Размеры поршней
Справочная и техническая информация о деталях двигателей
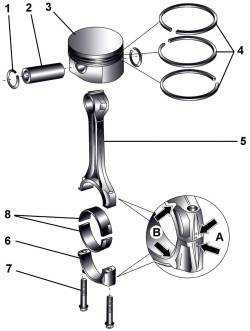
При расточке блока и установке поршней в блок цилиндров, требуется следовать рекомендациям производителя поршней по обработке цилиндров, монтажу и установке деталей цилиндропоршневой группы. Основная информация нанесена на верней части поршня. Если какая либо информация не указана производителем поршней, ни на упаковке, ни на самом поршне, то необходимо следовать рекомендациям производителя автомобиля. Расшифровка символов и значений приведена ниже.
Информация на верхней части.
- Размер поршня. Некоторые производителей поршней наносят на днище поршня размер самого поршня в сотых долях миллиметра, этот контрольный параметр позволяет проверить качество изготовления поршней и точность размеров, пред непосредственной установкой. Например: 83.93. Это означает, что в измеряемых точках размер поршня не превышает указанного размера (с учетом поля допуска). Измерение следует производить при температуре поршня (+20 градусов), с помощью микрометра или аналогичного измерительного инструмента, с точностью измерения до одной сотой доли миллиметра (0,01мм).
- Монтажный зазор. Для того, что бы обеспечить уплотнение рабочей полости цилиндра и минимальную работу трения поршня, а так же предотвратить горячий поршень от заклинивания, между поршнем и стенкой цилиндра предусматривается монтажный (температурный) зазор ( Sp ). При повышенном зазоре между поршнем и стенкой цилиндра работа двигателя заметно ухудшается - имеет место прорыв газов в картер двигателя, ухудшается из-за этого качество масла, закоксовываются кольца и снижается мощность двигателя. Величина этого зазора задается производителем поршней для начальной температуры деталей цилиндропоршневой группы (обычно +20 градусов), и зависит в основном от разности температур, массы поршня и свойств материалов соприкасающихся деталей. Пример: Sp=0.04. Это означает, что зазор между поршнем (по максимальному размеру юбки поршня) и цилиндром должен быть 0,04 мм (с учетом поля допуска).
- Товарный знак. Каждый серьезный производитель поршней маркирует свою продукцию своим фирменным товарным знаком. Во первых, это часть борьбы с подделок своей продукции, а во вторых демонтировав при ремонте старый поршень сразу становится возможным идентифицировать его, с помощью номера отливки на днище поршня.
- Направление установки. Поршни современных двигателей имеют строго определенное положение в двигателе, в частности, это связано с тем ось поршневого пальца имеет некоторое смещение, относительно центрально оси симметрии поршня. Это сделано для уменьшения шума при работе двигателя, а точнее ударных нагрузок на стенки цилиндра при перекладке поршня в крайнем положении. Как правило, производители используют два способа изображения направления установки– (для двигателей размещаемых спереди и сзади автомобиля). На днище наносится либо стрелка, указывающее направление передней части автомобиля (направление движения), либо схематично изображается коленчатый вал с маховиком.
| Направление установки поршней для двигателя, установленного впередней части автомобиля | Направление установки поршней для двигателя, установленного взадней части автомобиля |
Номер отливки на внутренней части поршня.
| Пример расположения номера отливки для поршней,фирмы Kolbenschmidt
|
Пример расположения номера отливки для поршней,фирмы MAHLE
|
Опытные мотористы часто сталкиваются в своей работе с трудностью, когда в ремонт поступает очень старый автомобиль, и нет какой либо возможности точно идентифицировать тип его двигателя. Часто просто бывает не корректная информация в документах, на автомобиль, например ошибка (опечатка) в VIN коде или в графе «ТИП ДВИГАТЕЛЯ». Но ремонтировать нужно, и необходимо правильно подобрать ремонтные поршни.Тогда на помощь приходит информация о номере отливки на внутренней части поршня. Следует извлечь поршень из блока цилиндров, очистить от нагара внутреннюю полость и прочесть отлитые цифры и буквы. Подобный способ подходит не для всех поршней, но основные поставщики конвейеров европейских автомобилей MAHLE, Kolbenschmidt, AE, Nural позволяют расшифровать эти данные. Что же такое «номер отливки»? Поршни, имеющие одинаковые основные параметры изготавливаются на одном и том же технологическом оборудовании (в частности в одной литьевой форме), затем подвергаются последующей механической обработке в зависимости от требуемого ремонтного размера и модификации. То есть для поршней имеющие STD и ремонтные размеры номера отливок совпадают. Как правило, одному номеру отливки соответствуют несколько поршней на один двигатель, это стандартный поршень и его последующие ремонты. Но есть исключения (когда номер отливки совпадет с несколькими модификациями поршня) тогда необходимо замерить контролируемые геометрические параметры.Как расшифровать? Мы рекомендуем проверять ваши номера отливок через бумажные каталоги соответствующих производителей. Помимо этого вы можете расшифровать эти данные и с помощью on-line каталогов наших поставщиков.
Следует определить изготовителя старого поршня по торговой маркировке, а затем, используя его каталог (бумажный или электронный) ввести найденный номер. Значение номера отливки необходимо вводить непосредственно в поле поиска по артикулу детали ( Artikel # ) или поиска по замене номера (Reference No:). Не забывайте проверять полученные результаты по основным геометрическим размером со старыми деталями.
www.motorzona.ru
Размеры поршней
Дизельный двигатель 2,0 л DOHC DCI типа M9RСнятие и установка силового агрегата Разборка двигателя для капитального ремонтаРазборка головки блока цилиндровПроверка ГБЦСборка ГБЦ Ремонт нижней части двигателяСборка двигателя M9R
Дизельный двигатель 2,5 л DOHC типа G9UСнятие ГБЦРазборка, проверка и сборка ГБЦРазборка нижней части двигателяСборка двигателя
Система впрыскаСистема впрыска дизельного двигателя F9Q типа EDC15C13Система впрыска дизельного двигателя M9R типа BOSCH EDC16C36Система впрыска дизельного двигателя G9U типа EDC15С13Система охлаждения двигателяСистема выпуска ОГ

