Как правильно установить шатуны на ваз 2106
Замена поршневой на ваз 2106: подробная инструкция

Замена поршня
Давление рабочих газов, после воспламенения топливной смеси превышает 60 кг./см2, что создает осевую нагрузку более 3000 кг. и боковую нагрузку до 250 кг. Высокая температура вносит свою лепту в ускорение процесса разрушения, когда требуется замена поршня ВАЗ 2106.
Ремонт поршневой: на что следует обратить внимание
Современные материалы и технологии изготовления деталей позволяют эксплуатировать двигатель в очень напряженных режимах. Максимальная частота вращения коленчатого вала достигает ста оборотов в секунду.Поршень с шатуном при этом дважды за каждый оборот (двести раз в секунду) достигают скорости поступательного движения до 30 м./сек. и столько же раз полностью останавливаются, вызывая огромные циклические инерционные нагрузки (вес при таком ускорении увеличивается более чем в тысячу раз).Поэтому технологи стараются максимально облегчить поршень, изготавливают его из алюминиевого сплава с залитой стальной пластиной, компенсирующей тепловые деформации. Поршень имеет ребра жесткости и твердое анодирование, до огневого пояса, что предохраняет от прогорания днище и канавку верхнего компрессионного кольца.Трение уменьшается самыми прогрессивными марками масел с присадками. Но избежать износа невозможно, поэтому периодически, после определенного пробега производится замена поршневой ВАЗ 2106.Лучше делать это при появлении первых симптомов:
- повышенный расход масла;
- снижение компрессии;
- уменьшение тяги.
Эксплуатация автомобиля с проявлениями износа, может привести к таким повреждениям, которые потребуют капитального ремонта, отчего многократно возрастет цена.
Как демонтировать поршневую самостоятельно
В первую очередь необходимо тщательно вымыть двигатель, так как после разборки сложно будет предотвратить попадание песчинок и грязи внутрь. Двигатель нужно положить на прочный стеллаж высотой удобной для работы.Подготовить ветошь, набор инструментов и приспособлений:
- торцевые, накидные ключи и головки10 мм.,12 мм.,13 мм.,14 мм.,17 мм.,19 мм.,22 мм., и ключ36 мм.;
- набор тонких плоских щупов;
- нутромер;
- микрометр;
- штангенциркуль;
- динамометрический ключ;
- приспособление для сжатия колец на поршне;
- втулка для установки поршневых пальцев;
- газовая горелка;
- молоток;
- керн;
- переносная лампа;
- большая плоская отвертка.
Совет: Перед разборкой своими руками керном помечаются все детали, и делается фото начального расположения с номерами и метками съемных деталей для возможности установки на свое место в случае их пригодности.
Последовательность разборки
Итак:
- Двигатель со снятыми головкой, поддоном и боковыми крышками ложится на бок для возможности доступа к поршням и шатунам. Гаечным ключом36 мм. коленчатый вал проворачивается в положение максимального выдвижения гаек пары шатунов.
- Головкой и длинным воротком нужно открутить по две гайки, крепящие крышку шатуна первого и четвертого цилиндров, можно любого, но более правильно соблюдать выбранную последовательность. Легким постукиванием молотка крышка сдвигается с места, что позволит без усилий ее снять со шпилек.Желательно предварительно с этапами работы познакомиться по видео.
Совет: Крышки и шатуны составляют пару, при их изготовлении окончательная расточка посадочного отверстия производится в собранном виде, поэтому они метятся номером цилиндра и не могут заменяться. Нужно следить, чтобы номера при сборке совпадали и были направлены в одну сторону.
- Деревянной рукояткой молотка, упираясь в шпильку, шатун с поршнем выталкивается наружу через верхнюю плоскость блока цилиндров. Коленчатый вал проворачивается в положение максимального выдвижения гаек двух других шатунов.Аналогично разбираются все четыре поршня. Раскручиваются коренные подшипники, и снимается коленчатый вал для визуального осмотра.
Внимание: Крышки коренных подшипников имеют обозначение рисками, очень важно ставить их только на свое место, так как они не взаимозаменяемы, этого требует технология расточки и инструкция сборки.
- Снимаются вкладыши с шатунов и крышек. При ремонте ВАЗ 2106 замена поршневых колец производится, начиная с верхнего компрессионного, последовательно снимаются все кольца с поршней, втулкой выбиваются поршневые пальцы.Если есть возможность, лучше воспользоваться прессом. Детали, блок промываются керосином, обдуваются сжатым воздухом, каналы охлаждения и смазки продуваются.
- Шлифованные поверхности протираются и проверяются на наличие повреждений. Для осмотра используется переносная лампа, меняя угол освещения удобно рассмотреть мелкие царапины.Трещины не допускаются, при их обнаружении придется заменять детали с браком, в том числе и блок.
- Измерение износа производится нутромером в четырех плоскостях, расположенных от верхней плоскости на расстоянии 5мм., 15 мм., 50 мм. и 90 мм. В каждой плоскости производится два замера в перпендикулярных направлениях.
