, пока поршень не окажется в верхней мертвой точке;
- на крышке шатуна есть метка, в соответствии с которой выполняется его непосредственная установка;
- крепежные болты нужно затянуть в соответствии с заданным моментом;
- далее, производится вновь проверка каждого поршня относительно плоскости стыка;
- теперь осталось выполнить установку головки блока цилиндров, других элементов, в частности нижнего картера, залить охлаждающую жидкость, а также моторное масло должного качества.
Заключительный итог
Все описанные выше манипуляции своими руками выполнить под силу каждому автомобилисту. Главное действовать последовательно и строго по инструкциям, которые были представлены. Эти технические манипуляции хоть и несложны, но зато трудоёмкие, поэтому их лучше несамостоятельно, а в паре выполнять.
Похожие статьи:
Первый Грузовой автомобиль
Впервые грузовик был собран на заводе Готлиба Даймлера (нем. Gottlieb Wilhelm Daimler) в 1896 году, он был оснащен двигателем внутреннего сгорания. И только в 1923 году было создан первый грузовой автомобиль с дизельным двигателем
Самый большой Грузовик
Самым крупным грузовым автомобилем считается самосвал Caterpillar 797B. Грузоподъёмность его 363 тоны. На нем установлен двигатель объёмом 117 литров, мощностью 4000 л.с. Бак этого монстра вмещает в себя 6814 топлива.
Самый длинный Грузовик
В Австралии был зафиксирован самый длинный Грузовой автомобиль, он состоял из 45 трейлеров с общим количеством колес - 100
Права принадлежат Грузовые автомобили. 127 / 1,428
Использование материалов с сайта разрешено, только при указании ссылки на Наш сайт.Карта сайта
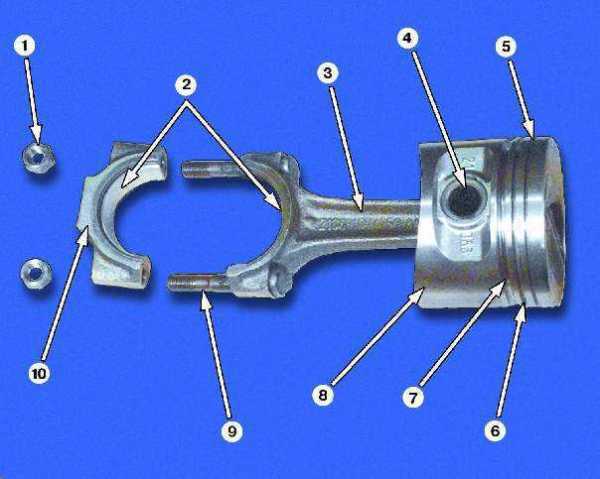
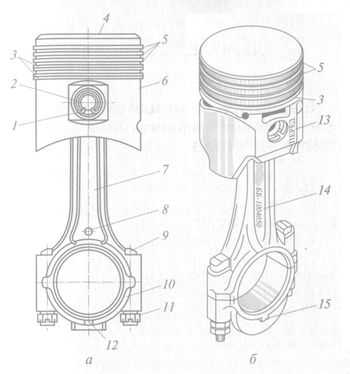
Поршни. Диаметр поршней различных классов, замеренный в плоскости, перпендикулярной оси пальца на расстоянии 55 мм от днища поршня, мм: класс A. 81,965-81,975 класс B. 81,975-81,985 класс C. 81,985-81,995 класс D. 81,995-82,005 класс E. 82,005-82,015 По диаметру отверстия под поршневой палец поршни сортируются на три класса через 0,004 мм, как и на других двигателях ВАЗ. Классы диаметров поршня и отверстия под поршневой палец клеймятся на днище поршня (рис. 11.10). При изготовлении строго выдерживается масса поршней. Поэтому при сборке двигателя подбирать поршни одной группы по массе не требуется. На днищах ремонтных поршней ставится маркировка в виде треугольника или квадрата. Треугольник соответствует увеличению наружного диаметра на 0,4 мм, а квадрат - на 0,8 мм. Стрелка на днище поршня показывает, как правильно ориентировать поршень при его установке в цилиндр. Она должна быть направлена в сторону привода распределительного вала. Поршневой палец плавающего типа, т.е. свободно вращается в бобышках поршня и втулке шатуна. Палец фиксируется в поршне двумя стальными стопорными кольцами.
Рис. 11.10. Маркировка поршня и шатуна: 1 - стрелка для ориентирования поршня в цилиндре; 2 - ремонтный размер; 3 - класс поршня; 4 - класс отверстия для поршневого пальца; 5 - классы шатуна по массе и по отверстию верхней головки; 6 - номер цилиндра
ПРИМЕЧАНИЕ На части выпускаемых автомобилей ВАЗ возможна установка шатунно-поршневой группы от двигателя 21083, т.е. с пальцем, запрессованным в шатун.
Шатун. В верхнюю головку шатуна запрессована сталебронзовая втулка. По диаметру отверстия этой втулки шатуны подразделяются на три класса через 0,004 мм (так же, как и поршни). Номер 5 класса клеймится на крышке шатуна. По массе верхней и нижней головок шатуны подразделяются на классы (см. табл. 4.3 «Класс шатуна по массе верхней и нижней головки»), маркируемые либо буквой, либо краской на крышке шатуна.
На двигатель должны устанавливаться шатуны одного класса по массе. Подгонять массу шатунов можно удалением металла с бобышек на головках до минимальных размеров 33 и 32 мм (рис. 11.11). После удаления металла с крышки шатуна на ней необходимо клеймить классы шатуна по отверстию под поршневой палец и по массе. Шатунные болты запрессованы в шатун.
Рис. 11.11. Места, на которых допускается удалять металл при подгонке массы верхней и нижней головок шатуна
ПРЕДУПРЕЖДЕНИЕ При разборке шатунно-поршневой группы выпрессовывать болты из шатунов не допускается.
Источники: http://lada-10.ru/remontdvig8.htm, http://trucksbpls.com/kak-pravilyno-sobraty-porsheny-s-shatunom-man-m2000-svoimi-rukami-v-poshagovoe-rukovodstvo/, http://car-exotic.com/vaz-cars/vaz-2108-car-shatunno-piston-group.html
Сборка двигателя автомобиля ВАЗ 2110. Шатунно-поршневая группа.
Искать и найти в разделе: Ремонт двигателя ВАЗ 2110
Сборка двигателя автомобиля ВАЗ 2110. Ремонт двигателя по шагам, в картинках
16.Вставьте шатун в поршень в соответствии с ранее сделанными метками так, чтобы номер детали 1 на шатуне был обращен в противоположную сторону от прилива 2 на бобышке поршня.
17.Для запрессовки поршневого пальца лучше пользоваться специальным приспособлением. При его отсутствии можно подобрать подходящую оправку.