Классификация поршней по высоте верхней части поршня
Класс поршня | Высота поршня (HI), мм |
R или J | 47,004 |
S или К | 47,046 |
Т или L | 47,088 |
U или М | 47,130 |
X или N | 47,172 |
Перед проверкой необходимо убедиться в том, что поршневой палец свободно вращается в поршне.
Измерьте с помощью микрометра длину (L1) поршневого пальца, внутренний диаметр (d) поршневого пальца и наружный диаметр (D1) поршневого пальца.
Размеры поршневых пальцев | ||||||
|
С помощью микрометра измерьте диаметр поршня (D2) на расстоянии (XI) = 39 мм от нижнего края юбки.
Диаметр поршня должен составлять 79,866 (0; +0,0075) мм.

С помощью набора щупов (4) измерьте зазор между кольцами (5) и выточками на поршне (6) (необходимо измерять в трех точках, находящихся под углом 120° друг к другу).
А. Неправильное положение щупа В Правильное положение щупа

Толщина верхнего компрессионного кольца (Х2), мм | Толщина нижнего компрессионного кольца (ХЗ), мм | Толщина маслосъемного кольца (Х4), мм |
2,5 (-0,03;-0,1) | 2 (-0,22;-0,1) | 3(-0,03;-0,1) |
Установите проверяемое поршневое кольцо в цилиндр, затем продвиньте поршневое кольцо до середины цилиндра с помощью поршня. Измерьте зазор кольца в замке с помощью набора щупов. |
Зазор верхнего компрессионного кольца, мм | Зазор нижнего компрессионного кольца, мм | Зазор маслосъемного кольца, мм |
0,20-0,45 | 0,70-0,90 | 0,25-0,50 |
0,15-0,30 | 0,70-0,90 | 0,25-0,50 |
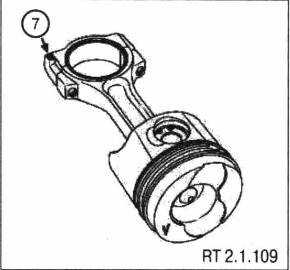
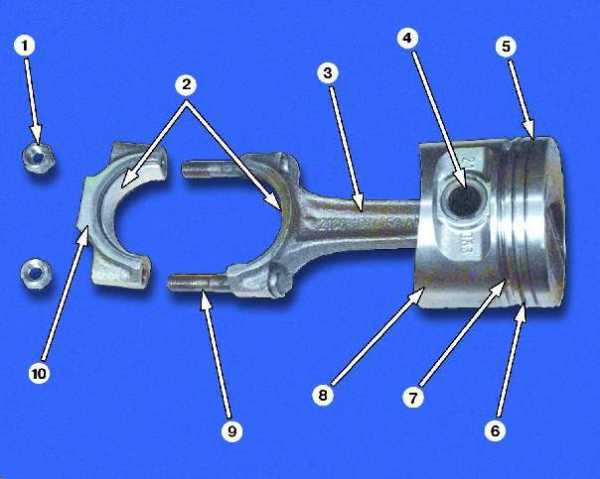
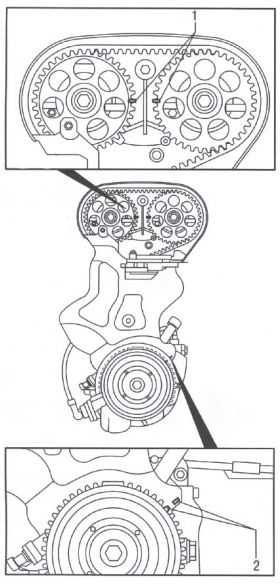
Направление установки шатунов относительно поршня определяется по обработанной ровной поверхности (7) внутри крышки нижней головки шатуна, которая должна располагаться напротив стрелки V, выгравированной на поршне и обозначающей сторону маховика.
Обработанная ровная поверхность (7) внутри крышки нижней головки шатуна, таким образом, должна соответствовать стороне привода ГРМ.
trafic-renault.narod.ru
Дефектация деталей двигателя ВАЗ-21126
6. Если зазор меньше 0,25 мм, аккуратно сточите надфилем торцы кольца.
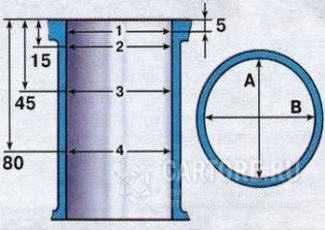
7. Измерьте диаметры цилиндра в двух перпендикулярных плоскостях (рис. 7) (В — вдоль, А — поперек блока цилиндров) и в четырех поясах (1, 2, 3 и 4). Для этого необходим специальный прибор — нутромер. Номинальный размер цилиндра (см. таблицу), овальность и конусность не должны превышать 0,05 мм. Если максимальное значение износа больше 0,15 мм или овальность превышает указанное значение, расточите цилиндры до ближайшего ремонтного размера поршней, оставив припуск 0,03 мм на диаметр под хонингование. Затем отхонингуйте цилиндры, выдерживая такой диаметр, чтобы при установке поршня расчетный зазор между ним и цилиндром был 0,025–0,045 мм.
Дефектовку, расточку и хонингование блока проводите в мастерских, имеющих специальное оборудование.