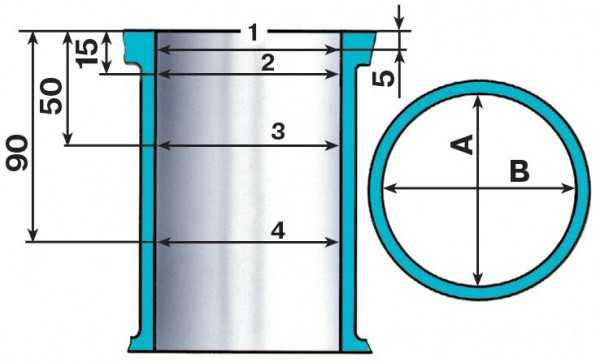
Схема плоскостей измерения диаметра цилиндров
- В зоне первой плоскости цилиндр практически не изнашивается, поэтому разница размеров покажет степень износа. Если износ превышает 0, 15 мм., или на стенках цилиндров имеется выработка или царапины, блок необходимо расточить до их полного удаления и довести до нужного размера и класса чистоты хонингованием.
Когда необходима замена поршней на ВАЗ 2106 расточка цилиндров производится в один из пяти стандартизованных размеров, определяющих класс точности, обозначаемых латинскими буквами:
- A 79,00-79,01 мм.;
- B 79,01-79,02 мм.;
- C 79,02-79,03 мм.;
- D 79,03-79,04 мм.;
- E 79,04-79,05 мм.
После расточки цилиндров определяется размер подходящих ремонтных
Размеры ремонтных поршней, шатунов, поршневых колец и пальцев
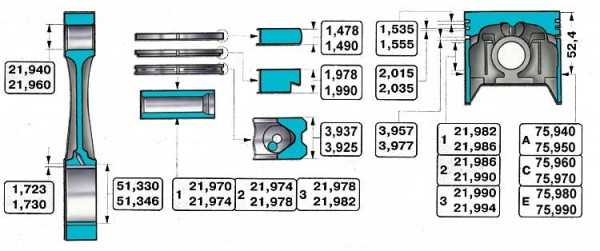
- Юбка поршня имеет овальную форму, а по высоте коническую к верху, поэтому точный замер получится только на линии перпендикулярной оси пальца на уровне52,4 мм. от поверхности днища.
- Гарантированный зазор, когда производится замена поршней ВАЗ 2106, в цилиндрах должен быть 0,05-0,07 мм., что достигается хонингованием. Выполнить эту операцию могут только профессионалы в мастерских, имеющих точный расточный станок и специальную оснастку.
- Шатуны и крышки не должны иметь рисок, задиров, если вкладыш провернуло, шатун станет непригодным, его нужно будет заменить. Если коленчатый вал не нужно перешлифовывать, в шатуны вставляются номинальные вкладыши. Если шейки нужно шлифовать, ставятся ремонтные вкладыши в зависимости от уменьшения диаметра шейки коленчатого вала на 0,25 мм.,0,50 мм.,0,75 мм. и1,00 мм. Шатунные вкладыши одного размера взаимозаменяемы.
Подбор деталей одного размера, их совмещение
Выбирая поршневой палец, нужно руководствоваться цветными метками на торце пальцев, обозначающими три категории с разницей диаметров в четыре микрона:
- Синяя 21,970-21,974 мм.;
- Зеленая 21,974-21,978 мм.;
- Красная 21,978-21,982 мм.
Поршневой палец смазывается моторным маслом и должен входить в отверстие бобышки поршня от небольшого усилия пальцев, и не должен выпадать под действием собственного веса. Если палец третьей категории выпадает, нужно заменить поршень.Подобранные поршни должны отличаться по весу не более чем на 2,5 грамма. Масса обычно указывается на днище.При необходимости, можно подгонять вес, протачивая поршень в местах, указанных стрелками. Глубина проточки, при этом, не должна превышать 4,50 мм. от номинала 59,4 мм.
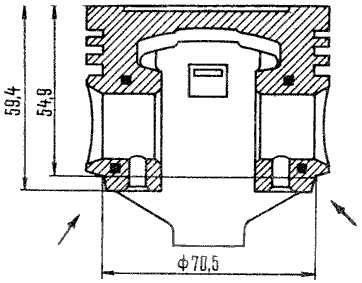
Места возможного удаления металла для подгонки веса поршня
- Когда поршни шатуны и пальцы подобраны и проверены, можно их собирать. Для этого головка шатуна нагревается газовой горелкой до 240 0С, (до темно малинового цвета), на шатун надевается поршень, палец вставляется оправкой.Нужно запрессовывать очень быстро и точно, так как после остывания шатуна палец сдвинуть очень сложно. Оправка и палец должны быть подготовлены, лежать в удобном месте.
Совет: В случае непредвиденной задержки, например случайное выпадение пальца, лучше повторить нагревание.
- После остывания шатуна нужно приспособлением с упором и индикатором проверить прочность установки пальца, он должен оставаться неподвижным при воздействии нагрузки в 4000 ньютон. Если индикатор зафиксирует сдвиг, придется ставить другой шатун с меньшим отверстием.