18.Нагрейте верхнюю головку шатуна до 240 С в печи в течение 15 мин. Зажмите шатун в тиски, установите на него поршень, чтобы отверстия под палец совпали, и вставьте до упора приспособление с пальцем в отверстия поршня и шатуна. Для правильной установки пальца поршень должен прижиматься бобышкой к верхней головке шатуна в направлении запрессовки.
19.После охлаждения шатуна смажьте поршневой палец через отверстие в бобышках поршня.
20.Установите стопорные кольца с обеих сторон пальца. При этом обратите внимание, что кольца должны быть четко установлены в канавках поршня.
21.Установите на поршень разжимную пружину маслосъемного кольца.
22.Установите поршневые кольца. Это рекомендуется делать специальным съемником. Если его нет, установите кольца на поршень, аккуратно разведя замки колец.
23.Порядок установки колец: первым устанавливают маслосъемное кольцо (при этом замок кольца должен находиться с противоположной стороны замка разжимной пружины), затем нижнее компрессионное кольцо, последним - верхнее.
24. При этом обратите внимание, что на кольцах может быть выбита надпись ВАЗ , ВЕРХ или ТОР . Этой надписью кольца устанавливаются вверх (к днищу поршня). Если надпись отсутствует, маслосъемное и верхнее компрессионное кольца можно устанавливать в любом положении.
25.Нижнее компрессионное кольцо отличается от верхнего кроме толщины наличием проточки и устанавливается этой проточкой вниз.
26.Провернув кольца в канавках поршня, убедитесь, что они вращаются легко. Если какое-либо кольцо не проворачивается или заедает, его необходимо заменить.
27. Разверните кольца на поршне так, что-Бы их замки располагались под углом 120 друг к другу.
28.Тщательно протрите чистой тряпкой шатунные шейки коленчатого вала.
29.Тщательно протрите чистой тряпкой зеркала цилиндров и смажьте их моторным маслом.
30.Вставьте вкладыш в шатун в соответствии с ранее сделанными метками так, чтобы усик вкладыша вошел в проточку в шату: не. После этого смажьте вкладыш и поршень моторным маслом.
31.Наденьте на поршень специальную оправку для сжатия поршневых колец и аккуратно опустите шатун в цилиндр. Рекомендуется предварительно провернуть коленчатый вал так, чтобы устанавливаемый поршень был в НМТ. При этом стрелка на днище поршня должна быть направлена вперед двигателя (в сторону привода распределительного вала).
32.Плотно прижмите оправку к блоку и ручкой молотка протолкните поршень в цилиндр. Если оправка будет неплотно прилегать к блоку цилиндров, можно поломать поршневые кольца.
33.Установите нижнюю головку шатуна на шейку.коленчатого вала.
34.Вставьте вкладыш в крышку шатуна в соответствии с ранее сделанными метками так, чтобы усик вкладыша вошел в проточку в крышке. После этого смажьте вкладыш моторным маслом.
35.Установите крышку шатуна. При этом номера цилиндра на крышке и нижней головке шатуна должны быть с одной стороны.
36.Заверните гайки крепления крышки и затяните требуемым моментом (см. приложение. 1). Таким же образом установите и остальные поршни.
37.Вставьте датчик уровня масла в блок цилиндров. При необходимости поверните коленчатый вал так, чтобы противовес вала не мешал вставить датчик. Затем заверните болт крепления датчика.
38.Установите маслоприемник и заверните три болта его крепления.
39.Нанесите на болты крепления маховика герметик. Установите маховик, стопорную пластину и заверните болты крепления маховика
40.Для удобства установки нанесите тонкий слой консистентной смазки на поверхность блока и приклейте к нему прокладку масляного картера.
41.Установите масляный картер и заверните болты его крепления.
Далее двигатель собирается в обратном порядке. Установка головки блока, далее установка ремня привода распределительного вала и натяжного ролика.
Вернуться в раздел: Ремонт двигателя автомобиля ВАЗ 2110 десятка
Если вам понравилось. Поделитесь с другом и подругой или плюсик от души. Человеческое вам спасибо, друзья. (Соц. сети подключены в августе г.)
Как правильно собрать поршень с шатуном MAN M2000 своими руками – пошаговое руководство
- Пошаговый алгоритм соединения шатуна и поршня MAN M2000
- Пошаговый алгоритм сборки поршневых колец MAN M2000
- Пошаговый алгоритм установки узла шатун-поршень MAN M2000
- Заключительный итог
Пошаговый алгоритм соединения шатуна и поршня MAN M2000:
- вначале, в поршень необходимо вести поршневой палец;
- после этого, произвести установку второго стопор пальца;
- далее, выполняется предварительная сборка узлов шатун-поршень, причём, поршневые кольца не устанавливаются;
- следующим шагом, в нижние головки шатунов, а также в их крышки помещаются полувкладыши;
- шатунная шейка под №1 должна оказаться в положении верхней мертвой точки, для этого нужно соответствующим образом повернуть коленвал;
- затем, производится смазка шеек шатунов и их полувкладышей с помощью моторного масла;
- узел шатун-поршень в нужный цилиндр должен быть помещён таким образом, чтобы выемка на камере сгорания поршня расположилась с противоположной стороны относительно распределительного вала;
- после этого, на верхнюю часть поршня нужно нажать таковым образом, чтобы цилиндр занял верхнюю мертвую точку, с помощью проворота коленвала;
- крышка шатуна должна быть установлена в соответствии с метками, а болтовое крепление затянуто в соответствии заданным моментам;
- для перевода поршней в верхнюю мертвую точку, необходимо повернуть коленвал соответствующим образом;
- после чего, выполнить точные замеры высоты каждого поршня.
Примечание.При возвышении поршня необходимо произвести шлифование его поверхности его верхней головки. Вместе с этим желательно также произвести измерение высоты поршневого кольца, и те, которые не будут соответствовать должным размерам – заменить.
Пошаговый алгоритм сборки поршневых колец MAN M2000:
- каждый поршень имеет три кольца;
- итак, вначале необходимо произвести проверку зазора в замке;
- далее, выполняется установка маслосъёмного кольца, затем уплотнительного и лишь после, верхнего поршневого, которое содержит отметку вверх – «Тор»;
- следующим шагом, нужно произвести проверку зазоров располагающихся в уплотнительном и маслосъёмном кольце;
- после этого, осталось кольца смазать моторным маслом и установить их на поршень.