Номинальные размеры цилиндров и поршней
|
Класс |
Диаметр, мм |
|
|
Цилиндра |
поршня |
|
|
A |
82.00-82,01 |
81,965-81,975 |
|
B |
82,01-82,02 |
81,985-81,995 |
|
C |
82,02-82,03 |
82,005-82,015 |
|
D |
82,03-82,04 |
─ |
|
E |
82,04-82,05 |
─ |
8. Проверьте отклонение от плоскостности поверхности разъема блока с головкой цилиндров. Приложите штангенциркуль (или линейку) к плоскости:
– в середине блока;
– в продольном и поперечном направлениях;
– по диагоналям плоскости. В каждом положении плоским щупом определите зазор между линейкой и плоскостью. Это и есть отклонение от плоскости. Если отклонение превышает 0,1 мм, замените блок.
9. Проверьте зазоры между поршнями и цилиндрами. Зазор определяется как разность между замеренными диаметрами поршня и цилиндра. Номинальный зазор равен 0,025–0,045 мм, предельно допустимый – 0,15 мм. Если зазор не превышает 0,15 мм, можно подобрать поршни из последующих классов, чтобы зазор был как можно ближе к номинальному. Если зазор превышает 0,15 мм, расточите цилиндры и установите поршни соответствующего ремонтного размера. Измерьте диаметр поршня на расстоянии 10 мм от нижнего края юбки в плоскости, перпендикулярной поршневому пальцу.
10. При замене деталей шатунно-поршневой группы необходимо подобрать поршни к цилиндрам по классу и одной группы по массе, а также поршневые пальцы к поршням по классу и шатуны по массе. Для подбора поршней к цилиндрам вычислите зазор между ними. Для удобства подбора поршней к цилиндрам их делят в зависимости от диаметров на пять классов через 0,01 мм: A, B, C, D, E (таблица). В запасные части поставляют поршни номинального размера трех классов: A, C, E и двух ремонтных размеров (1-й ремонтный размер — увеличенный на 0,4 мм, 2-й — на 0,8 мм).
По массе поршни разбиты на три группы: нормальную, увеличенную на 5 г и уменьшенную на 5 г. На двигатель должны быть установлены поршни одной группы. Для поршней ремонтных размеров в запчасти поставляют кольца ремонтных размеров, увеличенных на 0,4 и 0,8 мм. На кольцах 1-го ремонтного размера выбито число «40», 2-го – «80».
11. Обозначения класса цилиндров выбиты на нижней плоскости блока (привалочная поверхность под масляный картер) напротив каждого цилиндра.
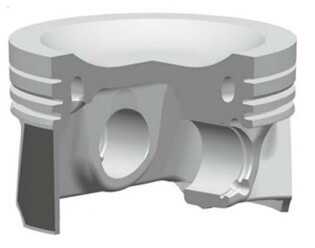
12.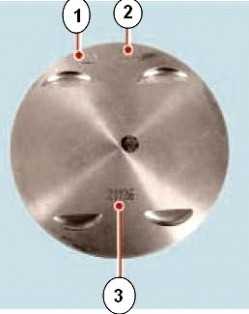 На днище поршня выбиты следующие данные:
На днище поршня выбиты следующие данные:
1 – класс поршня по диаметру;
2 – стрелка, показывающая направление установки поршня;
3 –модель двигателя.
13. Пальцы с трещинами замените. Палец должен легко входить в поршень от усилия большого пальца руки. Вставьте палец в поршень. Если при покачивании пальца ощущается люфт, замените поршень. При замене поршня подберите к нему палец по классу.
14. Замените сломанные кольца и расширитель маслосъемного кольца.
autoruk.ru
Ремонт ВАЗ 1111 (Ока) : Дефектовка деталей двигателя


