Прокладка блока клапанов
Головка блока цилиндров и клапанный механизм. ИЖ 2717, 27171 (Ода)
2-2-4-golovka-bloka-cilindrov-i-klapannyjj-mekhanizm.html
Разборка и сборка
1. Установите головку блока цилиндров на стол или верстак.
2. Отсоедините выпускной коллектор (одновременно удалите заборник горячего воздуха) и впускную трубу с карбюратором (если его не сняли при разборке двигателя).
3. Снимите выпускной патрубок рубашки охлаждения.
4. Отсоедините трубку подвода жидкости в радиатор отопителя.
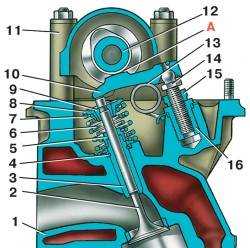 | Рис. 2.68. Клапанный механизм: 1 – головка блока цилиндров; 2 – клапан; 3 – направляющая втулка клапана; 4 – стопорное кольцо направляющей втулки; 5 – маслоотражательный колпачок; 6 – малая пружина клапана; 7 – большая пружина клапана; 8 – тарелка клапанных пружин; 9 – сухарь; 10 – рычаг клапана; 11 – корпус подшипников распределительного вала; 12 – распределительный вал; 13 – поджимная пружина рычага клапана; 14 – регулировочный болт; 15 – контргайка; 16 – втулка регулировочного болта |
6. Снимите рычаги 10 привода клапанов, вынимая их из-под пружин 13 рычагов. Снимите пружины рычагов.
7. Ослабьте контргайки 15, выверните регулировочные болты 14 и при необходимости втулки 16 регулировочных болтов.
| Рис. 2.69. Снятие пружин клапанов : 1 – приспособление; 2 – монтажная доска |
9. Снимите пружины клапанов с тарелками и опорными шайбами. Переверните головку блока цилиндров и выньте с ее обратной стороны клапаны.
10. Клещами типа «анаконда» или специальным съемником снимите маслоотражательные колпачки 5 с направляющих втулок клапанов.
Собирайте головку блока цилиндров в обратном порядке.
Очистка головки блока цилиндров
Удалите нагар из камер сгорания и с поверхностей выпускных каналов металлической щеткой, вставленной в патрон электрической дрели.
Осмотрите и при необходимости очистите впускные каналы и канал подвода масла к распределительному валу.
Очистите привалочную поверхность к блоку цилиндров от остатков старой прокладки.
Проверка и шлифовка седел клапанов
| Рис. 2.70. Профиль седла впускного клапана: I – новое седло; II – седло после ремонта |
| Рис. 2.71. Профиль седла выпускного клапана: I – новое седло; II – седло после ремонта |
На рабочих фасках седел в зоне контакта с клапанами не должно быть точечных раковин, коррозии и повреждений. Небольшие повреждения можно устранить шлифовкой седел. Старайтесь при этом снимать как можно меньше металла.
Шлифуют седла в следующем порядке:
1. Установите головку на подставку, вставьте в направляющую втулку клапана центрирующий стержень и наденьте на него пружину.
| ПРИМЕЧАНИЕ Стержни для направляющих втулок впуск-ных и выпускных клапанов разного диаметра. |
 | Рис. 2.22. Машина для шлифовки фаски седла клапана: 1 – корпус; 2 – вал якоря; 3 – выключатель; 4 – ведущая шестерня; 5 – крышка корпуса; 6 – промежуточная шестерня; 7, 8 – червяки; 9 – винт подачи; 10 – шпиндель; 11 – червячная шестерня; 12 – шпонка; 13 – ведомая шестерня; 14 – обойма; 15 – маятник; 16 – наконечник; 17 – абразивный круг |
 | Рис. 2.72. Шлифовка рабочей фаски седла клапана |
| ПРИМЕЧАНИЕ Для исключения возможности искажения формы фаски рекомендуем чаще править круг алмазным карандашом. |
После шлифовки проверьте биение рабочей фаски относительно оси отверстия направляющей втулки — оно не должно превышать 0,05 мм.
 | Рис. 2.73. Сужение фаски впускного клапана зенкером, установленным на шпинделе |
Клапаны
Удалите нагар с клапанов. Проверьте, не деформирован ли стержень и нет ли трещин на тарелке; при наличии повреждений замените клапан.
Проверьте, не слишком ли изношена и не повреждена ли рабочая фаска. При шлифовке рабочей фаски клапана на шлифовальном станке выдержите угол фаски 45°30'±5' и проследите, чтобы кромка тарелки клапана не заострялась, а толщина цилиндрического пояска на ней после шлифовки была не менее 0,5 мм.
Направляющие втулки клапанов
Проверьте зазоры между направляющими втулками и стержнями клапанов, измерив диаметры стержней клапанов и отверстий направляющих втулок.
Если зазор между направляющей втулкой и клапаном больше, чем 0,08 мм, и его не удается уменьшить до нормального заменой клапана, замените втулки клапанов.
Для замены двух направляющих втулок впускного и выпускного клапанов 1-го и 4-го цилиндров выверните две крайние шпильки крепления корпуса подшипников распределительного вала, так как они мешают установке оправки.
 | Рис. 2.74. Выпрессовка направляющих втулок: 1 – оправка |
Новые втулки с надетыми стопорными кольцами запрессуйте с помощью той же оправки в головку блока в направлении камер сгорания до упора колец в поверхность головки.
После запрессовки отверстия в направляющих втулках разверните до диаметра 8,022–8,040 мм для впускных клапанов и 8,029–8,047 мм — для выпускных. Овальность и конусность отверстий должна быть не более 0,01 мм.
Затем прошлифуйте седло клапана и доведите ширину рабочей фаски до нужных размеров, как было описано выше.
Маслоотражательные колпачки
Маслоотражательные колпачки заменяйте при отслоении резины от арматуры, ее затвердевании, трещинах и чрезмерном износе рабочей кромки.
При ремонте двигателя маслоотражательные колпачки рекомендуется всегда заменять новыми.
Поврежденные маслоотражательные колпачки можно заменить, не снимая головку блока цилиндров с двигателя. Для этого выверните свечи зажигания, снимите корпус подшипников распределительного вала, рычаги клапанов и их пружины, установите поршень соответствующего цилиндра в ВМТ и снимите пружины клапана, как показано на рис. 2.69.| ПРИМЕЧАНИЕ Чтобы при снятии пружин клапан не проваливался в цилиндр, зафиксируйте его, вставив между его головкой и днищем поршня пруток припоя, введенный через свечное отверстие. |
Затем удалите с направляющей втулки поврежденный колпачок и оправкой напрессуйте новый, смазав его внутреннюю поверхность моторным маслом.
Рычаги клапанов,регулировочные болты и их втулки
Проверьте состояние рабочих поверхностей рычага, сопрягающихся со стержнем клапана, с кулачком распределительного вала и со сферическим концом регулировочного болта. Если на этих поверхностях появились задиры, риски или глубокая выработка, замените рычаг.
Если повреждена резьба на регулировочном болте и его втулке, сильно изношен сферический конец болта или эти детали деформированы, замените их.
Пружины
| Рис. 2.75. Основные данные для проверки наружной пружины клапана |
Убедитесь, что на витках пружин клапанов и рычагов нет трещин и деформации и не снизилась их упругость. Для этого проверьте величину деформации пружин в осевом направлении под определенной нагрузкой. Для большой и малой клапанных пружин измеряемые параметры см. на
| Рис. 2.76. Основные данные для проверки внутренней пружины клапана |
| Рис. 2.77. Схема проверки пружины рычага: А – размер в свободном состоянии; В – размер под нагрузкой (5,5±0,6) кгс |
Прокладка головки блока цилиндров
Поверхности прокладки должны быть ровными, без повреждений, вмятин, трещин, вздутий и изломов. Отслоение обкладочного материала от арматуры не допускается.
На окантовке отверстий не должно быть трещин, прогаров и отслоений.
Однако даже если снятая с двигателя прокладка соответствует этим требованиям, при сборке двигателя рекомендуется заменить ее новой.