Пошаговый алгоритм установки узла шатун-поршень MAN M2000:
- первым шагом, необходимо с помощью хомута сжать поршневые кольца;
- далее, осуществить поворот поршня таковым образом, чтобы выемка, расположенная на камере сгорания поршня была соединена с полостью наконечника форсунки;
- после этого, производится установка шейки шатуна цилиндра №1 в верхнее мертвоё пространство;
- следующим шагом, нужно узел шатун-поршень ввести в нужный цилиндр и нажать на головку поршня цилиндра, с помощью поворота коленвала до тех пор, пока поршень не окажется в верхней мертвой точке;
- на крышке шатуна есть метка, в соответствии с которой выполняется его непосредственная установка;
- крепежные болты нужно затянуть в соответствии с заданным моментом;
- далее, производится вновь проверка каждого поршня относительно плоскости стыка;
- теперь осталось выполнить установку головки блока цилиндров, других элементов, в частности нижнего картера, залить охлаждающую жидкость, а также моторное масло должного качества.
Заключительный итог
Все описанные выше манипуляции своими руками выполнить под силу каждому автомобилисту. Главное действовать последовательно и строго по инструкциям, которые были представлены. Эти технические манипуляции хоть и несложны, но зато трудоёмкие, поэтому их лучше несамостоятельно, а в паре выполнять.
Похожие статьи:
Первый Грузовой автомобиль
Впервые грузовик был собран на заводе Готлиба Даймлера (нем. Gottlieb Wilhelm Daimler) в 1896 году, он был оснащен двигателем внутреннего сгорания. И только в 1923 году было создан первый грузовой автомобиль с дизельным двигателем
Самый большой Грузовик
Самым крупным грузовым автомобилем считается самосвал Caterpillar 797B. Грузоподъёмность его 363 тоны. На нем установлен двигатель объёмом 117 литров, мощностью 4000 л.с. Бак этого монстра вмещает в себя 6814 топлива.
Самый длинный Грузовик
В Австралии был зафиксирован самый длинный Грузовой автомобиль, он состоял из 45 трейлеров с общим количеством колес - 100
Права принадлежат Грузовые автомобили. 127 / 1,428
Использование материалов с сайта разрешено, только при указании ссылки на Наш сайт.Карта сайта
Поршни. Диаметр поршней различных классов, замеренный в плоскости, перпендикулярной оси пальца на расстоянии 55 мм от днища поршня, мм: класс A. 81,965-81,975 класс B. 81,975-81,985 класс C. 81,985-81,995 класс D. 81,995-82,005 класс E. 82,005-82,015 По диаметру отверстия под поршневой палец поршни сортируются на три класса через 0,004 мм, как и на других двигателях ВАЗ. Классы диаметров поршня и отверстия под поршневой палец клеймятся на днище поршня (рис. 11.10). При изготовлении строго выдерживается масса поршней. Поэтому при сборке двигателя подбирать поршни одной группы по массе не требуется. На днищах ремонтных поршней ставится маркировка в виде треугольника или квадрата. Треугольник соответствует увеличению наружного диаметра на 0,4 мм, а квадрат - на 0,8 мм. Стрелка на днище поршня показывает, как правильно ориентировать поршень при его установке в цилиндр. Она должна быть направлена в сторону привода распределительного вала. Поршневой палец плавающего типа, т.е. свободно вращается в бобышках поршня и втулке шатуна. Палец фиксируется в поршне двумя стальными стопорными кольцами.
Рис. 11.10. Маркировка поршня и шатуна: 1 - стрелка для ориентирования поршня в цилиндре; 2 - ремонтный размер; 3 - класс поршня; 4 - класс отверстия для поршневого пальца; 5 - классы шатуна по массе и по отверстию верхней головки; 6 - номер цилиндра
ПРИМЕЧАНИЕ На части выпускаемых автомобилей ВАЗ возможна установка шатунно-поршневой группы от двигателя 21083, т.е. с пальцем, запрессованным в шатун.
Шатун. В верхнюю головку шатуна запрессована сталебронзовая втулка. По диаметру отверстия этой втулки шатуны подразделяются на три класса через 0,004 мм (так же, как и поршни). Номер 5 класса клеймится на крышке шатуна. По массе верхней и нижней головок шатуны подразделяются на классы (см. табл. 4.3 «Класс шатуна по массе верхней и нижней головки»), маркируемые либо буквой, либо краской на крышке шатуна.
На двигатель должны устанавливаться шатуны одного класса по массе. Подгонять массу шатунов можно удалением металла с бобышек на головках до минимальных размеров 33 и 32 мм (рис. 11.11). После удаления металла с крышки шатуна на ней необходимо клеймить классы шатуна по отверстию под поршневой палец и по массе. Шатунные болты запрессованы в шатун.
Рис. 11.11. Места, на которых допускается удалять металл при подгонке массы верхней и нижней головок шатуна
ПРЕДУПРЕЖДЕНИЕ При разборке шатунно-поршневой группы выпрессовывать болты из шатунов не допускается.
Источники: http://lada-10.ru/remontdvig8.htm, http://trucksbpls.com/kak-pravilyno-sobraty-porsheny-s-shatunom-man-m2000-svoimi-rukami-v-poshagovoe-rukovodstvo/, http://car-exotic.com/vaz-cars/vaz-2108-car-shatunno-piston-group.html
Комментариев пока нет!
www.kakdelat-pravilno.ru
Как разобрать шатунно поршневую группу двигателя
Правильно разбираем двигатель внутреннего сгорания на своем автомобиле. Как разобрать шатунно поршневую группу двигателя — поршень с шатуном вынимается вверх через втулку цилиндра. Для снятия поршня с шатуном необходимо произвести следующие операции:
— осторожно снять шабером нагар на верхней части втулки, чтобы дать возможность легко выйти поршню;
— поставить коленчатый вал в положение удобное для отвёртывания шатунных болтов и через люк блока картера расшплинтовать и отвернуть болты;
— слегка постукивая деревянной или медной выколоткой по крышке нижней изголовок шатуна, снять крышку и вынуть шатун с поршнем через втулку цилиндра.
Как разобрать шатунно поршневую группу двигателя
Как разобрать шатунно поршневую группу двигателя — При выемке шатунов надо следить за тем, чтобы при проворачивании коленчатого вала шатун не был зажат между шейкой коленчатого вала и нижней кромкой втулки цилиндра. В эксплуатации известны случаи, когда это приводило к трещинам втулок цилиндров.
Не снимая нагара с поршня, предварительно осмотреть поршень с шатуном. Если процесс сгорания в дизеле был нормальный, то днище поршня должно быть покрыто тонким слоем нагара, преимущественно бурого цвета; толстый слой сажи укажет на ненормальности процесса.
Поршневые кольца должны свободно передвигаться в своих канавках. Следует обратить внимание на их приработанность, задиры и следы прорыва газов через кольца.