106. Очистите головку поршня от нагара.
107. Прочистите канавки под поршневые кольца. Это удобно делать обломком старого кольца.
108. Прочистите отверстия для стока масла подходящей по толщине проволокой.



109. Если на поршне есть задиры, следы прогара, глубокие царапины, трещины, замените поршень.
110. Проверьте зазор между кольцами и канавками на поршне. Для этого с помощью набора щупов измерьте ширину канавок в нескольких местах по окружности, а затем...
111. ...замерьте микрометром толщину колец в нескольких местах по окружности. Вычислите средние значения зазоров (разница между толщиной кольца и шириной канавки). Если хотя бы один из зазоров превышает предельно допустимый, замените поршень с кольцами.
Пояснение к операциям 110 и 111
Номинальный зазор, мм:для верхнего компрессионного кольца 0,04-0,075;нижнего компрессионного кольца 0,03-0,065;маслосъемного кольца 0,02-0,055.
Предельно допустимый зазор для всех колец - 0,15 мм.



112. Измерьте зазоры в замках колец. Это можно сделать, вставив кольцо в специальную оправку. При отсутствии оправки вставьте кольцо в цилиндр (в котором оно работало), продвиньте поршнем, как оправкой, кольцо в цилиндр, чтобы оно установилось в нем без перекосов, выньте поршень из цилиндра и...
113. ...щупом измерьте зазор в замке кольца. Номинальный зазор должен быть 0,25- 0,45 мм, предельно допустимый (вследствие износа) - 1,0 мм. Если зазор превышает предельно допустимый, замените кольцо.
114. Если зазор меньше 0,25 мм, аккуратно сточите надфилем торцы кольца.



115. Осмотрите цилиндры. Если на зеркале цилиндров есть царапины, задиры, раковины и т.п., расточите цилиндры под ремонтный размер или замените блок цилиндров. При таких дефектах глубиной более 0,8 мм блок ремонту не подлежит и его надо заменить.
116. Очистите нагар в верхней части цилиндров. Если там образовался поясок вследствие износа цилиндров, снимите его шабером. Притупите заостренные кромки на плоскости блока цилиндров шабером...
117. ...а затем мелкой шлифовальной шкуркой. Измерьте нутромером диаметр цилиндра в двух перпендикулярных плоскостях (вдоль и поперек оси блока цилиндров) и четырех поясах.