Проверка герметичности клапанов
Герметичность клапанов проверяйте так же, как это описано для двигателя мод. 331 «Проверка герметичности и притирка клапанов».
Проверка герметичности головки блока цилиндров
Гидравлическое испытание на герметичность рубашки охлаждения головки блока цилиндров проводите в следующем порядке:
| Рис. 2.78. Проверка герметичности головки блока цилиндров на приспособлении: 1, 2 и 4 – заглушки; 3 – плита приспособления; 5 – фланец со штуцером подвода жидкости |
2. Нагнетайте насосом внутрь рубашки охлаждения головки воду с добавкой хромпика под давлением 5 кгс/м2.
В течение 2 мин не должно быть утечки воды из головки. Если обнаружены трещины, через которые просачивается вода, головку блока цилиндров замените.
Распределительный вал и его привод
Основные размеры распределительного вала и корпуса подшипников распределительного вала даны в табл. 2.8.Проверка распределительного вала
Поверхности кулачков и опорных шеек распределительного вала должны быть хорошо отполированы и без повреждений. Если есть следы заедания, глубокие риски или ступеньки от износа на рабочих поверхностях кулачков, вал замените.
Установите распределительный вал крайними шейками на две призмы, расположенные на поверочной плите, и замерьте индикатором радиальное биение средних шеек, которое не должно превышать 0,02 мм.
От осевых перемещений распределительный вал удерживает упорный фланец, входящий в кольцевую выточку переднего конца вала и закрепленный болтами (или, как вариант, гайками) на торце корпуса подшипников. Зазор между упорным фланцем и валом, определяемый разностью толщины фланца и ширины кольцевой выточки, обеспечивает свободное вращение вала.
Проверка корпуса подшипников распределительного вала
Промойте и очистите корпус подшипников распределительного вала и канал для подвода масла.
Проверьте диаметр отверстий подшипников в опорах (см. табл. 2.8). Если зазор между шейками распределительного вала и опорами превышает 0,2 мм (предельный износ), замените корпус подшипников.Опорные поверхности подшипников должны быть гладкими, без задиров; если они повреждены или на корпусе есть трещины, замените корпус подшипников.
Натяжитель цепи
Для разборки натяжителя:
| Рис. 2.79. Разрез натяжителя цепи: 1 – колпачковая гайка; 2 – корпус натяжителя; 3 – стержень; 4 – пружинное кольцо; 5 – пружина плунжера; 6 – шайба; 7 – плунжер; 8 – пружина; 9 – сухарь; 10 – пружинное кольцо |
2. Утопите плунжер 7 в корпус 2 до упора и выньте из корпуса стопорное кольцо 4. Затем выньте плунжер 7, пружину 8 и стержень 3 вместе с пружиной 5 и шайбой 6.
3. Выньте из отверстия стержня пружину 5 и снимите с него шайбу 6.
Собирайте натяжитель в обратном порядке.
При проверке обратите внимание, нет ли задиров на сухаре 9 и стержне 3, а на поверхности плунжера, сопрягающейся с башмаком натяжителя, – глубоких рисок и износа. Поврежденные детали замените.
| Рис. 2.80. Основные данные для проверки пружины натяжителя |
 | Рис. 2.81. Схема механизма привода распределительного вала и вспомогательных агрегатов: 1 – звездочка распределительного вала; 2 – цепь; 3 – успокоитель цепи; 4 – звездочка валика привода масляного насоса; 5 – звездочка коленчатого вала; 6 – ограничительный палец; 7 – башмак натяжителя; 8 – натяжитель цепи |
Цепь привода распределительного вала
Промойте цепь в керосине, вытрите насухо и проверьте состояние звеньев. На роликах и щеках звеньев не должно быть сколов, трещин и других повреждений.
При работе двигателя цепь удлиняется («вытягивается») за счет износа осей роликов. Она считается работоспособной, если натяжитель обеспечивает натяжение, т.е. если цепь вытянулась не более чем на 4 мм.
| Рис. 2.82. Схема проверки износа (вытяжки) цепи: 1 – ролики |
Для новой цепи расстояние L должно составлять 495 +0,5–0,4 мм. Если цепь вытянулась до 499,4 мм, замените ее.
Регулировка натяжения цепи
После сборки двигателя обязательно отрегулируйте натяжение цепи в следующем порядке:
1. Ослабьте гайку 1 (см. рис. 2.79). При этом освобождается стержень 3, пружина 8 выдвигает плунжер 7, который перемещает башмак 7 (см. рис. 2.81), натягивающий цепь.2. Проверните коленчатый вал на 1–1,5 оборота в направлении вращения. При этом пружина натяжителя, воздействующая через плунжер на башмак, автоматически выберет слабину цепи.
3. Затяните колпачковую гайку 11 (см. рис. 2.79). При этом стержень 3 зажимается цангами сухаря 9, пружина 8 отключается и при работе двигателя на плунжер 7 воздействует только пружина 5. Она отжимает плунжер от головки стержня 3, и в образовавшийся между ними зазор 0,2–0,5 мм при работе двигателя затекает масло, совместно с пружиной 5 амортизирующее удары цепи в башмак при ее колебаниях.Благодаря гарантированному зазору между стержнем 3 и плунжером 7 при сильных ударах цепи вступает в действие и пружина 8.
Масляный насос
Снятие и установка насоса на автомобиле
1. Установите автомобиль на смотровую канаву или подъемник, отсоедините провода от аккумуляторной батареи.
2. Выверните пробку сливного отверстия из картера двигателя и слейте масло.
3. Отверните гайки крепления переходников с подушками передней подвески двигателя к поперечине и слегка приподнимите двигатель домкратом или талью, чтобы между поперечиной и картером образовался достаточный зазор.
4. Отверните болты крепления масляного картера и снимите его вместе с прокладкой.
5. Отверните два болта крепления масляного насоса к блоку цилиндров и снимите масляный насос вместе с маслоприемником и прокладкой корпуса масляного насоса.
Устанавливайте масляный насос на двигатель в обратном порядке.
Разборка и сборка
1. Закрепите масляный насос в тисках, зажимая его осторожно, чтобы не повредить корпус.
2. Отверните три болта и снимите приемный патрубок с прокладкой.
 | Рис. 2.83. Разборка масляного насоса: 1 – редукционный клапан; 2 – пружина; 3 – крышка; 4 – корпус; 5 – валик |
Собирайте насос в обратном порядке.
После сборки насоса при проворачивании ведущего валика рукой шестерни должны вращаться плавно, без заедания.
Проверка технического состояния деталей насоса
После разборки все детали насоса промойте керосином или бензином, продуйте струей сжатого воздуха, а затем осмотрите корпус и крышку насоса; при наличии трещин детали замените.
 | Рис. 2.84. Проверка радиального зазора в масляном насосе |
| Рис. 2.85. Проверка выступания шестерни за плоскость корпуса масляного насоса |
Измерив детали, определите зазор между ведомой шестерней и ее осью, который должен быть 0,017–0,057 мм (предельно допустимый 0,1 мм), а также между валиком насоса и отверстием втулки корпуса, который должен быть 0,016–0,055 мм (предельно допустимый 0,15 мм). Если зазоры превышают допустимые значения, замените изношенные детали.
Проверка редукционного клапана
При ремонте масляного насоса обязательно проверьте редукционный клапан. Обратите внимание на поверхности клапана и корпуса, так как возможные загрязнения или отложения на сопрягаемых поверхностях могут привести к заеданию. На рабочей поверхности клапана не должно быть забоин и заусенцев, которые могут стать причиной уменьшения давления в системе.
| Рис. 2.86. Основные данные для проверки пружины редукционного клапана |
Проверка валика и шестерен привода масляного насоса
На опорных поверхностях валика и торцовых поверхностях шестерен не должно быть вмятин и рисок.
На зубьях шестерен насоса и шестерни привода не допускаются выкрашивания, при их наличии замените валик или шестерни.