Для подробного осмотра, шатунно-поршневая группа должна быть разобрана, детали очищены от нагара и промыты в керосине. Если нет необходимости, поршневые кольца не следует снимать с поршня. Для снятия поршневых колец применяются пластинки, которые поочерёдно заводятся под снимаемое кольцо.
При снятии поршневых колец очень важно обратить внимание на метки, поставленные у замков колец, чтобы не перепутать их при сборке. Поршневые кольца бракуются при увеличенном выше предела зазоре в стыке, при потере упругости и при выкрашивании рабочей кромки. Проверка зазора кольца в стыке может быть произведена в цилиндре двигателя щупом.
Поршневой палец выпрессовывается (выдавливается) из бобышек поршня после предварительного нагрева поршня с пальцем в масле при температуре 90 — 100°С. До опускания поршня в масло нужно снять стопорные кольца. Для выпрессовки пальца надо зажать шатун в тиски с мягкими губками, и лёгкими ударами медной выколотки выбить палец. Поршневой палец осматривается, промеряется и при наличии трещин или большого износа бракуется.
Трещины на поршне, облом юбки, раковины на наружной рабочей поверхности, в отверстии для поршневого пальца, глубокие задиры, риски и наплавление алюминия от перегрева не допустимы. Для определения величины износов поршень промеряется в трех поясах по наружному диаметру и в бобышках, а также замеряется зазор между канавкой данного поршня и его кольцом по высоте.
При осмотре шатуна следует обратить внимание на запрессовку втулки на верхней части шатуна. Ослабление посадки втулки не допускается. Втулки, поставляемые с запасными частями, имеют припуск по внутреннему диаметру, а по наружному диаметру они взаимозаменяемы под прессовую посадку. После запрессовки необходимо внутреннее отверстие втулки развернуть развёрткой на размер пальца плюс монтажный зазор 0,010 — 0,030 мм.
На внутренней поверхности кольцевые задиры и глубокие вмятины у вкладышей не допускаются. Мелкие риски могут быть заглажены. Наличие большого числа чёрных точек недопустимо; такие вкладыши должны быть заменены. Применение в эксплуатации указанного в инструкции масла гарантирует от коррозии.
При осмотре шатунных болтов и резьбы для них в нижней головке шатуна надо учесть, что шатунные болты являются ответственной деталью и могут при наличии у них дефекта служить причиной серьёзной аварии.
Перед сборкой все детали тщательно промываются и затем смазываются чистым маслом.
Поршневой палец устанавливается без ударов в нагретый до 90 — 100°С поршень. Нагрев производится в масле. Стопорные кольца устанавливаются щипцами.
Перед началом установки поршня в цилиндр располагаем замки колец под углом 110 — 120° друг к другу.
Посадка крышки в нижней головке шатуна по замку должна быть плотной и соответствовать шатуну по метке.
При замене в шатун устанавливаются взятые из запасных частей вкладыши, при этом не допускается:
а) сдвиг одной половины вкладыша относительно другой по плоскости разъёма более 0,5 -0,6мм;
б) деформация внутрь какой-либо из половин вкладыша.
Перед монтажом собранного шатуна с поршнем на двигатель должен быть проверен диаметральный зазор между вкладышами и шейкой коленчатого вала путём сравнения их диаметров. После окончательной затяжки шатунных болтов их необходимо зашплинтовать мягкой проволокой.
Как разобрать шатунно поршневую группу двигателя
Понравилась статья? Поделись с друзьями в соц.сетях:sochi-avto-remont.ru
Как правильно собрать поршень с шатуном MAN M2000
Пошаговый алгоритм соединения шатуна и поршня MAN M2000:
- вначале, в поршень необходимо вести поршневой палец;
- после этого, произвести установку второго стопор пальца;
- далее, выполняется предварительная сборка узлов шатун-поршень, причём, поршневые кольца не устанавливаются;
- следующим шагом, в нижние головки шатунов, а также в их крышки помещаются полувкладыши;
- шатунная шейка под №1 должна оказаться в положении верхней мертвой точки, для этого нужно соответствующим образом повернуть коленвал;
- затем, производится смазка шеек шатунов и их полувкладышей с помощью моторного масла;
- узел шатун-поршень в нужный цилиндр должен быть помещён таким образом, чтобы выемка на камере сгорания поршня расположилась с противоположной стороны относительно распределительного вала;
- после этого, на верхнюю часть поршня нужно нажать таковым образом, чтобы цилиндр занял верхнюю мертвую точку, с помощью проворота коленвала;
- крышка шатуна должна быть установлена в соответствии с метками, а болтовое крепление затянуто в соответствии заданным моментам;
- для перевода поршней в верхнюю мертвую точку, необходимо повернуть коленвал соответствующим образом;
- после чего, выполнить точные замеры высоты каждого поршня.
Примечание. При возвышении поршня необходимо произвести шлифование его поверхности его верхней головки. Вместе с этим желательно также произвести измерение высоты поршневого кольца, и те, которые не будут соответствовать должным размерам – заменить.
Пошаговый алгоритм сборки поршневых колец MAN M2000:
- каждый поршень имеет три кольца;
- итак, вначале необходимо произвести проверку зазора в замке;
- далее, выполняется установка маслосъёмного кольца, затем уплотнительного и лишь после, верхнего поршневого, которое содержит отметку вверх – «Тор»;
- следующим шагом, нужно произвести проверку зазоров располагающихся в уплотнительном и маслосъёмном кольце;
- после этого, осталось кольца смазать моторным маслом и установить их на поршень.
Пошаговый алгоритм установки узла шатун-поршень MAN M2000:
- первым шагом, необходимо с помощью хомута сжать поршневые кольца;
- далее, осуществить поворот поршня таковым образом, чтобы выемка, расположенная на камере сгорания поршня была соединена с полостью наконечника форсунки;
- после этого, производится установка шейки шатуна цилиндра №1 в верхнее мертвоё пространство;
- следующим шагом, нужно узел шатун-поршень ввести в нужный цилиндр и нажать на головку поршня цилиндра, с помощью поворота коленвала до тех пор, пока поршень не окажется в верхней мертвой точке;
- на крышке шатуна есть метка, в соответствии с которой выполняется его непосредственная установка;
- крепежные болты нужно затянуть в соответствии с заданным моментом;
- далее, производится вновь проверка каждого поршня относительно плоскости стыка;
- теперь осталось выполнить установку головки блока цилиндров, других элементов, в частности нижнего картера, залить охлаждающую жидкость, а также моторное масло должного качества.
Заключительный итог
Все описанные выше манипуляции своими руками выполнить под силу каждому автомобилисту. Главное действовать последовательно и строго по инструкциям, которые были представлены. Эти технические манипуляции хоть и несложны, но зато трудоёмкие, поэтому их лучше несамостоятельно, а в паре выполнять.

617
trucksbpls.com
Как правильно поставить поршни на шатун
Как ставить поршни?