118. Измерьте диаметр поршня на расстоянии 51,5 мм от его днища в плоскости, перпендикулярной поршневому пальцу. Вычислите зазоры между поршнями и цилиндрами.
119. Осмотрите шатунные вкладыши. Если на них имеются трещины, задиры, выкрашивание, замените вкладыши. На вкладышах запрещается проводить любые подгоночные работы.
120. Если на поверхностях коленчатого вала, по которым работают сальники, имеются глубокие риски, царапины, забоины, коленчатый вал необходимо заменить.



121. Если на коренных и шатунных шейках есть незначительные задиры, риски, царапины, нужно прошлифовать их до ближайшего ремонтного размера (в специализированной мастерской). После этого...
122. ...отполируйте шейки и притупите острые кромки фасок масляных каналов абразивным конусом. Затем промойте коленчатый вал и продуйте сжатым воздухом масляные каналы. Овальность и конусность всех шеек после шлифования не должна превышать 0,005 мм. После шлифования шеек установите вкладыши ремонтных размеров.
123. Промерьте коренные и шатунные шейки коленчатого вала. Если износ или овальность шеек превышает 0,03 мм, нужно прошлифовать их до ближайшего ремонтного размера.

124. Если на рабочих поверхностях упорных полуколец имеются задиры, риски и отслоения, замените полукольца. На полукольцах запрещается проводить любые подгоночные работы.
Подбор вкладышей коленчатого вала
Номинальный диаметр шеек коленчатого вала, мм:
коренных 50,799-50,819шатунных 47,830-47,850
Шейки коленчатого вала можно прошлифовать до одного из четырех ремонтных размеров с уменьшением номинального диаметра шеек, мм:
первого на 0,25 третьего на 0,75второго на 0,5 четвертого на 1,00
Номинальная толщина вкладышей, мм:
коренных 1,824-1,831шатунных 1,723-1,730
Вкладыши поставляются в запасные части также четырех ремонтных размеров, увеличенной толщины, мм:
первого на 0,25 третьего на 0,75второго на 0,5 четвертого на 1,00
Зазоры между вкладышами и шейками коленчатого вала, мм:
для коренных подшипников: номинальный - 0,026-0,073, предельно допустимый - 0,11;для шатунных подшипников: номинальный - 0,02-0,07, предельно допустимый - 0,1.
Биение коленчатого вала должно составлять, мм:
по средней коренной шейке и посадочной поверхности под ведущую шестерню масляного насоса - не более 0,03;по посадочной поверхности под маховик - не более 0,04;по посадочной поверхности под шкивы и сальники и под шестерню привода уравновешивающих валов - не более 0,05.
Размеры полуколец, поставляемых в запчасти: номинальный - 2,31-2,36 мм и ремонтный (увеличенный на 0,127 мм) - 2,437-2,487 мм.
Осевой зазор коленчатого вала: номинальный - 0,06-0,26 мм, предельно допустимый - 0,35 мм.



125. Измерьте осевой зазор коленчатого вала. Для этого установите коленчатый вал и упорные полукольца в блок цилиндров и затяните болты крепления крышек коренных подшипников. Установите маховик. Закрепите индикатор так, чтобы его ножка опиралась на рабочую поверхность маховика (контакта с ведомым диском сцепления). Сдвиньте коленчатый вал до упора вниз (от индикатора) и установите стрелку индикатор на ноль. Сдвиньте вал в обратную сторону. Индикатор покажет значение зазора. Если зазор превышает предельно допустимый, замените упорные полукольца.
126. Осмотрите коренные вкладыши. Если на них имеются трещины, задиры, выкрашивание, замените вкладыши. На вкладышах запрещается проводить любые подгоночные работы.
127. Тщательно прочистите и промойте масляные каналы коленчатого вала. При этом...