Проверка втулок валика привода масляного насоса
Проверьте внутренний диаметр втулок, запрессованных в блок цилиндров, который должен составлять: для передней втулки 48,084–48,104 мм; для задней втулки 22,000–22,020 мм. Предельно допустимый износ 0,15 мм. Также проверьте надежность их запрессовки в гнездах и совпадение смазочного отверстия в передней втулке с каналом в блоке цилиндров (если они не совпадают, значит втулка проворачивается во время работы двигателя). Если обнаружен износ или признаки проворачивания втулок, замените их.
 | Рис. 2.87. Снятие и установка втулки валика привода масляного насоса: 1 – оправка |
втулки должны быть плотно запрессованы в гнезда, при этом отверстие для масла в передней втулке должно совпадать с отверстием канала в блоке цилиндров;
втулки после запрессовки должны быть окончательно обработаны и доведены по внутреннему диаметру. Чтобы обеспечить полную соосность втулок вала, для их доводки применяют ступенчатую развертку, которой одновременно обрабатывают обе втулки.
Проверка втулки шестерни привода масляного насоса
 | Рис. 2.88. Выпрессовка втулки шестерни привода масляного насоса и распределителя зажигания: 1 – оправка |
Водяной насос
Разборка
| Рис. 2.89. Устройство водяного насоса: 1 – корпус; 2 – подшипник; 3 – шкив; 4 – ступица шкива; 5 – стопорный винт подшипника; 6 – крышка; 7 – валик; 8 – сальник; 9 – крыльчатка |
 | Рис. 2.90. Снятие крыльчатки насоса: 1 – съемник А.40026; 2 – крыльчатка |
 | Рис. 2.91. Снятие ступицы шкива: 1 – крышка корпуса насоса; 2 – ступица шкива; 3 – съемник А.40005/1/5 |
5. Выпрессуйте сальник 8 из крышки 6.
| ПРИМЕЧАНИЕ Если точно известно, что подшипник неисправен и будет заменен, для упрощения разборки можно выпрессовывать его, прикладывая усилие к валику. |
Проверка технического состояния деталей насоса
Обязательно проверьте осевой зазор в подшипнике, особенно если отмечался повышенный шум насоса. Зазор не должен превышать 0,13 мм при нагрузке 49 Н (5 кгс). При большем зазоре замените подшипник в сборе с валиком.
Сальник насоса и прокладки между крышкой насоса и его корпусом, а также между насосом и блоком цилиндров при ремонте рекомендуется всегда заменять новыми. Для лучшего уплотнения прокладки перед установкой смажьте тонким слоем силиконового герметика.
Осмотрите корпус и крышку насоса, деформации или трещины не допускаются.
Сборка
1. Запрессуйте оправкой сальник в крышку насоса, не допуская перекоса.
2. Запрессуйте подшипник с валиком в крышку так, чтобы гнездо для стопорного винта в наружной обойме подшипника совпало с резьбовым отверстием в крышке. При запрессовке усилие прикладывайте к наружному кольцу подшипника.
| ПРЕДУПРЕЖДЕНИЕ Нельзя запрессовывать подшипник с валиком, прикладывая усилие к валику. Это неизбежно приведет к повреждению подшипника. |
3. Затяните стопорный винт подшипника и зачеканьте края резьбового отверстия, чтобы исключить самоотворачивание винта.
 | Рис. 2.92. Напрессовка крыльчатки на валик насоса приспособлением А.60430: 1 – опора; 2 – валик насоса; 3 – крышка корпуса насоса; 4 – стакан; 5 – установочный винт |
5. Напрессуйте тем же приспособлением крыльчатку на валик. При этом обеспечьте между лопатками крыльчатки и корпусом насоса необходимый зазор 0,9–1,3 мм. Такой зазор получается, если при напрессовке выдержать размер 48–0,2 мм между задними кромками лопаток крыльчатки и привалочным фланцем крышки.
6. Соедините корпус насоса с крышкой, установив между ними прокладку, после чего обязательно проверьте через отверстие патрубка корпуса зазор между корпусом и крыльчаткой, а также отсутствие задевания крыльчатки за корпус, проворачивая валик насоса рукой.
i27171.narod.ru
Справочная и техническая информация о деталях двигателей
Наш Интернет-магазин предлагает огромный выбор прокладок ГБЦ для легковых и прокладок ГБЦ для грузовых автомобилей.
Прокладка головки блока цилиндров
Одним из самых важных уплотнительных элементов любого двигателя внутреннего сгорания является прокладка между головкой блока и блоком цилиндра. Современные тенденции увеличения литровой мощности двигателя, за счет высокой степени сжатия, заставляют производителей прокладок постоянно модернизировать и усовершенствовать свою продукцию. Прокладки головки блока цилиндров должны плотно закрывать камеру сгорания для газов и одновременно надежно уплотнять масляные каналы и каналы для охлаждающей жидкости.Требования, предъявляемые к современным прокладкам головки блока:
- Надежное и длительное макро - и микроуплотнение.
- Устойчивость против таких сред как газ, вода и охлаждающая жидкость (тосол и антифриз)
- Устойчивость к разности температур и высоким давлениям сгорания топлива.
- Стабильность и высокая эластичность при выравнивании короблений плоскостей прилегания, блока цилиндров к головке блока.
- Устойчивость к сдвигу и и разрыву в месте перемычки.
- Выдерживание усилий при затяжке болтов головки блока.
- Тепловой поток в уплотняемом стыке.
Современные технологии изготовления прокладок головок блока:
- Прокладка головки блока из мягкого материала (классическая) – (Composite cylinder head gasket.)
Прокладка головки блока из мягкого - эластичного материала является плоским компрессионным уплотнением. Она состоит из перфорированного несущего листа, на который с обеих сторон навальцован мягкий материал. Металлические окантовки уплотняют камеры сгорания и защищают чувствительный мягкий материал от перегрева. Импрегнирование наружной поверхности препятствует просачиванию через контактную поверхность текучих сред, таких как масло, вода или антифриз. Так называемые «витон»- элементы из эластомерных материалов обеспечивают повышение удельного давления в местах расположения каналов с высоким масляным давлением. Благодаря удельному давлению рабочий материал деформируется таким образом, что он идеально ложится на уплотняемые поверхности. Для уплотнения требуются очень большие усилия болтов при низких упругих свойствах обратного подпружинивания. Минимальная ширина перемычки составляет 6 мм, для того что бы выдерживать высокие давления и температуры при сгорании.При монтаже прокладок головки блока цилиндров из мягких материалов с витон- элементом следует обращать пристальное внимание на то, чтобы прокладка головки блока цилиндров и головка блока цилиндров были бы точно позиционированы. Из за неправильного позиционирования витон-элемент может быть запрессован со слишком большим усилием и разрезан острыми кромками деталей. Дополнительные уплотняющие массы (герметики) нужны только тогда, когда это особо предписывается изготовителем.
- Прокладки головки блока цилиндров из многослойной стали ( Multi-layer steel -MLS ).
Они появились на свет как альтернатива асбестосодержащим прокладкам запрещенных к применению в конце 80-х годов. Прокладки головки блока цилиндров из многослойной стали состоят из от двух до пяти листов углеродистой, пружинной стали, расположенных послойно в прокладке головки блока.Для надежного уплотнения газов и среды желобчатая формовка у камер сгорания, а так же у мест прохода масла и воды увеличивает локальные прижимные усилия (макроуплотнение). Расположенные по всей поверхности или частичные эластомерные покрытия дополнительно повышают уплотняющее действие. Уплотнения из многослойной стали, благодаря их специальной конструкции, хорошо приспосабливаются к любой шероховатости наружной поверхности, при условии, что качество наружной поверхности находится в пределах описанных полей допусков. Высококачественные MLS прокладки головки блока оптимально сглаживают, благодаря контролируемому давлению придавливания, неровности и коробления деталей.
Требования к уплотняемым поверхностям деталей:
- Неровность на длине 100 мм не более 0,03 мм в продольном направлении.
- Неровность на длине 400 мм не более 0,05 мм в продольном направлении.
- Неровность на длине 100 мм не более 0,03 мм в поперечном направлении.
- Волнистость не более 20 μм.
- Шероховатость от 7 до 20 μм .
Если приведенные значения превышены, следует обработать плоскости прилегания.
Прокладки головки блока из мягких материалов и прокладки из листовой стали предъявляют одинаковые требования к качеству наружных поверхностей. При монтаже не следует учитывать никаких особенных различий, за исключением метода затяжки.