Установка поршня в двигатель требует внимания и определённых технических знаний. Неверная установка может привести к разрушению двигателя. В статье написано как ставить поршни на двигатель автомобиля марки ВАЗ, поскольку их устройство максимально простое и обслуживать их может каждый самостоятельно.
Сборка поршневой группы
- Перед началом работ рекомендуется предварительно нагреть поршень до температуры +240 градусов, но при отсутствии такой возможности, можно и на холодную вставить поршневый палец.
- Перед соединением тщательно протереть отверстие шатуна, поршня, и поршневого пальца от пыли ветошью.
- Далее, стоит смазать отверстия и поршневой палец машинным маслом.
- Поршень и шатун важно правильно установить по отношению друг к другу. Какой стороной ставить поршень, подскажут условные обозначения. Поршень может иметь специальные выемки для клапанов или стрелку на внутренней поверхности поршня, которая должна смотреть вперёд по
 направлению движения машины. На шатуне имеются специальные наплавки в виде буквенных обозначений, которые также должны смотреть вперёд по направлению движения.
направлению движения машины. На шатуне имеются специальные наплавки в виде буквенных обозначений, которые также должны смотреть вперёд по направлению движения. - Соединить поршень с шатуном при помощи соединительного пальца. Совместите отверстия поршня с отверстием на шатуне и вставляйте поршневой палец. Поршневой палец не должен входить в отверстие свободно. Нужно будет приложить определённое усилие путём лёгкого постукивания молотком по торцевой части пальца. Нельзя стучать непосредственно по пальцу, это может привести к образованию заусенец. Чтобы этого не произошло, используйте деревянную накладку для забивания пальца. При вбивании пальца, поршень не должен лежать на твёрдой или металлической поверхности, желательно подстелить мягкую ветошь или деревянный брус.
- После того как палец вошел, нужно закрепить его стопорными кольцами в специальных канавках поршня.
Установка поршневых колец
- Перед тем как ставить кольца на поршень, стоит убедиться, что поршневые канавки чистые, при необходимости протрите их чистой ветошью.
- Кольца устанавливаются сверху вниз, то есть первым ставят самое нижнее маслосъемное кольцо, затем компрессионные.
- При установке маслосъемного кольца нужно проследить, чтобы замки
 самого кольца и внутренней пружины находились по разные стороны поршня.
самого кольца и внутренней пружины находились по разные стороны поршня. - Если на кольцах есть буквенные обозначения, расположите кольца размеченной стороной вверх. Для облегчения установки поршень можно смазать машинным маслом. Компрессионные кольца могут иметь разную ширину в соответствии с шириной канала на поршне.
- После чего стоит развернуть кольца таким образом, чтобы замки располагались под углом минимум в 120° друг от друга. В противном случае компрессия может быть нарушена.
- После установки всех компрессионных колец на поршень, стоит убедиться, что кольца спокойно вращаются в канавках, без заклиниваний и задиров.
Установка поршня в блок цилиндров
- Перед установкой поршня в цилиндр необходимо тщательно протереть ветошью шатунные шейки коленчатого вала, втулку цилиндров и провернуть коленчатый вал таким образом, чтобы шейка вставляемого поршня находилась в положении нижней мертвой точки (НМТ).
- Вставьте вкладыш в нижнюю головку шатуна таким образом, чтобы направляющий усик на вкладыше точно вошел в специальную проточку на головке шатуна.
- Смажьте вкладыш машинным маслом, оденьте на поршень специальную направляющую оправку для сжимания колец и опустите шатун в цилиндр. Как правильно ставить поршень в цилиндр в соответствии с указателями написано выше. Если направляющей оправки нет, то сжимать каждое колечко придется вручную, постепенно проталкивая поршень в цилиндр.
- После того как поршень зашел в цилиндр, следует аккуратно установить нижнюю головку шатуна на шейку коленчатого вала. Вставляем в нижнюю крышку шатуна вкладыш так, чтобы направляющий усик на вкладыше точно вошел в специальную проточку на крышке шатуна и смазываем вкладыш машинным маслом.
- Установить крышку нижней головки шатуна с нижней частью коленчатого вала. На торцах нижней головки шатуна и крышке должны быть цифровые обозначения номера цилиндра.
- Поставить нижнюю крышку шатуна таким образом, чтобы номера цилиндров на шейке и крышке были с одной стороны.
- Закрепить крышку шатуна с умеренным усилием и установить предохранительные шплинты на болты.
Ещё больше интересного
как ставить поршни, как правильно ставить поршень, как ставить кольца на поршень, какой стороной ставить поршень:В статье дана подробная инструкция как ставить поршни в двигатель автомобиля. Также дана информация как установить поршневые кольца и какой стороной необходимо ставить поршни в двигатель.
abrvalk.ru
Сборка и установка шатунно-поршневой группы на примере двигателя ЗИЛ-508.10
Поршни с шатунами. На днище поршня нанесено обозначение группы поршня по диаметру юбки, на передней части поршня — ремонтной группы и ремонтного размера поршня. Для облегчения индивидуального подбора поршней к цилиндрам каждый из размеров ремонтной группы подразделяется на размерные группы, в которых размеры поршней по диаметру юбки следуют через 0,01 мм. Поршни по массе изготовляют с точностью 5 г, поэтому их подбор и маркировку по массе не проводят. Все операции подбора поршней по цилиндрам необходимо проводить при температуре окружающей среды 17...23°С.
Для облегчения индивидуального подбора поршневых пальцев поршни по диаметру отверстия под поршневой палец подразделяются на четыре размерные группы. Маркировка размерной группы по диаметру отверстий под палец осуществляется нанесением краски на бобышку поршня.
При замене поршней без замены гильзы цилиндров верхнюю кромку (буртик) гильзы, которая образовалась в результате изно-
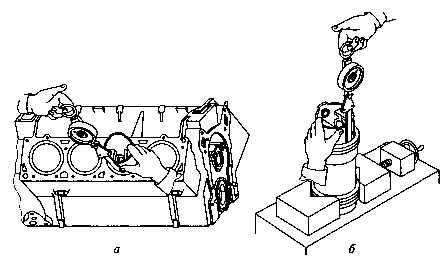
Рис. 9.4. Подбор поршней к гильзам цилиндров с помощью ленты-щупа:
А — гильза запрессована в блок цилиндров; Б — гильза выпрессована из блока
Цилиндров
Са гильзы под верхним поршневым кольцом, целесообразно обработать шабером или мелкозернистым шлифовальным кругом, установленным на пневматической или электрической дрели. Поршни к гильзам цилиндров следует подбирать так, чтобы зазор между стенкой цилиндров и юбкой поршня был 0,03...0,05 мм. Зазор определяется лентой-щупом (рис. 9.4) толщиной 0,08 мм, шириной 10... 13 мм и длиной не менее 200 мм.