128. ...не рекомендуется самостоятельно выпрессовывать заглушки (для этого обратитесь в специализированную мастерскую).
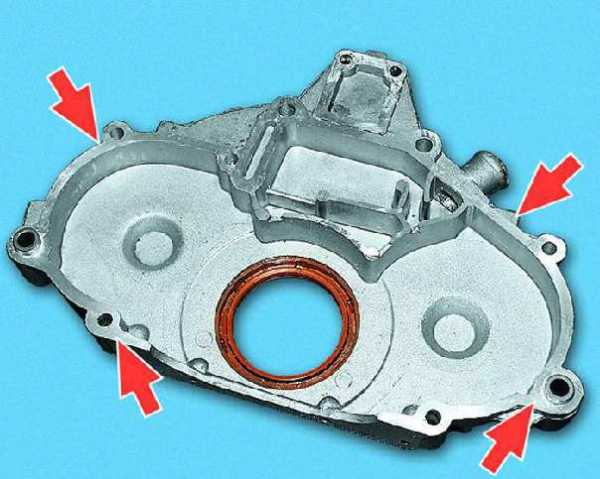
129. Тщательно очистите поверхности блока цилиндров от остатков старых уплотнительных прокладок. Внимательно осмотрите блок. Если обнаружите трещины, блок замените в сборе с крышками коренных подшипников.
130. Проверьте герметичность рубашки охлаждения блока цилиндров. Для этого заглушите отверстие под водяной насос (установите насос с прокладкой) и залейте Тосол А-40 в рубашку охлаждения. Если в каком-нибудь месте заметите течь, значит блок негерметичен и его надо заменить.
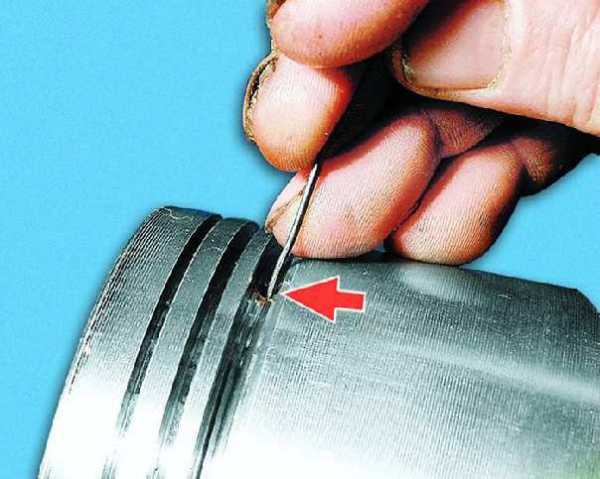
Неплоскостность поверхности с прилегания ведомого диска сцепления не должна превышать 0,05 мм.
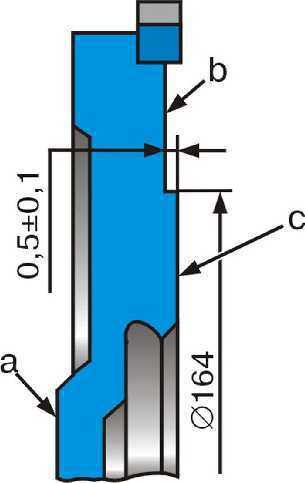
Непараллельность поверхности с прилегания ведомого диска сцепления и поверхности b для крепления сцепления относительно поверхности а, прилегающей к фланцу коленчатого вала, не должна превышать 0,1 мм.
Биение маховика на поверхностях b и c не должно превышать 0,1 мм.
Для удаления глубоких рисок и задиров поверхность с маховика можно проточить, при этом слой снимаемого металла не должен превышать 1 мм. Одновременно с поверхностью с необходимо проточить поверхность b, выдерживая размер между ними 0,5+0,1 мм. При проточке выдержите параллельность поверхностей a, b и c.
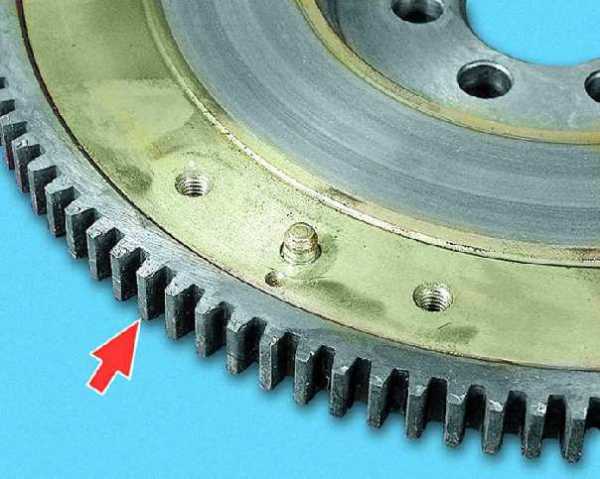
Зубчатый венец на маховике не должен проворачиваться при приложении к нему крутящего момента 600 Н·м (60 кгс/м) и сдвигаться в осевом направлении при проложении к нему усилия 4000 Н (400 кгс).
131. Проверьте зазоры между вкладышами коренных подшипников и шейками коленчатого вала. Для этого измерьте диаметр шеек, а затем диаметр коренных подшипников, установив крышки с вкладышами на блок и затянув их соответствующими моментами. Вычислите зазор. Если он превышает предельно допустимый, коленчатый вал необходимо прошлифовать под следующий ремонтный размер. Эту работу рекомендуется выполнять в специализированной мастерской.
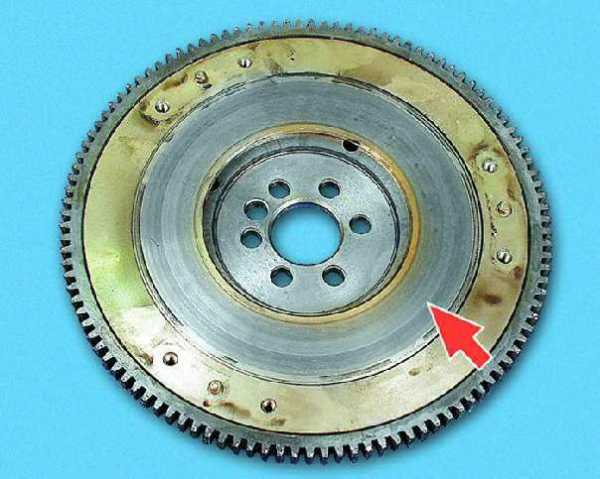