Подбор необходимой толщины прокладки головки блока цилиндров.
Почти все производителей прокладок предлагают, для некоторых типов двигателей варианты прокладок, отличающиеся друг от друга по толщине. Можно идентифицировать толщину прокладки еще перед началом сборочных работ. Следует найти в одном из углов блока выступающий угол прокладки. Там должны быть выбиты несколько насечек, пробито несколько отверстий или есть выступающие зубцы. Насечки, зубцы и отверстия обозначают условную толщину прокладки. Как правило, чем больше отверстий (насечек, зубцов), тем толще установленная прокладка.Изменяемые по толщине прокладки устанавливаются на многие дизельные двигатели, где с помощью высоты прокладки головки блока можно корректировать объем камеры сгорания. Как правило, выпускается 3-4 варианта (от 1-4 отверстий/ насечек/зубцов) различающиеся по толщине на 0,05-0,1 мм. Подбор необходимой толщины прокладки производится в два этапа:
- Измерение высоты выступания поршня относительно плоскости блока цилиндров.
- Определение по таблице нужной толщины прокладки в зависимости от полученных измерений. Таблицы соответствия размеров для каждого двигателя свои, и как правило печатаются в каталогах производителей поршней.
Для примера, таблица подбора для AUDI двигатель AAZ.
| Кол-воотверстий | Толщинапрокладки | Выступаниепоршня(A min) | Выступаниепоршня(A max) |
| 1 | 1,53 mm | + 0,66 mm | + 0,86 mm |
| 2 | 1,57 mm | + 0,87 mm | + 0,90 mm |
| 3 | 1,61 mm | + 0,91 mm | + 1,02 mm |
Следует заметить, что подобный, тщательный подбор обязателен и необходим только при замене поршней или демонтаже поршневых колец. А в случае, если замена прокладки головки блока цилиндров производится отдельно без снятия установки поршней, то, как правило, устанавливают новую прокладку толщины такой же, как и у старой.
Ремонтные прокладки.
В процессе длительной эксплуатации двигателя, в следствии нарушения температурного режима, детонации и использования не качественного топлива и антифриза плоскости прилегания блока цилиндров и головки блока деформируются. Особенно для рядных много цилиндровых моторов. Как следствие требуется фрезеровка или шлифовка этих «привалочных» плоскостей, что приводит к уменьшению объема камеры сгорания. В тех случаях, когда при обработке значительно уменьшается высота камеры сгорания, во избежание изменения степени сжатия, предусматривается установка ремонтной прокладки головки блока с увеличенной толщиной. Пример: прокладка головки блока для двигателя BMW M 20 B 20. Почти все производители прокладок выпускают ремонтные прокладки головки блока, имеющие ремонтное увеличение по толщине на 0,20 мм – 0,40 мм.
www.motorzona.ru
Головка блока цилиндров. Что такое головка блока цилиндров и её принцип работы и назначение.
Головка блока цилиндров является одной из самой важной деталью двигателей внутреннего сгорания. Обычно это монолитная деталь (также может быть в разделенном виде) из сплавов алюминия (или чугуна), которая является корпусной деталью для газораспределительных механизмов и формирует верхнюю часть камеры сгорания. Как правило устанавливается на блок цилиндров через прокладку и крепится при помощи болтов. Головка блока цилиндров. Общий вид, 3D модельСодержание / Быстрый переход:
Назначение головки блока цилиндров.
Головка блока берет на себя обязанности по выполнению таких важных функций, как обеспечение базировки и размещения компонентов газораспределительного механизма, элементов подвода и отвода топлива, обеспечение газодинамических характеристик воздушного заряда, отвод из камеры сгорания продуктов горения, формирование камеры сгорания и обеспечение ее герметичности, отвод и подвод масла для компонентов газораспределительного механизма (ГРМ). Также головка блока цилиндров (ГБЦ) является важным элементом, благодаря, которому обеспечивается соответствие автомобиля экологическим стандартам по уровню выброса вредных веществ.Устройство головки блока цилиндров. Конструкция.
Головка блока цилиндров в разрезе. Установка форсунки Чтобы понять принцип работы головки блок цилиндров необходимо знать её составляющие. Итак, в состав ГБЦ входят: седла клапанов, направляющие втулки, коромысло клапана, гидрокомпенсатор (иногда идет в составе с коромыслом), траверса (если есть необходимость открытия двух клапанов одновременно при наличие одной штанги на два клапана на шестнадцати клапанной головке блока), пружины для возврата клапанов в исходное положение, свечи зажигания (для бензиновых и газовых двигателей), топливные форсунки (преимущественно используются в дизельных двигателях), впускные клапана и выпускные клапана (обычно диаметр впускных клапанов больше, чем у выпускных, так как отверстие на головке блока должно иметь определенный диаметр, с целью обеспечения необходимых газодинамических характеристик воздушного заряда, для более полного сгорания воздушно-топливной смеси).Схема ГБЦ
Схема головки блока цилиндров в разарезе. Схема, состав компонентов: 1-распределительный вал, 2-нижний наконечник штанги толкателя, 3- штанга толкателя, 4- верхний наконечник штанги толкателя, 5- винт регулировочный, 6- коромысло клапана, 7- стойка коромысла, 8- прокладка крышки, 9- крышка ГБЦ, 10- болты крепления крышки, 11- траверса, 12- пружина клапана, 13- сухарь клапана, 14- болт крепления ГБЦ к блоку, 15- направляющая клапана с маслоотражающим колпачком, 16- клапан головки блока цилиндров, 17- седло клапана,18- головка блока в разрезе, 19- прокладка головки блока цилиндров, 20- гильза. Прокладка головки блока цилиндров Материал изготовления ГБЦ может быть как алюминиевым, (например, головка блока цилиндров ВАЗ 2109) так и чугунным (дизеля). Обычно для производителей алюминиевые головки блока цилиндров приоритетнее, потому как они более удобные в производстве, обработке и ремонте. Но на некоторых дизельных двигателях используются чугунные головки, так как детонационные свойства дизельного топлива превышают прочностные характеристики алюминиевых головок, что приводит к сокращению срока службы или разрушению последних. Также ГБЦ можно разделить на два вида это - индивидуальные головки и моноголовки. У первого вида есть ряд преимуществ, в первую очередь связанные с ремонтопригодностью, простотой и низкими затратами при обслуживании. Но большинство мировых производителей автомобилей и автокомпонентов отдают предпочтение моноголовкам, которые также имеют свои преимущества. Сложность конструкции этого вида обусловлена базировкой распределительного вала (или двух распределительных валов, что дает возможность использовать насос-форсунку (при использовании топливной системы Common Rail) и сэкономить место в блоке) в самой ГБЦ. Ниже вы найдете видео работы головки блока цилиндров.Принцип работы головки блока цилиндров.