Лента-щуп протягивается через зазор между неподвижным поршнем и цилиндром с усилием 25...45 Н. При этом поршень должен быть обращен днищем вниз, а лента-щуп должна находиться в плоскости, перпендикулярной оси отверстия под поршневой палец.
Подбор поршней можно проводить не выпрессовывая гильзы из блока (рис. 9.4, А) Или после их выпрессовки (рис. 9.4, Б). Подобрав поршни к гильзам цилиндров, необходимо на днищах поршней выбить порядковые номера цилиндров.
Стопорные кольца поршневого пальца должны устанавливаться в канавках поршня с натягом и не должны провертываться от усилия руки. Кольца, потерявшие упругость, следует заменить.
Шатуны. Нижняя головка шатуна обрабатывается в сборе с крышкой, поэтому при разборке, контроле и сборке шатун и крышку шатуна следует сохранять в комплекте. Крышки шатунов центрируются по шлифованным поверхностям шатунных болтов. Ремонт верхней головки шатуна обычно заключается в выпрес-
Совке, запрессовке и растачивании втулки. Усилие запрессовки втулки должно быть не менее 7 ООО Н.
При ремонте верхней головки шатуна размеры под втулку и палец должны соответствовать размерам, рекомендованным заводом-изготовителем. Для подбора пары поршневой палец—шатун размеры верхней головки шатуна (диаметр отверстия под втулку) подразделяются на размерные группы, которые отличаются друг от друга на 0,0025 мм.
Сборка шатунно-поршневой группы. Для сборки шатуна с поршнем необходимо поршневой палец подобрать к втулкам верхней головки шатуна и бобышкам поршня. Для соединения с шатуном поршень нагревают в масле или в электронагревательном приборе до температуры 55 °С. При этом палец в отверстие бобышки нагретого поршня должен входить плавно от усилия большого пальца правой руки. В таком соединении после охлаждения поршня появляется необходимый натяг 0,0025...0,0075 мм. Затем сверяются порядковые номера поршней и шатунов. Шатун закрепляется в тисках, устанавливается поршень, их соединение фиксируется пальцем.
Поршень при сборке с шатуном должен быть установлен так, чтобы метка на днище поршня была направлена к передней части двигателя. Бобышка, выштампованная на шатуне для левой группы цилиндров, должна быть направлена также к передней части двигателя, т. е. в одну сторону с меткой на поршне. Для правой группы цилиндров при сборке поршня с шатуном бобышка шатуна должна быть направлена к задней части двигателя, а метка на днище поршня — к передней части.
После соединения и проверки шатунно-поршневой группы нужно закрепить стопорными кольцами палец в бобышках поршня. Затем тщательно протереть подобранные по канавкам и подогнанные к цилиндрам поршневые кольца и установить их на поршни с помощью приспособления мод. И 803.02.000 или 2479.
Поршни в сборе с шатуном проверяют по массе. Разница в массе в комплекте, установленном на одном двигателе, не должна превышать 12 г, т. е. шатуны должны соответствовать по массе одной группе. Для установки поршней с шатунами в цилиндры блока необходимо повернуть блок двигателя, установить его на стенде вертикально, передней частью вверх; последовательно, один за другим устанавливать поршни с шатунами в сборе; тщательно протереть салфеткой постель под вкладыши в нижней головке шатуна; отвернуть гайки и снять крышку шатуна; установить шатун с поршнем. При этом рекомендуется надеть на шатунные болты специальные латунные или медные колпачки, предохраняющие зеркало гильзы цилиндров от повреждений.
Затем необходимо проверить и продуть отверстие в нижней головке шатуна, служащее для разбрызгивания масла на стенки
Цилиндра; вставить вкладыши в шатун и в крышку; протереть салфеткой верхние вкладыши шатуна и поршень; установить на поршень кольца, располагая внутреннюю выточку вверх. Развести стыки компрессионных колец по окружности поршня примерно на 120°; после установки развести стыки компрессионных колец на 180°. Протереть салфеткой гильзы цилиндров блока и шатунную шейку; смазать чистым маслом, применяемым для двигателя, поверхность шатунного вкладыша, поршня, поршневых колец и гильз цилиндров; вставить поршень с шатуном в цилиндр, направив метку на днище поршня к передней части двигателя с помощью специального приспособления; продвигая поршень по цилиндру с помощью деревянной оправки, довести подшипники шатуна до шейки коленчатого вала; смазать маслом шейку вала и подтянуть нижнюю головку к ней; снять предохранительные наконечники с шатунных болтов; поставить на место нижнюю крышку шатуна и закрепить ее шатунными гайками, пользуясь угловым торцовым ключом; проверить суммарный осевой зазор между торцами шатунов и шатунной шейки коленчатого вала с помощью щупа; окончательную затяжку шатунных подшипников проводить динамометрическим ключом.
После затяжки каждой пары шатунных подшипников нужно проворачивать коленчатый вал. Момент прокручивания вала при правильно подобранных радиальных зазорах в подшипниках должен быть не более 100 Нм. Аналогичные операции нужно провести при установке в цилиндры остальных поршней с шатунами.
my-miks.ru
Правильно установить поршни ваз. Как правильно установить. pravilno-sdelat.ru
» Как правильно установить
Как ставить поршни?
Установка поршня в двигатель требует внимания и определённых технических знаний. Неверная установка может привести к разрушению двигателя. В статье написано как ставить поршни на двигатель автомобиля марки ВАЗ, поскольку их устройство максимально простое и обслуживать их может каждый самостоятельно.
Сборка поршневой группы
- Перед началом работ рекомендуется предварительно нагреть поршень до температуры +240 градусов, но при отсутствии такой возможности, можно и на холодную вставить поршневый палец.
- Перед соединением тщательно протереть отверстие шатуна, поршня, и поршневого пальца от пыли ветошью.
- Далее, стоит смазать отверстия и поршневой палец машинным маслом.
- Поршень и шатун важно правильно установить по отношению друг к другу. Какой стороной ставить поршень, подскажут условные обозначения. Поршень может иметь специальные выемки для клапанов или стрелку на внутренней поверхности поршня, которая должна смотреть вперёд по
 направлению движения машины. На шатуне имеются специальные наплавки в виде буквенных обозначений, которые также должны смотреть вперёд по направлению движения.
направлению движения машины. На шатуне имеются специальные наплавки в виде буквенных обозначений, которые также должны смотреть вперёд по направлению движения. - Соединить поршень с шатуном при помощи соединительного пальца. Совместите отверстия поршня с отверстием на шатуне и вставляйте поршневой палец. Поршневой палец не должен входить в отверстие свободно. Нужно будет приложить определённое усилие путём лёгкого постукивания молотком по торцевой части пальца. Нельзя стучать непосредственно по пальцу, это может привести к образованию заусенец. Чтобы этого не произошло, используйте деревянную накладку для забивания пальца. При вбивании пальца, поршень не должен лежать на твёрдой или металлической поверхности, желательно подстелить мягкую ветошь или деревянный брус.