- Чтобы определить, нужна ли замена поршневых колец ВАЗ 2106, кольца проверяются на пригодность по зазору в замке, он не должен превышать 0,45 мм., для этого кольцо вставляется в цилиндр на глубину около 50 мм., для избегания перекоса можно воспользоваться поршнем, и щупом замеряется зазор замка.Если зазор меньше 0,25 мм., нужно стыковые грани спилить болгаркой, если больше допустимого размера, нужно поменять кольца.
Посадка колец в канавки тоже должна иметь определенный зазор, который проверяется щупом:
- Верхнее компрессионное кольцо 45-80 мкм.;
- Второе компрессионное 25-60 мкм.;
- Маслосъемное кольцо 20-55 мкм.
В поршнях конструктивно решен вопрос плавного перехода в.м.т. путем смещения отверстия под палец на 1,2 мм. относительно оси симметрии вперед по движению. Поэтому на поршнях ставится метка, стрелка или буква «П», которая определяет сторону, которая должна направляться при сборке вперед.
Установка поршней и крепление шатунов
Итак:
- На поршнях последовательно устанавливаются маслосъемное, второе и первое компрессионные кольца. Замена поршневых колец на ВАЗ 2106 требует особого внимания, так как чугунные кольца очень хрупкие и небольшая ошибка при разжимании может привести к поломке.Кольца поворачиваются стороной с меткой «Верх» или фаской в сторону днища, выжимаются на огневой пояс, затем проталкиваются к своей проточке.
- Кольца при этом практически не разжимаются, а только обеспечивается возможность перемещения по поверхности поршня. Замок первого кольца поворачивается на тридцать градусов от оси пальца, остальные кольца ставятся с расположением замков под 120 градусов относительно друг друга.Такое расположение обеспечит равномерность износа стенок цилиндров. Поршни и вкладыши смазываются машинным маслом, кольца стягиваются оправкой, поршни поочередно вставляются в соответствующие цилиндры. Шатуны поворачиваются меткой вперед и одеваются на шейки коленчатого вала.
- В крышки шатунов вставляются вкладыши выступом в паз, смазываются и крышки одеваются на шпильки своих (по меткам) шатунов. Гайки наживляются и закручиваются динамометрическим ключом с одинаковым усилием 12,7 Н/м. Так производится замена поршневой группы ВАЗ 2106.
Совет: Номера на шатунах и крышках должны располагаться с одной стороны.
Выполнить замену поршневой самостоятельно вполне возможно, нужно только очень внимательно следовать требуемой последовательности.
masteravaza.ru
ВАЗ 2106 | Поршни и шатуны
Проверьте, чтобы относительное положение поршня и шатуна было таким же, как и до разборки.
– смажьте чистым моторным маслом расширитель маслосъемного кольца и верхнюю и нижнюю части кольца; – установите расширитель маслосъемного кольца на поршень так, чтобы концы расширителя были направлены вверх; – установите нижнюю часть маслосъемного кольца на поршень. Кольцо может быть установлено любой стороной вверх; – установите верхнюю часть маслосъемного кольца на поршень. Кольцо может быть установлено любой стороной вверх.
Метки "R" или "Y" на компрессионных кольцах должны быть направлены к верхней части поршня.
10. Для защиты шейки коленчатого вала от повреждения оденьте на болты крепления крышек шатунов отрезки резиновой или пластиковой трубки.
Момент затяжки: 29–34 Н•м
При установке шатунов совместите метки, нанесенные на шатун и крышку шатуна и правильно сориентируйте шатун по отношению к блоку цилиндров, так как в противном случае будет нарушена подача смазки к шатунным вкладышам.
После установки всех поршней поверните коленчатый вал в такое положение, чтобы поршни расположились между ВМТ и НМТ, затем установите головку блока цилиндров. Это исключит соударение поршней и клапанов, которое может привести к деформации клапанов и повреждению двигателя.
19. Измерительным шаблоном измерьте ширину деформированного пластикового стержня Plastigauge и определите величину зазора. Удалите деформированный пластиковый стержень Plastigauge с шеек коленчатого вала и вкладышей шатунных подшипников.
Номинальный зазор в шатунном подшипнике: 0,026–0,054 мм Предельно допустимый зазор: 0,10 мм
Момент затяжки: 29–34 Н•м
Номинальный боковой зазор шатуна: 0,110–0,262 ммПредельно допустимый зазор: 0,30 мм
Не измеряйте зазор между крышкой шатуна и коленчатым валом.
automn.ru
Сборка двигателя автомобиль ВАЗ 2106 - Ремонт двигателя ВАЗ - Ремонт двигателей - Полезные статьи и ремонт двигателя - Автомир
ПРИМЕЧАНИЕПри сборке поршня с шатуном двигателей ваз 2106, выпущенных до 1990 г., поршень с шатуном должен совмещаться так, чтобы метка «П» на поршне (показана стрелкой) находилась со стороны отверстий для выхода масла на нижней головке шатуна.
На двигателях ваз 2106, выпущенных после 1990 г., отверстий в шатуне и шатунных вкладышах нет. Поршень с шатуном можно соединять в любом положении.