Головка блока цилиндров. Вид снизу. Если кратко описать как работает головка блока цилиндров то получится, что она формирует камеру сгорания, подает камеру сгорания двигателя топливно-воздушную смесь и обеспечивает отвод отработавших газов. После запуска автомобиля для ГБЦ основными задачами является газораспределение и обеспечение герметичности газового стыка.Принцип работы головки цилиндров заключается в следующем: распределительный вал толкает штангу, которая в свою очередь давит на гидрокомпенсатор и, соответственно, на коромысло. Коромысло давит на клапан, который открывается и в зависимости от назначения клапана либо топливно-воздушный заряд (или просто воздушный в дизельных двигателях) попадает в камеру сгорания, где происходит воспламенение от искры свечи зажигания, либо происходит выпуск отработавших газов в выпускной коллектор, после чего пружина клапана возвращает клапан на место и цикл повторяется снова. В дизельном двигателе, где происходит воспламенение от сжатия, важными параметрами здесь является синхронизация открытия впускного клапана и впрыска топлива форсункой. Также, безусловно, важным параметром может стать герметичность газового стыка в соединении головки блока цилиндров с блоком цилиндров, так как при нарушение герметичности может привести к ряду проблем, таких как неполное сгорание топлива, повышенный шум, затрудненный запуск двигателя. В таких случаях необходима замена прокладки головки блока цилиндров. Прокладку нельзя использовать несколько раз, так как при повторной затяжке головки блока, установленный момент затяжки не обеспечивает стопроцентную герметичность. Затяжку следует производить от центральных болтов к крайним. Также замена прокладки ГБЦ должна производится в стерильных условиях, дабы исключить попадания пыли, стружки и т.п. в камеру сгорания. Если при ремонте вы задумались о замене ГБЦ, то многие эксперты рекомендуют купить головку блока цилиндров в сборе, так как сборка компонентов разных производителей не гарантирует безпроблемную работу. Так вкратце описан принцип работы одной из основных деталей двигателя, также предлагаем узнать как работает ретардер и раздатка. 1 Проблема - Выпадение седла впускного клапана в процессе эксплуатации.Последствия - Разрушение головки блока цилиндров, элементов ГРМ и ЦПГ, как следствие - отказ двигателя.Причины - Нарушение позиционирования седел в головке блока цилиндров, так как не выдержан диаметр посадочного места.2 Нарушение герметичности посадки впускных и выпускных клапанов на фаску седелСнижение параметров компрессии, затрудненный запуск двигателя, потеря мощностиНарушение формирования герметичности направляющих поверхностей седла клапана, так как не выдержаны геометрические параметры стенки посадочного места под седло относительно оси отверстий под клапаны
3 Нарушение герметичности в соединении седел с головкой блока цилиндровНарушение теплоотвода, разрушение элементов ГРМ и ЦПГ, как следствие отказ двигателя
Неплотная посадка седел в головке блока цилиндров, не выдержаны шероховатость стенок и торца отверстия под седло клапана, параметры перпендикулярности и биения относительно торца отверстия под седло клапана
4 Нарушение герметичности по прессовой посадке (в соединении с головкой блока цилиндров) направляющих втулок впускных и выпускных клапановСнижение параметров компрессии, затрудненный запуск двигателя, повышенный расход масла
Позиционирование отверстий под направляющие втулки клапанов не обеспечивает герметичности в соединение направляющих втулок с головкой блока цилиндров
5 Прорыв газов через уплотнение газового стыка (в соединении головка блока цилиндров - уплотнительная прокладка - блок цилиндров)Нарушение рабочего процесса в цилиндре, как следствие нестабильная работа двигателя, потеря мощности, повышенный шум, нарушение требований правил ЕЭК ООН №51 и №49
Геометрия поверхности огневого днища головки блока цилиндров не обеспечивает герметичность по газовому стыку
Развитие неплоскостности днища ГБЦ под воздействием газовых сил при эксплуатации - минимальный коэффициент запаса прочности головки блока цилиндров не обеспечивает достаточной жесткости при удельной нагрузке от газовых сил
Недостаточная жесткость зон сопряжения с опорным буртом гильз блока цилиндров
6 Нарушение герметичности в соединении головка блока - уплотнительная прокладка - блок (по штанговым полостям и отверстиям слива масла)Подтекание масла, нарушение требований правил ЕЭК ООН №49
Негерметичность уплотнения вследствие недостаточной жесткости (как следствие - деформации) головки цилиндров.
7 Нарушение герметичности в соединении головка - уплотнительная прокладка - выпускной коллекторПовышенный шум
Не выдержан допуск плоскостности привалочной поверхности ГБЦ под уплотнительную прокладку выпускного коллектора
Чистота обработки поверхности под уплотнительную прокладку выпускного коллектора не обеспечивает герметичность стыка
8 Нарушение герметичности уплотнения в соединении клапанной крышки с головкой блока цилиндровПовышенный расход моторного масла
Чистота обработки привалочной поверхности головки блока цилиндров под уплотнительную прокладку не обеспечивает герметичность в соединении
Недостаточное количество зон крепления клапанной крышки к головке блока цилиндров
9 Проблема - Неполное сгорание подаваемого форсункой топливаПотеря мощности двигателя
Энергетические параметры впускного канала (момент вихря) не обеспечивают максимальное сгорание топлива.
10 Нарушение герметичности в соединении головки - уплотнительная прокладка - воздушный коллекторНарушение газодинамических характеристик - неполное сгорание топлива
Геометрические параметры привалочной поверхности головки блока под воздушный коллектор не обеспечивают герметичности в соединении с воздушным коллектором
Видео работы головки блока цилиндров
principraboty.ru
Прокладка головки блока цилиндров Лада Ларгус (замена, дефектовка головки, проводимые операции)
При обнаружении течи моторного масла или охлаждающей жидкости в местах соединения головки блока с блоком цилиндров снимите головку и замените ее прокладку. Течь может возникнуть и вследствие коробления головки блока из-за перегрева. При пропуске охлаждающей жидкости через прокладку головки возможно появление белого дыма, попадание масла в тосол, тосола в масло и всех негативных последствий, которые с этим связаны. Более подробно об этом в статье «Белый, Черный, сизый дым из выхлопной трубы автомобиля»
Замена прокладки головки блока цилиндров на 8 клапанном двигателе Лада Ларгус
Для замены прокладки головки блока цилиндров двигателя К7М выполните следующее. Вам потребуются: те же инструменты, что и для снятия ремня привода газораспределительного механизма и крышки головки блока цилиндров, а также ключ «на 13», торцовая головка ТОRХ Е14, динамометрический ключ, пассатижи.
1. Снизьте давление в системе питания. 2. Отсоедините провод от клеммы "минуc" аккумуляторной батареи. 3. Слейте жидкость из системы охлаждения двигателя. 4. Снимите со шкива распределительного вала ремень привода газораспределительного механизма «Замена и регулировка натяжения ремня. замена натяжного, ролика привода газораслределительного механизма».5. Отсоедините приемную трубу от выпускного коллектора.
6. Снимите воздушный фильтр. 7. Отжав фиксаторы, отсоедините колодки жгута проводов от форсунок...
8. ...датчика положения дроссельной заслонки...
9. ...датчика абсолютного давления
10. ...датчика температуры охлаждающей жидкости...
11. ...датчика температуры всасываемого воздуха...
12. ...и регулятора холостого хода.
13. Разъедините колодку жгута проводов датчика концентрации кислорода...
14. ...и выведите жгут из держателя
15. На стороне двигателя, обращенной к щиту передка, отверните гайку крепления распорки к впускной трубе, выверните болт ее крепления к блоку цилиндров...
16. ...и снимите распорку.
17. Выведите моторный жгут из держателей на впускной трубе сзади...
18. ...и спереди.
19. Отстегнув отверткой верхние держана двигателетели моторного жгута спереди...
20. ...и сзади...
21. ...извлеките жгут из переднего...
22. ...и заднего держателей.
23. Извлеките жгут иp среднего верхнего держателя на впускной трубе...
24. и отведите ее в сторону
25. Снимите с шарового пальца промежуточного рычага наконечник троса привода дроссельной заслонки
26. Извлеките трос из отверстия кронштейна и отведите в сторону
27. Отсоедините от выпускной трубы шланг продувки адсорбера
28. Отсоедините от топливной рампы топливопровод
29. Отсоедините от впускной трубы шланг к вакуумному усилителю тормозов, сжав фиксаторы его крепления.
30. Ослабьте хомуты крепления трех шлангов, сжав пассатижами их отогнутые
31. ...и отсоедините шланги от патрубков термостата и головки блока цилиндров
32. Извлеките шланги отопителя из держателя на кронштейне
33. Выверните болт крепления«массового» провода...
34. ...и отсоедините провод.
35. Выверните болт крепления кронштейна насоса гидроусилителя рулевого управления к головке блока цилиндров
36. Снимите крышку головки блока цилиндров 37. Ослабьте в указанном порядке затяжку десяти болтов крепления головки блока цилиндров.

38. ...окончательно выверните болты
39. ...и снимите установленные под болтами шайбы.
Болты крепления головки блока обязательно Замените новыми. Повторно их использование не допускается. Обратите внимание на то, что болты разной длины. При их снятии запомните расположение болтов и затем установите их на прежние места.40. Снимите головку блока цилиндров в сборе с впускной трубой, дроссельным узлом и выпускным коллектором... Снимать головку блока цилиндров удобнее с помощником, так как она довольно тяжелая.