- После того как палец вошел, нужно закрепить его стопорными кольцами в специальных канавках поршня.
Установка поршневых колец
- Перед тем как ставить кольца на поршень, стоит убедиться, что поршневые канавки чистые, при необходимости протрите их чистой ветошью.
- Кольца устанавливаются сверху вниз, то есть первым ставят самое нижнее маслосъемное кольцо, затем компрессионные.
- При установке маслосъемного кольца нужно проследить, чтобы замки самого кольца и внутренней пружины находились по разные стороны поршня.
- Если на кольцах есть буквенные обозначения, расположите кольца размеченной стороной вверх. Для облегчения установки поршень можно смазать машинным маслом. Компрессионные кольца могут иметь разную ширину в соответствии с шириной канала на поршне.
- После чего стоит развернуть кольца таким образом, чтобы замки располагались под углом минимум в 120 друг от друга. В противном случае компрессия может быть нарушена.
- После установки всех компрессионных колец на поршень, стоит убедиться, что кольца спокойно вращаются в канавках, без заклиниваний и задиров.
Установка поршня в блок цилиндров
- Перед установкой поршня в цилиндр необходимо тщательно протереть ветошью шатунные шейки коленчатого вала, втулку цилиндров и провернуть коленчатый вал таким образом, чтобы шейка вставляемого поршня находилась в положении нижней мертвой точки (НМТ).
- Вставьте вкладыш в нижнюю головку шатуна таким образом, чтобы направляющий усик на вкладыше точно вошел в специальную проточку на головке шатуна.
- Смажьте вкладыш машинным маслом, оденьте на поршень специальную направляющую оправку для сжимания колец и опустите шатун в цилиндр. Как правильно ставить поршень в цилиндр в соответствии с указателями написано выше. Если направляющей оправки нет, то сжимать каждое колечко придется вручную, постепенно проталкивая поршень в цилиндр.
- После того как поршень зашел в цилиндр, следует аккуратно установить нижнюю головку шатуна на шейку коленчатого вала. Вставляем в нижнюю крышку шатуна вкладыш так, чтобы направляющий усик на вкладыше точно вошел в специальную проточку на крышке шатуна и смазываем вкладыш машинным маслом.
- Установить крышку нижней головки шатуна с нижней частью коленчатого вала. На торцах нижней головки шатуна и крышке должны быть цифровые обозначения номера цилиндра.
- Поставить нижнюю крышку шатуна таким образом, чтобы номера цилиндров на шейке и крышке были с одной стороны.
- Закрепить крышку шатуна с умеренным усилием и установить предохранительные шплинты на болты.
Ещё больше интересного
Двигатель ВАЗ
Колонка рулевого
Двигатель ВАЗ. Поршень
Поршень отлит из алюминиевого сплава. Юбка поршня в поперечном сечении овальная, а по высоте имеет коническую форму: в верхней части меньший диаметр, чем в нижней. Поэтому измерять диаметр поршня необходимо только в плоскости, перпендикулярной поршневому пальцу, и на расстоянии 52,4 мм от днища поршня.
Отверстие под поршневой палец смещено от оси симметрии на 2 мм в правую сторону двигателя. Поэтому для правильной установки поршня в цилиндр около отверстия под поршневой палец имеется метка П , которая должна быть обращена в сторону передней части двигателя.
По наружному диаметру поршни подразделяются на пять классов через 0,01 мм, а по диаметру отверстия под поршневой палец - на три категории через 0,004 мм. Класс поршня (буква) и категория отверстия под поршневой палец (цифра) указаны на днище поршня.
В запасные части поставляются поршни классов А, С, Е. Этих классов достаточно для подбора поршня к любому цилиндру, так как поршни и цилиндры разбиты на классы с некоторым перекрытием размеров. Например, к цилиндрам классов В и D может подойти поршень класса С. Кроме того, при ремонте двигателей поршни обычно заменяют у изношенных цилиндров, поэтому к незначительно изношенному цилиндру, имевшему класс В, может подойти поршень класса С. Главное при подборе поршня - обеспечение необходимого монтажного зазора между поршнем и цилиндром (0,05-0,07 мм).
Имеются два вида поршней: поршни диаметром 76 мм без выемки на днище для двигателей 2103 и 2101 и поршни диаметром 79 мм для двигателей 21011 и 2106 с выемкой на днище диаметром 55 мм и глубиной 1,9 мм.
Поршни ремонтных размеров с 1986 г. для всех моделей двигателей изготавливаются с увеличенным на 0,4 и 0,8 мм наружным диаметром. До 1986 г. выпускались поршни следующих ремонтных размеров: для двигателей 2103 и 2101 - с увеличением на 0,2; 0,4 и 0,6 мм; для 2106 и 21011 - с увеличением на 0,4 и 0,7 мм.
Поршневые кольца. На поршне установлены два компрессионных кольца и одно маслосъемное. Все они изготовлены из чугуна.
Наружная поверхность верхнего компрессионного кольца хромирована и имеет бочкообразную форму. Нижнее компрессионное кольцо - скребкового типа (с выточкой по наружной поверхности), фосфатированное.
Поршневой палец. На всех моделях двигателей, описанных в данном руководстве, устанавливаются одинаковые стальные трубчатые поршневые пальцы 5. Они запрессованы в верхнюю головку шатуна 3 и свободно вращаются в бобышках поршня. По наружному диаметру пальцы разбиты на три категории через 0,004 мм. Категория пальца маркируется на его торце соответствующим цветом: 1-я -синим, 2-я - зеленым и 3-я - красным.
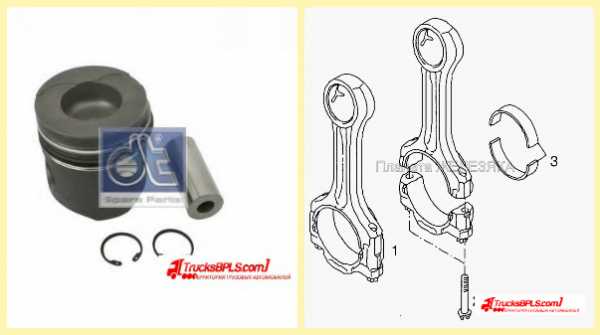
Шатун. Нижняя головка стального кованого шатуна 3 разъемная, в ней устанавливаются шатунные вкладыши 2. Шатун обрабатывается вместе с крышкой, поэтому она невзаимозаменяема с крышками других шатунов. Чтобы при сборке не перепутать крышки шатунов, на шатуне и его крышке (сбоку) клеймится номер цилиндра, в который они устанавливаются. При сборке цифры на шатуне и крышке должны находиться на одной стороне.