ПОЛЕЗНЫЙ СОВЕТРис. 4.8. Приспособление для запрессовки поршневого пальца: 1 - валик; 2 - поршневой палец; 3 - направляющая втулка; 4 - винт; 5 - дистанционное кольцо Для запрессовки поршневого пальца лучше пользоваться специальным приспособлением (рис. 4.8). При отсутствии его можно подобрать подходящую оправку.
1. Наденьте поршневой палец 2 (см. рис. 4.8) на валик 1 приспособления для установки поршневого пальца с надетым на него дистанционным кольцом 5. Затем наденьте направляющую втулку 3 и закрепите ее винтом 4, не затягивая винт.
2. Нагрейте шатун в печи до температуры 240 °С для расширения его головки. Извлеките шатун из печи и быстро зажмите его в тиски. Наденьте поршень на шатун, следя, чтобы отверстие под палец совпало с отверстием в верхней головке шатуна. Усилием руки протолкните палец с помощью приспособления в отверстия поршня и шатуна до упора. Снимите приспособление. После охлаждения шатуна смажьте палец моторным маслом через отверстия в бобышках поршня.
ПРИМЕЧАНИЕЗапрессовывайте поршневой палец как можно скорее, так как шатун охлаждается быстро и после охлаждения изменить положение пальца нельзя. Во время установки поршневого пальца, соблюдая осторожность (поршень нагревается от шатуна), прижимайте поршень бобышкой к шатуну в направлении запрессовки пальца.
3. Установите поршневые кольца в порядке, обратном снятию.
ПРЕДУПРЕЖДЕНИЕПри установке не разжимайте кольца больше, чем необходимо, чтобы не деформировать или не сломать их.
ПРИМЕЧАНИЕМогут применяться два типа маслосъемных колец: 1 - состоящее из расширителя и двух колец; 2 - состоящее из расширителя и одного кольца.
 Снятие кольца второго типа рассмотрено в подразделе. Установка выполняется в порядке, обратном снятию. При этом кольцо устанавливайте так, чтобы стык расширителя располагался со стороны, противоположной замку кольца.
Снятие кольца второго типа рассмотрено в подразделе. Установка выполняется в порядке, обратном снятию. При этом кольцо устанавливайте так, чтобы стык расширителя располагался со стороны, противоположной замку кольца.
 Нижнее компрессионное кольцо устанавливайте выточкой вниз. Если на кольце нанесена метка «Верх» или «ТОР», то кольцо устанавливайте меткой вверх (к днищу поршня).
Нижнее компрессионное кольцо устанавливайте выточкой вниз. Если на кольце нанесена метка «Верх» или «ТОР», то кольцо устанавливайте меткой вверх (к днищу поршня).
4. Сориентируйте поршневые кольца. Установите кольца на остальные поршни. ПРИМЕЧАНИЕПоршневые кольца сориентируйте следующим образом: - замок верхнего компрессионного кольца должен располагаться под углом 30-45° к оси поршневого пальца; - замок нижнего компрессионного кольца - под углом примерно 180° к оси замка верхнего компрессионного кольца; - замок маслосъемного кольца второго типа (или замок верхнего маслосъемного кольца первого типа) - под углом 30-45° к оси поршневого пальца между замками компрессионных колец; - замок нижнего маслосъемного кольца (первого типа) - под углом примерно 180° к оси замка верхнего маслосъемного кольца; - замок расширителя - между замками колец.
5. Уложите в постели блока цилиндров верхние вкладыши коренных подшипников (с канавками).
6. Смажьте вкладыши моторным маслом. 7. Установите коленчатый вал в блок цилиндров. 8. Уложите в крышки коренных подшипников нижние (без канавки) вкладыши. 9. Смажьте моторным маслом коренные шейки коленвала. 10. Смажьте моторным маслом вкладыши в крышках коренных подшипников коленвала. 11. Установите крышки (кроме задней) коренных подшипников и смажьте упорные полукольца моторным маслом.
ПРИМЕЧАНИЕКрышки устанавливайте в тот же блок в соответствии с метками, ориентируя их в ту же сторону, как было до разборки.
12. Установите заднее (металлокерамическое, желтого цвета) и переднее (сталеалюминевое) упорные полукольца задней опоры коленвала.
ПРИМЕЧАНИЕ Упорные полукольца устанавливайте выемками...  ...к опорным поверхностям коленвала.
...к опорным поверхностям коленвала.
13. Установите крышку заднего коренного подшипника и болты крышек, затяните их динамометрическим ключом моментом,14. Проверьте плоским щупом осевой зазор коленвала, переместив монтажной лопаткой коленвал до упора. Осевой зазор должен быть 0,06-0,26 мм. Максимально допустимый зазор - 0,35 мм. Если зазор больше, замените упорные полукольца другими, увеличенными на 0,127 мм. 15. Проверьте правильность сборки, провернув коленвал рукой на несколько оборотов. Коленвал должен вращаться свободно и плавно.
 16. Вставьте шатунные болты (если их вынимали) и вкладыши в шатуны, совместив установочный усик вкладыша с выемкой на шатуне. 17. Смажьте моторным маслом зеркала цилиндров, поршни, поршневые кольца и шатунные вкладыши.