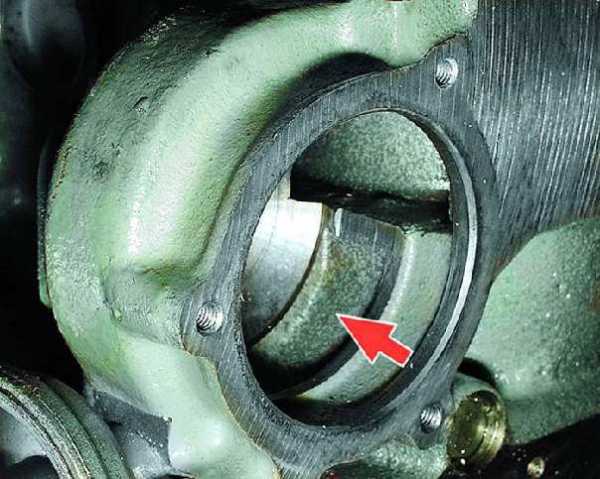
135. Замените или отремонтируйте маховик, если на поверхностях прилегания ведомого диска сцепления или...
136. ...фланца коленчатого вала имеются риски и задиры.
137. Если на поверхности прилегания ведомого диска сцепления видны цвета побежалости (маховик был перегрет), то, возможно, посадка зубчатого венца на маховике недостаточно плотная. Это можно проверить в специализированной мастерской. Маховик с ослабленной посадкой зубчатого венца необходимо заменить.
automend.ru
Поршни двигателя МТ10-32 Днепр-11
**************** ****************
Поршни двигателя МТ10-32 Днепр-11.
********************************
Юбка поршня имеет также коническую форму.Разница большего и меньшего диаметра юбки составляет 0,015 мм. Диаметр верхней части юбки меньше чем диаметр нижней части на 0,03 - 0,05 мм. Овальность и конусность юбки нужны для того, чтобы при малом зазоре между ней и цилиндром поршень, расширяясь от нагревания, не заедал в цилиндре. Для обоих цилиндров поршни одинаковые, а значит полностью взаимозаменяемые. Чтобы уменьшить шум поршня во время его работы, ось отверстия под поршневой палец в двигателе МТ 10-32 смещена относительно оси симметрии на 1,5 мм. Чтобы правильно установить такой поршень в цилиндре, на дне его днища выбита стрелка. Во время установки стрелка должна быть обращена на поршнях обоих цилиндров вперед в сторону центрифуги. При правильной установке, если смотреть на двигатель сзади, палец в поршне правого цилиндра должен быть смещен вниз, а в поршне левого цилиндра - вверх. Чтобы облегчить подбор, поршни и цилиндры отсортированы через 0,010 мм. Их размеры выбиты на внутренней стороне дна поршня. В зависимости от диаметра поршня, цилиндры разбиты на ремонтные группы (табл.1).
| Марка двигателя | Размер цилиндра и поршней | Диаметр цилиндра | Обозначение поршня по каталогу | Диаметр поршня, мм |
| МТ 10-32 | ||||
| 1-й ремонтный(увеличенный на 0,2 мм) | 78,20 - 78,24 | KM3-8.15501237-PI | 78,18 - 78,14 | |
| 2-й ремонтный(увеличенный на 0,5 мм) | 78,50 - 78,54 | КМЗ-8.15501237-Р2 | 78,48 - 78,44 |
| Цвет маркировки | Диаметрпальца, мм | Диаметр отверстия в бобышках поршня, мм | Диаметр отверстия в верхней головке шатуна, мм |
| Белый | 21,0000 - 20,9975 | 20,9930 - 20,9905 | 21,0070 - 21,0045 |
| Черный | 21,9975 - 20,9950 | 20,9905 - 20,9880 | 21,0045 - 21,0020 |
| Красный | 20,9950 - 20,9925 | 20,9980 - 20,9855 | 21,0020 - 20,9995 |
| Зеленый | 20,9925 - 20,9900 | 20,9855 - 20,9830 | 20,9995 - 20,9970 |
baiker22-moto.narod.ru
Типы поршней