Поршень изготовлен из алюминиевого сплава и покрыт слоем олова для улучшения прирабатываемости. Юбка поршня в поперечном сечении овальная, а по высоте коническая. Поэтому измерять диаметр поршня необходимо только в плоскости, перпендикулярной поршневому пальцу и на расстоянии 52,4 мм от днища поршня.
Отверстие под поршневой палец смещено от оси симметрии на 2 мм в правую сторону двигателя. Поэтому для правильной установки поршня в цилиндр около отверстия под поршневой палец имеется метка «П», которая должна быть обращена в сторону передней части двигателя.
Поршни ремонтных размеров с 1986 г. для всех моделей двигателей изготавливаются с увеличенным на 0,4 и 0,8 мм наружным диаметром. До 1986 г. выпускались поршни следующих ремонтных размеров: для двигателей 2101 и 2103 — с увеличением на 0,2; 0,4 и 0,6 мм; для 2105 и 21011 —с увеличением на 0,4 и 0,7 мм.
Поршневые кольца изготовлены из чугуна. Наружная поверхность верхнего компрессионного кольца хромирована и имеет бочкообразную форму. Нижнее компрессионное кольцо — скребкового типа (с выточкой по наружной поверхности), фосфатированное. Маслосъемное кольцо имеет прорези для снимаемого с цилиндра масла и внутреннюю витую пружину (расширитель).
Поршневой палец — стальной, трубчатого сечения, запрессован в верхнюю головку шатуна и свободно вращается в бобышках поршня.
Шатун — стальной, кованый, с разъемной нижней головкой, в которой устанавливаются вкладыши шатунного подшипника. Шатун обрабатывается вместе с крышкой, поэтому при сборке цифры на шатуне и крышке должны быть одинаковы.
Подбор поршня к цилиндру
Расчетный зазор между поршнем и цилиндром (для новых деталей) равен 0,05—0,07 мм. Он определяется промером цилиндров и поршней и обеспечивается установкой поршней того же класса, что и цилиндры. Максимально допустимый зазор (при износе деталей) — 0,15 мм. Примечание. Диаметр поршня измеряется в плоскости, перпендикулярной поршневому пальцу, на расстоянии 52,4 мм от днища поршня.По наружному диаметру поршни разбиты на пять классов (А, В, С, D, Е) через 0,01 мм, а по диаметру отверстия под поршневой палец - на три категории через 0,004 мм. Класс поршня (буква) и категория отверстия под поршневой палец (цифра) клеймятся на днище поршня.
Если у двигателя, бывшего в эксплуатации, зазор превышает 0,15 мм, то необходимо заново подобрать поршни к цилиндрам, чтобы .зазор был возможно ближе к расчетному.
В запасные части поставляются поршни классов А, С, Е. Этих классов достаточно для подбора поршня к любому цилиндру при ремонте двигателя, таккак поршни и цилиндры разбиты на классы с небольшим перекрытием размеров.
Разборка. Извлеките из поршня стопорные кольца поршневого пальца, выньте палец и отсоедините шатун от поршня. Снимите поршневые кольца.
Шатунные болты запрессованы в шатун. Поэтому, чтобы не нарушить посадки болта в шатуне, не допускается выпрессовывать болты из шатунов при разборке двигателя и шатунно-поршневой группы.
Если некоторые детали шатунно-поршневой группы не повреждены и мало изношены, то они могут быть снова использованы. Поэтому при разборке пометьте их, чтобы в дальнейшем собрать группу с теми же деталями и установить в прежний цилиндр двигателя.
Сборка. Перед сборкой подберите палец к поршню и шатуну. У новых деталей класс отверстий под палец в шатуне и поршне должен быть идентичен классу пальца. У деталей бывших в эксплуатации, для правильного сопряжения необходимо, чтобы поршневой палец, смазанный моторным маслом, входил в отверстие поршня или шатуна от простого нажатия большого пальца руки и не выпадал из него.
Выпадающий палец замените другим, следующей категории. Если в поршень вставлялся палец третьей категории, то замените поршень палец и шатун.
Сборка шатунно-поршневой группы выполняется в порядке, обратном разборке. После установки поршневого пальца смажьте его моторным маслом через отверстия в бобышках поршня. Поршневые кольца устанавливайте в следующем порядке.
Смажьте моторным маслом канавки на поршне и поршневые кольца. Ориентируйте поршневые кольца так, чтобы замок верхнего компрессионного кольца располагался под углом 45° к оси поршневого пальца, замок нижнего компрессионного кольца — под углом приблизительно 180° к оси замка верхнего компрессионного кольца, а замок маслосъемного 1 кольца — под углом приблизительно 90° к оси замка верхнего компрессионного кольца
Нижнее компрессионное кольцо устанавливайте выточкой вниз. Если на кольце нанесена метка «Верх» или «ТОР», то кольцо устанавливайте меткой вверх (к днищу поршня).
Перед установкой маслосъемного кольца проверьте, чтобы стык пружинного расширителя располагался со стороны, противоположной замку кольца.
Проверка технического состояния
Очистите поршень от нагара и удалите все отложения из смазочных каналов поршня и шатуна.
Тщательно осмотрите детали. Трещины любого характера на поршне, поршневых кольцах, пальце, на шатуне и его крышке не допускаются. Если на рабочей поверхности вкладышей имеются глубокие риски, то замените вкладыши новыми.
зазор между поршневыми кольцами и канавкамипроверяйте набором щупов, вставляя кольцо в соответствующую канавку. Расчетный зазор (округленный до 0,01 мм) для новых деталей составляет для верхнего компрессионного кольца 0,04-0,07 мм, для нижнего — 0,03-0,06 мм и для маслосъемного — 0,02-0,05 мм. Предельно допустимые зазоры при износе — 0,15 мм.
Зазор в замке поршневых колец проверяйте набором щупов, вставляя кольца в калибр, имеющий диаметр отверстия, равный номинальному диаметру кольца с допуском ±0,003 мм. Для колец нормального размера диаметром 82 мм можно применять калибр 67.8125.9502.Зазор должен быть в пределах 0,25-0,45 мм для всех новых колец. Предельно допустимый зазор при износе — 1 мм
Источники: http://elhow.ru/tehnika/avto/remont-avtomobilja/dvigatel/kak-stavit-porshni, http://www.vaz-2101-07.ru/1_dvigatel/5.html, http://www.autoend.ru/Vaz2106/Engine/Piston_con-rod_txt.htm
Комментариев пока нет!pravilno-sdelat.ru