16. Вставьте шатунные болты (если их вынимали) и вкладыши в шатуны, совместив установочный усик вкладыша с выемкой на шатуне. 17. Смажьте моторным маслом зеркала цилиндров, поршни, поршневые кольца и шатунные вкладыши.
 18. Установите на поршень приспособление для сжатия колец и, вворачивая винт, сожмите кольца, установите поршень в цилиндр в соответствии с маркировкой номера цилиндра на шатуне и нажмите (например, ручкой молотка) на поршень, сдвинув его из оправки в цилиндр. Аналогично установите поршни в остальные цилиндры.
18. Установите на поршень приспособление для сжатия колец и, вворачивая винт, сожмите кольца, установите поршень в цилиндр в соответствии с маркировкой номера цилиндра на шатуне и нажмите (например, ручкой молотка) на поршень, сдвинув его из оправки в цилиндр. Аналогично установите поршни в остальные цилиндры.
ПРИМЕЧАНИЕ При установке поршней в цилиндры метка «П» на поршне должна быть обращена к передней части двигателя.
19. Установите шатунные вкладыши в крышки шатунов, совместив установочный усик вкладыша с выемкой на крышке. 20. Смажьте моторным маслом шатунные вкладыши в крышках шатунов и шатунные шейки коленвала.
21. Установите крышку шатуна, соединив шатун с шейкой коленвала и совместив метки на шатуне и крышке. 22. Навинтите гайки шатунных болтов, не затягивая окончательно. Аналогично установите крышки остальных шатунов.
23. Затяните гайки шатунных болтов динамометрическим ключом моментом,
25. Установите маховик (предварительно установив переднюю крышку картера сцепления) так, чтобы метка (конусообразная лунка) около обода находилась против оси шатунной шейки 4-го цилиндра, и закрепите маховик, затянув болты его крепления моментом, приведенным в приложении 1 .
Рис. 4.9. Порядок затяжки болтов головки блока цилиндров ВАЗ 2106
26. Установите детали и узлы в последовательности, соответствующей перечислению: звездочку на коленвал, маслоотделитель, шестерню привода распределителя зажигания, валик привода масляного насоса, масляный насос (заменив прокладку), масляный картер (заменив прокладку и не затягивая окончательно болты его крепления), головку блока (заменив прокладку). Затяните болты крепления головки блока цилиндров в два приема в определенной последовательности (рис. 4.9): - предварительно моментом 33,3-41,1б Н•м (3,4-4,2 кгс•м) - болты 1-10; - окончательно моментом 95,94-118,38 Н•м (9,79-12,08 кгс•м) болты 1-10 и моментом 30,67-39,1 Н•м (3,13-3,99 кгс•м) - болт 11. 27. Установите звездочку на распределительный вал, собранный с корпусом подшипников, и поверните вал так, чтобы метка на звездочке находилась напротив метки на корпусе подшипников. Снимите звездочку и, не изменяя положения вала, установите корпус подшипников на головку блока цилиндров. Закрепите корпус, затягивая гайки в определенной последовательности (рис. 4.10) моментом,
Рис. 4.10. Порядок затяжки гаек корпуса подшипников распределительного вала ВАЗ 2106
28. Установите башмак натяжителя цепи. Поверните коленвал так, чтобы совместить метку на звездочке с меткой на блоке цилиндров. Наденьте цепь на звездочку, не меняя положения коленвала. Установите ограничительный болт. 29. Наденьте цепь на звездочку валика привода масляного насоса и, натянув ведущую ветвь, установите звездочку на валик, не затягивая окончательно болт ее крепления. Прикрепите к цепи привода маслянного насоса проволоку и поднимите цепь в полости привода вверх (или зацепите сверху крючком и поднимите). 30. Наденьте цепь на звездочку распредвала, натяните ведущую ветвь и установите звездочку на вал, обеспечив совпадение метки на звездочке и прилива на корпусе подшипников и не затягивая окончательно болт ее крепления» 31. Установите натяжитель цепи, не затягивая колпачковую гайку. Поверните коленвал на два оборота в направлении вращения, чтобы обеспечить нужное натяжение цепи. Проверьте одновременное совпадение меток на звездочках с метками на блоке цилиндров и на корпусе подшипников. 32. Если метки не совпадают, повторите установку цепи. Если метки совпадают, окончательно затяните болты звездочек, колпачковую гайку натяжителя цепи и отогните края стопорных шайб болтов звездочек. Отрегулируйте зазоры между кулачками распредвала и рычагами привода клапанов. Установите крышку головки блока, заменив прокладку.
 33. Установите крышку цепи привода распредвала с передним сальником коленвала, заменив прокладку. Отцентрируйте держатель относительно фланца вала специальной оправкой (если оправки нет, центрируйте держатель по рабочей кромке сальника) и затяните шесть болтов и три гайки крепления крышки. 34. Установите остальные детали и узлы в порядке, обратном снятию.