41. ...затем снимите ее прокладку.
42. Очистите привалочные поверхности головки и блока. 43. Проверьте головку блока на отсутствие коробления. Для этого поставьте линейку ребром на поверхность головки сначала посередине вдоль, затем поперек, а также по диагоналям и щупом измерьте зазор между поверхностью головки и линейкой. Замените головку блока цилиндров, если зазор более 0,05 мм. 44. Установите головку блока цилиндров в последовательности, обратной снятию, с учетом следующего: - удалите из резьбовых отверстий болтов крепления головки блока цилиндров масло или охлаждающую жидкость, попавшие туда при снятии головки;
- обязательно установите новую прокладку головки блока, повторное использование прокладки не допускается;- замените болты новыми; - смажьте болты моторным маслом; - затягивайте болты на холодном двигателе в указанном порядке в четыре этапа:

I этап (предварительная осадка прокладки) - затяните болты моментом 20 Н*м, после чего доверните на угол 110°±6°. Подождите 3 мин; II этап - ослабьте болты 1 и 2, после чего снова затяните их моментом 20 Н*м и доверните на угол 110'±6°; III этап - ослабьте болты 3-6, после чего снова затяните их моментом 20 Н*м и доверните на угол 110°±6°; IV этап - ослабьте болты 7-10, после чего снова затяните их моментом 20 Н*м и доверните на угол 110'±6°. 45. Установите все снятые детали и узлы, кроме крышки головки блока цилиндров и воздушного фильтра, а порядке, обратном снятию. 46. Отрегулируйте натяжение ремня привода газораспределительного механизма. 47. Поверьте и при необходимости отрегулируйте зазоры в приводе клапанов двигателя К7М48. Установите крышку головки блока цилиндров49. Установите воздушный фильтр 50. Залейте охлаждающую жидкость.
Замена прокладки головки блока цилиндров на 16 клапанном двигателе Лада Ларгус
Для замены прокладки головки блока цилиндров двигателя К4М выполните следующее. Вам потребуются: торцовые головки «на», «на 16», «на 18", ТОRХЕ14, ключ «на 13», отвертка с плоским лезвием, фиксатор для установки ВМТ, фиксатор распределительных валов, динамометрический ключ, пассатижи.
1. Снизьте давление в системе питания. 2. Отсоедините провод от клеммы «минус» аккумуляторной батареи. 3. Слейте жидкость из системы охлаждения двигателя. 4. Снимите ремень привода газораспределительного механизма 5. Отсоедините приемную трубу от выпускного коллектора 6. Снимите ресивер впускной трубы.
7. Снимите воздушный фильтр. 8. Отсоедините колодки жгута проводов от форсунок...
9. ...и топливной рампы.
10. Отсоедините колодки жгута проводов от датчиков положения дроссельной заслонки, температуры охлаждающей жидкости и управляющего датчика концентрации кислорода 11. Ослабьте хомуты крепления двух шлангов, сжав пассатижами их отогнутые усики, сдвиньте хомуты по шлангам и отсоедините шланги от патрубков термостата...
12. ...и головки блока цилиндров.
13. Выверните болты крепления насоса гидроусилителя рулевого управления и отведите насос в сторону 14. Снимите крышку головки блока цилиндров (см. «Замена уплотнения крышки головки блока цилиндров Лада Ларгус») 15. Снимите распределительные валы. 16. Выверните торцовой головкой ТОRХ десять болтов крепления головки блока цилиндров и извлеките болты. Болты крепления головки блока обязательно Замените новыми. Повторно их использование не допускается. Обратите внимание на то, что болты разной длины. При их снятии запомните расположение болтов и затем установите их на прежние места.17. Снимите головку блока цилиндров в сборе с выпускным коллектором и впуской трубой. Сниматъ головку блока цилиндров удобнее с помощником, так как она довольно тяжелая.
18. Снимите прокладку.
19. Очистите привалочные поверхности головки и блока. 20. Проверьте головку блока на отсутствие коробления. Замените головку блока цилиндров, если зазор более 0,05 мм. 21. Установите головку блока цилиндров в последовательности, обратной снятию, с учетом следующего: - удалите из резьбовых отверстий под болты крепления головки блока цилиндров масло или охлаждающую жидкость, попавшие туда при снятии головки;
- обязательно установите новую прокладку головки блока, повторное использование прокладки не допускается;- замените болты новыми; - смажьте болты моторным маслом; - затягивайте болты на холодном двигателе в указанном порядке (рис. 1) в два этапа: I этап (предварительная осадка прокладки) - затяните болты моментом 20 Н*м; II этап - доверните болты на угол 240°±6°.

Рис. 1. Порядок затяжки болтов крепления головки блока цилиндров Лада Ларгус
22. Установите все снятые детали и узлы в порядке, обратном снятию. 23. Отрегулируйте натяжение ремня привода газораспределительного механизма. 24. Залейте охлаждающую жидкость.
www.autosecret.net
Головка блока цилиндров, клапана и пружины клапанов.
 |
Снятие
|
Проверка
Головка блока цилиндров
|
Направляющие втулки клапана
|
Клапана
|
Пружина клапана
|
Вставное седло клапана
|
Замена направляющей втулки клапана
|
Замена седла клапана
|
Установка
|
www.zapchastimag.ru
Головка блока и клапана ЗМЗ-24Д
Головка блока и клапана ЗМЗ-24Д (ГАЗ-24)
Есть несколько типов работ по ремонту и обслуживанию двигателя, которые наиболее часто производятся автолюбителями самостоятельно. Это работы, производимые с головкой блока цилиндров: замена термостата, регулировка клапанов, замена маслосъемных колпачков, замена и притирка клапанов и замена прокладки головки блока. Ведь для производства этих работ не нужно снимать двигатель с машины. Для проведения этих работ достаточно иметь набор торцевых ключей, щупы для регулировки клапанов, и некоторую техническую информацию. Эта страница как раз и предназначена для того, чтобы дать нужную информацию тем, кто хочет самостоятельно заменить прокладку головки или отрегулировать клапана.
Перед тем, как заниматься ремонтом, рекомендуется ознакомиться с устройством двигателя ЗМЗ-24Д.
Замена термостата
Смена термостата может потребоваться, если нарушен температурный режим двигателя. Если температура не стабилизируется, а либо в зависимости от режима и отрытия радиатора изменяется в больших пределах, двигатель либо перегревается, либо наоборот длительное время прогревается, нужно поменять термостат.
Термостат находится в выходном патрубке водяной помпы. Термостат можно менять не снимая головку с двигателя. Для замены термостата достаточно слить тосол, отсоединить трубку, соединяющую выходной патрубок термостата с верхней частью радиатора и снять выходной патрубок, отвернув три болта его крепления. После этого откроется доступ к термостату.
Термостат проверяется погружением в горячую воду. При температуре воды выше 90 градусов клапан термостата должен быть полностью открыт, а при температуре ниже 60 градусов полностью закрыт.
После замены термостата необходимо установить на место выходной патрубок помпы, соединить трубкой патрубок с радиатором и залить тосол в систему охлаждения.
Замена прокладки головки блока
Пробитая прокладка головки блока цилиндров - достаточно часто встречающийся дефект двигателя. Так как гильзы цилиндров установлены в полости блока цилиндров, в которой протекает охлаждающая жидкость, пробой головки в первую очередь приводит с одной стороны к прониканию выхлопных газов в систему охлаждения (говоря по простому, газы будут булькать из открытой горловины радиатора), а с другой стороны, к протеканию тосола в цилиндр, а затем и в картер двигателя (через зазоры в кольцах), что значительно хуже. При попадании тосола в масло образуется эмульсия, представляющая из себя взвесь мелких шариков тосола в масле. Эмульсия имеет желтоватый оттенок.
Если Вы обнаружили, что вдруг понизился уровень охлаждающей жидкости в бачке, и особенно если при этом двигатель плохо заводится, первым делом проверьте щупом масло. Если на щупе есть грязно-желтый осадок - это эмульсия, и нужно срочно менять прокладку. Если сомневаетесь, откройте пробку радиатора (помните о технике безопасности - пробку на горячем двигателе открывать только через тряпку). Заведите двигатель и погазуйте. Если пошли пузыри из радиатора, а сам тосол грязноватый - можете больше не сомневаться. Покупайте новую прокладку, свежее и промывочное масло, запасайтесь щупами и готовьтесь к ремонту.