33. Установите крышку цепи привода распредвала с передним сальником коленвала, заменив прокладку. Отцентрируйте держатель относительно фланца вала специальной оправкой (если оправки нет, центрируйте держатель по рабочей кромке сальника) и затяните шесть болтов и три гайки крепления крышки. 34. Установите остальные детали и узлы в порядке, обратном снятию.
ПОЛЕЗНЫЙ СОВЕТПосле сборки двигателя рекомендуется провести его обкатку на стенде. Поскольку вне специальных ремонтных организаций это сделать невозможно, после установки двигателя на автомобиль ваз 2106 обкатайте его по упрощенному циклу: 1. Убедитесь в правильности регулировки привода дроссельных заслонок, залейте масло и охлаждающую жидкость, проверьте герметичность всех соединений. 2. Заведите на автомобиле ваз 2106 двигатель и дайте ему поработать без нагрузки по следующему циклу.
| Частота вращения коленвала, мин | Время работы, мин |
| 820-900100015002000 | 2345 |
autoworlds.ucoz.ru
ВАЗ 2106 | Поршень с шатуном. Разборка, дефектовка и сборка
11.9. Поршень с шатуном. Разборка, дефектовка и сборка
|
Поршень с шатуном: 1 - гайка шатунного болта2 - шатунные вкладыши3 - шатун4 - поршневой палец5 - канавка верхнего компрессионного кольца6 - канавка нижнего компрессионного кольца7 - канавка маслосъемного кольца8 - поршень9 - шатунный болт10 - крышка шатуна |
| ОБЩИЕ СВЕДЕНИЯ |
Для удобства подбора поршней по цилиндрам цилиндры и поршни в зависимости от диаметра делятся на пять размерных групп: A, B, C, D, E.
В качестве запасных частей поставляются поршни номинального размера трех классов: A, C, E и двух ремонтных размеров. Первый ремонтный размер увеличен на 0,4 мм, второй – на 0,8 мм. По массе поршни делятся на три группы: нормальную, увеличенную на 5 г и уменьшенную на 5 г. На двигателе должны устанавливаться поршни одной группы. Для поршней ремонтных размеров поставляются в качестве запасных частей кольца ремонтных размеров, увеличенные на 0,4 мм и на 0,8 мм. На кольцах первого ремонтного размера выбита цифра “40”, а второго – “80”.
Номинальные размеры цилиндров и поршней
|
Размерная группа |
Модель двигателя ВАЗ-2108 |
Модель двигателя ВАЗ-21083 |
||
|
Диаметр цилиндра, мм |
Диаметр поршня, мм |
Диаметр цилиндра, мм |
Диаметр поршня, мм |
|
|
A |
76,00-76,01 |
75,965-75,975 |
82,00-82,01 |
81,965-81,975 |
|
B |
76,01-76,02 |
75,975-75,985 |
82,01-82,02 |
81,975-81,985 |
|
C |
76,02-76,03 |
75,985-75,995 |
82,02-82,03 |
81,985-81,995 |
|
D |
76,03-76,04 |
75,995-76,005 |
82,03-82,04 |
81,995-82,005 |
|
E |
76,04-76,05 |
76,005-76,015 |
82,04-82,05 |
82,005-82,015 |
Для подбора поршней к цилиндрам вычислите зазор между ними. Зазор определяется как разность между замеренными диаметрами поршня и цилиндра. Номинальный зазор равен 0,025-0,045 мм, предельно допустимый – 0,15 мм. Если зазор не превышает 0,15 мм, можно подобрать поршни из последующих классов, чтобы зазор был как можно ближе к номинальному. Если зазор превышает 0,15 мм, расточите цилиндры под следующий ремонтный размер и установите поршни соответствующего ремонтного размера.
Примечание 1
|
Зазор между кольцами и канавками поршня, мм |
|
|
Номинальный: |
|
|
верхнее компрессионное кольцо |
0,04-0,075 |
|
нижнее компрессионное кольцо |
0,03-0,065 |
|
маслосъемное кольцо |
0,02-0,055 |
|
Предельно допустимый зазор для всех колец |
0,15. |
Примечание 2
|
Зазор в замках поршневых колец, мм: |
|
|
Номинальный |
0,25-0,45 |
|
Предельно допустимый |
1,0 |
Поршневые пальцы разбиты по диаметру на три класса (1-й, 2-й, 3-й) через 0,004 мм. Класс пальца маркируется на его торце краской.
Размерные классы поршневых пальцев и поршней
|
Класс |
Диаметр пальца, мм |
Диаметр отверстия в поршне, мм |
Маркировка |
|
|
пальца |
поршня |
|||
|
1 |
21,970-21,974 |
21,982-21,986 |
Синий |
1 |
|
2 |
21,974-21,978 |
21,986-21,990 |
Зеленый |
2 |
|
3 |
21,978-21,982 |
21,990-21,994 |
Красный |
3 |
|
|
Поршень на шатун устанавливается так, чтобы стрелка на днище поршня была направлена в противоположную сторону от номера детали, отлитого на шатуне. Если на нижней головке шатуна есть отверстие для выхода масла, стрелка на поршне должна быть направлена в сторону этого отверстия. |
| ПОРЯДОК ВЫПОЛНЕНИЯ | ||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||
automn.ru
ВАЗ 2106 | Установка поршней и шатунов
Если были сняты форсунки охлаждения поршня, то снова установите их и затяните болты моментом 10 Н·м.