Не в коем случае не откладывайте ремонт. Езда на эмульсии вместо масла очень скоро приведет к тому, что дело не ограничится прокладкой. Шейки валов и вкладыши очень быстро выйдут из строя и придется переходить уже к следующей главе - переборке двигателя.
Итак, с чего начать. Начнем с того, что головку блока надо снять.
Снятие головки блока
Во-первых сливаем тосол. Для этого есть краник на радиаторе и краник на блоке. При сливе тосола не забудьте открыть пробку радиатора и краник печки.
Во-вторых, сливаем масло, отвернув пробку на картере двигателя. Не удивляйтесь, если первое время вместо масла будет течь тосол - он тяжелее.
В-третьих, освобождаем головку от всего, что может помешать ее снятию. Это кожух вентилятора, вентилятор, шланги вентиляции картера, воздушный фильтр, шланги вакуума на усилитель тормозов и на трамблер, тяга от педали к газа к карбюратору, тросик подсоса, трубки подачи топлива в карбюратор. Сам карбюратор можно не снимать. Демонтаж всего вышеперечисленного затруднения не вызовет. Зато может вызвать затруднения отвинчивание двух гаек крепления приемной трубы глушителя, особенно если Вы их последние 20 лет не отвинчивали. Помочь может жидкость WD и хорошие накидные и торцевые ключи. Радовать может то, что прощесс отвинчивания приемной трубы на Волге много проще, чем например на Жигулях.
Если Вам с успехом удалось отвинтить приемную трубу, снимаем крышку головки блока вместе с ее прокладкой. Вам откроется основная часть газораспределительного механизма (за исключением распредвала и толкателей). Далее придется снять коромысла (6) в сборе с их осью (5) (рис2). Сделать это несложно - надо отвинтить четыре гайки, крепящие ось коромысел. Затем надо снять ось коромысет вместе с надетыми ина них коромыслами. Затем эту систему надо промыть в бензине, осмотреть, и если ничто не вызывает подозрений, дальше не разбирать. Далее вынимаем из отверстий штанги толкателей (12).
Следующий этап - отвинчивание гаек крепления головки, которые навернуты на шпильки, установленные в блоке цилиндров. Здесь нужен торцевой ключ с рукояткой длиной не менее 25 см. Если обладаете достаточной силой, гайки отвернутся без особых проблем.
Теперь головку (в сборе с впускным и выпускным коллектором и карбюратором) можно снять. Сделать это не так просто, так как головка прикипела к прокладке, а прокладка к блоку. Поэтому будет совсем не лишним несколькими ударами молотка по выпускному коллектору снизу сдернуть головку с места. После этого не составит большого труда снять головку с двигателя. Теперь необходимо удалить остатки старой прокладки с головки и блока. На блоке делать это осторожно, чтобы не насыпать мусора в цилиндры.
Пользуясь случаем, необходимо удалить образовавшийся нагар с поршней, клапанов и поверхности камеры сгорания. Не поленитесь это сделать, так как снимать головку в следующий раз, если Вы все правильно делаете, придется не скоро.
Заодно неплохо было бы оценить состояние клапанов (65) и маслосъемных колпачков (70) (рис2). Открыть клапан можно с помощью съемника клапанов (так называемого рассухаривателя), а если его нет, нужно перевернув головку, упереть тарелку клапана в подходящий упор и сильно надавить на головку. В этом случае лучше работать вдвоем, так как одновременно давить на головку и осматривать клапан не удастся. Кромка клапана (которая работает по седлу 64) должна быть ровной, без раковин. Если на клапане есть большие дефекты, нужно снять клапан, а затем, в зависимости от состояния, притереть клапан, или заменить его.
Ели есть подозрение на то что маслосъемные колпачки уже текут (или если Вы просто знаете, что последние 10-15 лет их никто не менял), надо заменить колпачки. Правда для этого так же придется снять клапана.
Если состояние колпачков и клапанов нормальное, переходим к установке головки.
Снятие клапанов
Для снятия клапана нужно снять клапанные пружины (72) и тарелку пружины клапана (73) (рис2). Для этого необходимо приобрести съемник клапанов (рассухариватель). Универсальный съменик, которым можно снять клапана практически с любого двигателя, представляет собой рычаг с двумя разрезными упорами. Один упор зацепляется за гайку, навернутую на шпильку крепления оси коромысел, а второй давит на тарелку пружины. Итак, ставим головку на ровную поверхность, навинчиваем гайку на шпильку, ближайшую к снимаемому клапану и поддеваем под гайку один упор съемника. Нажимаем на рычаг съемника и давим вторым его упором на тарелку пружины клапана. Клапан открывается и упирается в поверхность, на которой лежит головка. Давим на рычаг дальше. При этом клапан остается на месте, а клапанные пружины продолжают сжиматься. Тарелка пружины опускается по штоку клапана. При этом из углубления тарелки пружины появляются два сухарика (74), представляющие из себя две половинки разрезанного конуса. Сухарики необходимо вынуть круглогубцами или просто отверткой. После этого плавно поднимаем рычаг съемника. При этом незакрепленная тарелка пружины клапана под действием пружин поднимается и шток клапана выходит из тарелки. Теперь клапан без труда можно вынуть. Главное в этом процессе - не потерять сухарики.
Если Вы сняли клапана, обязательно перед их установкой замените маслосъемные колпачки (70) на новые. Это не займет много времени и денег, но зато Вам не придется лишний раз снимать пружины клапанов для замены колпачков.
Замена маслосъемных колпачков
Для того, чтобы заменить маслосъемный колпачек (70), надо снять клапанные пружины и тарелку (72,73) (рис2). Это можно делать как на снятой головке, так и не снимая головку с двигателя.
Если Вам нужно заменить маслосъемные колпачки не снимая головки, достаточно демонтировать ось коромысел с коромыслами в сборе (5) (рис2). После этого можно снять съемником тарелки пружин клапанов и пружины и получить доступ к маслосъемным колпачкам. Съем тарелок пружин клапанов при этом производится так же, как и при съеме клапанов, с той лишь разницей, что роль ровной поверхности, в которую упирается клапан, когда на его тарелку давит упор съемника, играет поршень. Для этого поршень необходимо установить в верхнее положение. Делается это так. Вывинчиваете свечу и затыкаете пальцем свечное отверстие. В это время Ваш помощник плавно проворачивает ручкой коленвал. Когда поршень пойдет вверх, вы почувствуете, что из цилиндра через свечное отверстие выходит воздух. Коленвал надо остановить в тот момент, когда поток воздуха прекращается. Дальше следует снять клапанные пружины и тарелку.
Итак, клапанная тарелка с пружинами, а возможно и сам клапан, сняты. Теперь Вам открылся доступ к маслосъемным колпачкам (70) (рис2). Снять их можно, поддев отверткой, а установить новые, надавив на них сверху. То есть сама замена колпачков трудности не доставляет - основная работа по снятию пружин с клапанов. Если Вы меняли только колпачки, теперь можно перейти к установке на место клапанных пружин и тарелки, сохраняя верхнее положение поршня.
Притирка клапанов
Если клапан (65) (рис2) неплотно прилегает к седлу (64), происходит уменьшение компрессии. Если при этом на рабочей кромке клапана нет чрезмерно сильных раковин, прилегание клапана к седлу можно улучшить притиркой клапана. Притирка клапанов производится на снятой головке блока. Сначала необходимо снять клапан, состояние которого требует притирки, и еще раз его осмотреть, возможно его необходимо заменить. При этом надо учесть, что новый клапан все равно нуждается в притирке вследствие неизбежной изношенности седла клапана. После того, как вы решите, какой клапан притирать, тот, который у Вас есть, или новый, можно приступать к притирке.
Притирка клапана производится с помощью шлифовальной пасты. Шлифовальная паста наносится на рабочую кромку клапана, затем клапан устанавливается на свое место и производятся его вращательные движения с одновременным прижатием к седлу. Осуществить этот процесс в гаражных условиях можно таким образом. Надо подобрать резиновую трубку с таким внутренним диаметром, чтобы она с большим натягом налезала на стержень клапана. Затем нужно взять металлический стержень (или просто сверло) того же диаметра, что и стержень клапана, и зажать его в патроне дрели. Теперь натягиваем один конец трубки на сверло, а другой на стержень клапана, предварительно вставленного в свое гнездо. Далее приводим дрель во вращение и создаем необходимый натяг резиновой трубки, чтобы обеспечить плотное прилегание клапана, намазанного шлифовальной пастой, к седлу. Таким методом можно достаточно быстро притереть все восемь клапанов. В принципе можно обойтись и без резиновой трубки, непосредственно зажимая стержень клапана в патроне дрели. Но при этом надо быть очень осторожным, чтобы не разбить боковыми нагрузками металлокерамическую направляющую втулку клапана.
Хорошо притертый клапан должен иметь ровную поверхность, без темных непрошлифованных мест. После притирки необходимо любым методом пометить клапан и гнездо, в которое он ставится - притертые клапаны невзаимозаменяемы. Когда все клапаны притерты, необходимо промыть бензином головку и клапана, чтобы удалить остатки шлифовальной пасты.
Установка клапанов
Клапана устанавливаются так же, как вы их и снимали, только в обратной последовательности. Клапан (65) (рис2) вставляется в свою направлющую втулку и головка располагается на ровной поверхности. Снизу под клапан подкладывается упор, который не дает клапану опускаться. На направляющую втулку клапана надевается маслосъемный колпачек (70). Затем устанавливаются две клапанные пружины (72) и на шток клапана надевается тарелка (73). Навинчивается гайка на шпильку крепления оси коромысел, под нее поддевается один упор съемника, а второй упор давит на тарелку и сжимает пружины. Когда тарелка опускается ниже канавки, которая находится в верхней части штока клапана, в эту канавку устанавливаются два сухарика (74). Эту операцию лучше выполнять вдвоем. Затем плавно отпускаем рычаг съемника, чтобы сухарики зафиксировали тарелку на штоке клапана. После установки всех клапанов можно приступить к установке головки на блок цилиндров.
Точно так же производится устанорвка клапанных пружин и тарелок в том случае, если вы не снимали клапана, а только меняли маслосъемные колпачки.
Установка головки блока
Итак, у нас есть головка в сборе с клапанами и блок цилиндров в сборе без головки. Теперь мы можем установить головку на блок цилиндров. Делаить это можно и на снятом двигателе, и на установленном на машине. Последовательность установки такая.
Надеваем новую прокладку головки блока на шпильки таким образом, чтобы металлический поясок на прокладке вокруг отверстий под цилиндры был обращен в сторону поршней. В принципе перед установкой прокладку можно смазать графитовой смазгой, что возможно в последующем облегчит ее снятие при следующей замене. Устанавливать можно только новую прокладку, даже если ваша старая выглядит неплохо, долго она уже не проработает.
Надеваем на шпильки собранную головку и навинчиваем с небольшим усилием гайки крепления головки. Далее затягивать гайки нужно в определенной последовательности, чтобы обеспечить равномерное прилегание прокладки. Для затяжки гаек можно обойтись без динамометрического ключа. Возьмите обычный торцевой ключ с длиной рукоятки 25-30 см. Если Вы не обладаете способностями Шварцнегера, вы не сможете этим ключем сорвать резьбу на шпильках. С другой стороны, если вы в состоянии провернуть руль, когда Волга стоит на месте, у Вас хватит сил, чтобы затянуть гайки с требуемым усилием. Правило затяжки такое: постепенно подворачивайте гайки в указанной последовательности, до тех пор, пока Вы в состоянии проворачивать ключ.
Порядок затяжки следующий (считая от радиатора):
- третий ряд шпилек: левая гайка, правая гайка
- четвертый ряд шпилек: левая гайка, правая гайка
- второй ряд шпилек: левая гайка, правая гайка
- пятый ряд шпилек: левая гайка, правая гайка
- первый ряд шпилек: левая гайка, правая гайка
После того, как гайки крепления головки затянуты, в сквозные отверстия, которые идут через головку и блок к толкателям (13), устанавливаем штанги толкателей (12) (рис2) острыми головками вверх. Теперь одеваем на шпильки крепления ось коромысел в сборе с коромыслами (5) и равномерно затягиваем четыре гайки ее крепления. При этом желательно периодически проворачивать коленвал, чтобы снимать нагрузку с тех клапанов, около которых заворачиваем гайку.
Итак, коловка установлена. Теперь нам необходимо отрегулировать зазоры клапанов. Это необходимо делать после каждых оперций с затяжкой гаек крепления головки к блоку. Дело в том, что зазор в клапане зависит от изменения длины от толкателя до коромысла. А это расстояние изменяется при изменении толщины прокладки головки при затяжке гаек.
Теперь запишите пробег машины. Через 1000 км обязательно необходимо опять снять крышку головки, ось коромысел с коромыслами и подтянуть гайки крепления головки. За этот пробег прокладка прилично ужмется, и если Вы головку не подтянете, вновь произойдет пробой прокладки. После подляжки гаек в соответствии с указанным порядком затяжки потребуется регулировка клапанов.
Регулировка зазоров клапанов
Регулировка зазоров клапанов производится на головке блока цилиндров, установленной на двигатель, после затяжки гаек крепления головки и установки оси коромысел с коромыслами в сборе. Для регулировки клапанов необходимо приобрести щупы, представляющие набор тонких металлических пластинок заданной толщины.
Для доступа к клапанам снимите мешающие шланги вентиляции картера и крышку головки блока (если Вы ее еще не сняли).
Регулировка производится только на холодном двигателе. При регулировке необходимо в цилиндре, на котором регулируют клапана, установить поршень в верхнюю мертвую точку при закрытых впускном и выпускном клапане. Для того, чтобы это сделать, вывинтите свечу из выбранного цилиндра. Заткните отверстие от свечи пальцем и попросите кого-нибудь плавно проворачивать ручкой коленчатый вал. Когда клапана выбранного цилиндра закроются, а поршень пойдет вверх, Вы почувствуете, что воздух стал под давлением выходить из цилиндра. В момент, когда выход воздуха прекратится, нужно остановить коленчатый вал. Этот момент соответствует в.м.т. Для надежности можно свериться по меткам на шкиве коленчатого вала.
После установки коленвала с помощью щупов измеряем зазор между штоком впускного клапана и коромыслом (6) (рис2). Если зазор не соответствует норме, ослабляем стопорную гайку (7) болта коромысла (8) и вращением регулировочного болта обеспечиваем требуемый зазор. После этого, удерживая болт, фиксируем его стопорной гайкой. Затем так же регулируем выпускной клапан.
После регулировки клапанов первого цилиндра переходим к следующему, вновь проворачиванием коленвала установив клапаны следующего цилиндра в закрытое состояние, а поршень в верхнюю мертвую точку. Стоит помнить, что порядок работы цилиндров 1-2-4-3
Требуемые зазоры клапанов холодного двигателя (считая со стороны радиатора) следующие:
- 1-й клапан: 0.30 - 0.35 мм
- 2 - 7-й клапан: 0.35 - 0.40 мм
- 8-й клапан: 0.30 - 0.35 мм
Если Вы установите зазоры чуть больше нормы, ничего страшного не произойдет - двигатель будет просто чуть больше шуметь. Но если Вы установите слишком маленькие зазоры это приведет к тому, что клапан на горячем двигателе не будет плотно закрываться и со временем прогорит.
После регулировки клапанов остается установить крышку головки. Сделать это довольно просто. Перед установкой крышки проверьте состояние ее прокладки, возможно она нуждается в замене. Впрочем, если она нормальная, вполне можно оставить старую прокладку (в отличие от прокладки голоки).
В разделе использован Рисунок2 газораспределительного механизма с сайта ГАЗ-2456
ГАЗ-24 - страница любителей классической Волги
Ремонт ГАЗ-24 - ремонт Волги своими руками.
Copyright© V.Bulkin E-mail: long-vehicle.narod.ru
long-vehicle.narod.ru