Обильно смажьте отверстия цилиндров.
Выложите все шатуны в соответствии с номерами цилиндров. Литые выступы на шатуне и крышке шатуна должны быть направлены в сторону промежуточного вала.
|
Рис. 422. Вид верхней части двигателя. Стрелками показаны большие выемки для впускных клапанов, которые по-разному расположены на поршнях № 1 и 2, № 3 и 4 |
Распределите замки поршневых колец по поверхности цилиндра, так чтобы они были расположены относительно друг друга под углом в 120°.
|
Рис. 431. Применение стяжного ленточного хомута при установке поршней |
Проверните коленчатый вал таким образом, чтобы две шатунные шейки коленчатого вала оказались в НМТ.
Вставьте шатун сверху в отверстие цилиндра. Для этого положите двигатель на бок таким образом, чтобы шатун мог быть направлен на коренную шейку, и при этом не были поцарапаны поверхность цилиндра и шейка шатуна. Вкладыш подшипника шатуна уже должен находиться в шатуне выступом в выемке.
Вставьте поршни таким образом, чтобы кольца по очереди вошли в отверстия цилиндров и пятка шатуна села на шатунную шейку коленчатого вала.
Вставьте второй вкладыш подшипника в крышку подшипника таким образом, чтобы вкладыш подшипника сел в паз крышки подшипника, и хорошо смажьте поверхности вкладышей. Прижмите крышку шатуна к шатуну и легко постучите по ней.
|
Предупреждение Убедитесь в том, что оба литых выступа расположены вместе. |
Смажьте маслом болты шатуна и резьбу шатунов.
|
Рис. 432. Затяните показанные болты моментом 30 Н·м + 90° |
|
Предупреждение При измерении осевого зазора шатунных подшипников используйте старые болты крепления шатунных подшипников, так как при использовании новых болтов для этой цели их уже нельзя будет закручивать во второй раз. |
После установки шатуна проверните коленчатый вал несколько раз, чтобы сразу убедиться в том, что он вращается легко, без заеданий.
Проверьте маркировочные пометки всех шатунов еще раз и убедитесь в том, что поршни указывают в правильном направлении. Убедитесь также, что выемки для масляных форсунок расположены на правильной стороне.
|
Рис. 433. Измерение зазора между боковыми плоскостями шатуна и поверхностью коленчатого вала |
automn.ru
ВАЗ 2106 | Разборка и сборка шатунно-поршневой группы
Разборка крышки шатуна
|
ВНИМАНИЕ Расположите снятые детали (шатуны, крышки шатунов, вкладыши шатунных подшипников) в порядке их соответствия номерам цилиндров, чтобы обеспечить последующую правильную сборку. |
Отверните болты крепления крышки шатуна, затем снимите крышку шатуна и нижний вкладыш шатунного подшипника.
Вытолкните поршень и шатун в сборе из блока цилиндров в направлении к поверхности под прокладку головки цилиндров.
Разборка и сборка узла поршня и шатуна (снятие и установка поршневого пальца)
| Рис. 2.126. Разборка узла поршень-шатун |
Поршневой палец запрессован в верхнюю головку шатуна, и поршень скользит по нему.
Набор специальных инструментов состоит из основания с подставкой и вставками, направляющих, переходников, штока-толкателя для снятия и штока-толкателя для установки. При снятии или установке поршневого пальца поршень удерживается на основании приспособления. Направляющие приспособления облегчают позиционирование поршневого пальца при его снятии и установке, когда шатун опирается на вставки подставки.
| Рис. 2.127. Извлечение пальца с помощью пресса |
При установке нового пальца необходимо установить соответствующую вставку подставки для поддержки шатуна.
Расположите верхнюю головку шатуна внутри поршня. С одной стороны поршня вставьте соответствующую направляющую через поршень и шатун, затем слегка осадите направляющую от руки, чтобы она удерживалась поршнем. С другой стороны поршня вставьте поршневой палец и уложите вместе поршень и шатун на основание приспособления так, чтобы направляющая пальца была снизу.
| Рис. 2.128. Направляющая центрирования шатуна |
|
ПРИМЕЧАНИЕ Направляющая необходима для центрирования шатуна относительно бобышек поршня. Если сборка выполнена правильно, то направляющая пальца будет стоять точно по центру отверстия дуги верхней части основания и касаться вставки подставки. Если используется направляющая пальца неправильного размера, то поршень (и шатун) и поршневой палец не будут находиться на одной оси с отверстием основания (рис. 2.128). |
| Рис. 2.129. Схема запрессовки пальца в поршень и верхнюю головку шатуна |
|
ВНИМАНИЕ Не превышайте усилия 12 500±5000 Н при запрессовке поршневого пальца в момент, когда шток-толкатель упрется в дугу верхней части основания. |
Проверка поршня и поршневого пальца
Проверьте каждый поршень на отсутствие царапин, задиров, износа и других дефектов. Замените поршень при наличии дефектов.
Проверьте каждое поршневое кольцо на отсутствие изломов, повреждений или значительного износа. Замените дефектные кольца. При необходимости замены поршня одновременно следует заменить его поршневые кольца.
Убедитесь, что поршневой палец входит в бобышки поршня. Замените поршень и поршневой палец комплектом при наличии дефектов. При комнатной температуре под нажимом руки поршневой палец должен легко входить в отверстие поршня.
Проверка поршневых колец
| Рис. 2.130. Проверка торцевого зазора компрессионного кольца |
Если измеренный зазор превышает предельно допустимое значение, установите новое поршневое кольцо и повторно измерьте зазор. Если измеренный зазор снова превышает предельно допустимое значение, замените поршень и кольца в сборе. Если измеренный зазор меньше предельно допустимого значения, замените только поршневые кольца.
Значения зазора между поршневым кольцом и канавкой поршня приведены ниже.
Номинальное значение:
компрессионное кольцо №1 – 0,04–0,08 мм;
компрессионное кольцо №2 – 0,03–0,07 мм.
Предельно допустимое значение:
компрессионное кольцо №1 – 0,1 мм;
компрессионное кольцо №2 – 0,1 мм.
| Рис. 2.131. Проверка зазора в замке поршневого кольца |
Расположите кольцо под прямым углом к образующей стенки цилиндра, осторожно перемещая его вниз с помощью поршня.
| Рис. 2.132. Измерение зазора в замке поршневого кольца |
Если измеренный зазор превышает предельно допустимое значение, замените поршневое кольцо.
Значения зазора в замке поршневого кольца приведены ниже.
Номинальное значение:
компрессионное кольцо №1 – 0,23–0,38 мм;
компрессионное кольцо №2 – 0,45–0,60 мм;
маслосъемное кольцо – 0,2–0,6 мм.
Предельно допустимое значение:
компрессионные кольца №1 и №2 – 1,0 мм;
маслосъемное кольцо – 1,0 мм.
При замене поршневых колец без расточки цилиндров в ремонтный размер проверяйте зазор в замке кольца в точке, расположенной в нижней части цилиндра (зона наименьшего износа).
|
ПРИМЕЧАНИЕ Идентификационная метка ремонтного размера расположена на верхней части поршневого кольца около замка кольца. |
| Рис. 2.133. Пазы вкладышей в крышке шатуна и шатуне |
Замените шатун при наличии повреждения торцевой поверхности верхней или нижней головок. Если присутствует изгиб или скручивание шатуна или поверхность отверстия под поршневой палец в верхней головке шатуна значительно изношена, замените шатун.
Сборка
| Рис. 2.134. Установка расширителя маслосъемного кольца |
| Рис. 2.135. Схема установки верхнего скребка маслосъемного кольца |
|
ВНИМАНИЕ Не применяйте экспандер поршневых колец при установке скребков маслосъемного кольца. |
| Рис. 2.136. Установка нижнего скребка маслосъемного кольца |
Нанесите моторное масло на поршень и канавки поршня под кольца по всей окружности.
С помощью экспандера поршневых колец установите компрессионное кольцо №2.
| Рис. 2.137. Схема установки компрессионного кольца №1 |
| Рис. 2.138. Схема замков компрессионных колец |
С помощью специального приспособления надежно зафиксируйте поршневые кольца на поршне перед установкой поршня в сборе в цилиндр.
Установите верхние вкладыши коренных подшипников в блок цилиндров.
| Рис. 2.139. Установка нижнего вкладыша коренного подшипника в крышку шатуна |
При установке убедитесь, что «передняя» метка на поршне и «передняя» идентификационная метка на шатуне направлены к передней части двигателя (к ремню привода ГРМ).
При установке нового шатуна убедитесь, что фиксирующие пазы вкладышей на шатуне и крышке шатуна расположены с одной стороны.
При сборке болты крепления крышек шатунов следует затягивать, используя угловой метод затяжки, следующим образом:
– нанесите масло на резьбу гаек крепления и места контакта шатуна гаек и болтов.
– затяните болты крепления крышек шатунов номинальным моментом затяжки.
Момент затяжки гаек крепления крышек шатунов: 50–53 Н·м.
|
ВНИМАНИЕ Не устанавливайте повторно бывшие в эксплуатации (снятые при разборке) болты крепления крышек шатунов. При установке новых болтов крепления крышек шатунов не затягивайте их более трех раз. |
Проверьте боковой зазор между нижней головкой шатуна и соответствующей щекой коленчатого вала.
Боковой зазор нижней головки шатуна:
– номинальное значение – 0,1–0,25 мм;
– предельно допустимое значение – 0,4 мм.
Установите маслозаборник.
Установите масляный поддон.
Установите головку цилиндров.
automn.ru
ВАЗ 2106 | Проверка, сборка и установка шатунно–поршневой группы
– Стрелка на днище поршня (или нарисованная или выбитая на новом поршне) должна быть обращена к передней стороне двигателя. – Литые выступы на шатуне и крышке подшипника должны быть обращены к шкиву. – Обозначения номеров цилиндров на шатунах и крышках подшипников должны совпадать.
automn.ru