Не буду растягивать вступление, кратко расскажу, о чем будет этот большой пост. И так речь идет о типах поршней, четырех тактные бензиновые, дизельные и двух тактные, Основная задача всех рассмотренных типов поршней, это контролировать тепловое расширение и противостоять определенной нагрузке, ниже разберемся как это решается.
Поршни для четырехтактных бензиновых двигателей
В современных бензиновых двигателях используют поршни с симметричной или асимметричной юбкой с различной толщиной днища и юбки поршня.
Поршни управляемого расширенияПоршни с кольцевой вставкой, которая управляет тепловым расширением. Вставки выполнены из серого чугуна. Главная цель этого кольца уменьшить тепловое расширение алюминиевого сплава поршня, так как чугун имеет относительно небольшое расширение и малую теплопроводность, вставка тем самым сдерживает металл сохраняя форму. Производство таких поршней более затратное, соответственно и выше цена готового продукта. Основной недостаток, это невозможность изготовления кованного поршня, так необходимого для турбированых двигателей, большая масса поршня. Такой тип поршней больше уходит в далекое прошлое.
Авто термические поршниАвто термические поршни, имеют разделение(пропил) между кольцевым поясом и юбкой в канавке маслосъемного кольца, юбка держится в районе бобышек. Это позволяет снизить теплопередачу от кольцевого пояса поршня к его юбке, тем самым достигается более стабильная форма юбки. Стальная вставка в районе бобышек, контролирует тепловое расширение и увеличивает прочность. Такие поршни не способны выдерживать огромные нагрузки из-за «пропила», в работе отличаются низким шумом и относятся к более современным типам.

Поршни Autothermatik

Действуют по такому же принципу, как и авто термические поршни, но не имеют пропила в маслосъемной канавке. Так же имеют стальные пластины в районе бобышек. Более прочные из-за целостности кольцевого пояса и юбки, лучше выдерживают боковые нагрузки по сравнению с первым вариантом. Применяются как в бензиновых, так и частично в дизельных двигателях.
Поршни DuothermЧем- то похожи на авто термические, но вместо пропила в юбке имеют стальную вставку по всему диаметру. Таким образом ограничивая температурный переход от кольцевого пояса к юбке и контролирую форму по всей окружности.
Поршни с перегородкамиЭтот тип поршней имеет большой холодильник и узкую часто овальную форму юбки. Поршень спроектирован так что при тепловом расширении он меняет свою форму из овальной в правильную круглую.
В дополнение к такому типу поршней еще есть вариант со скошенной юбкой к вершине поршня. имеет более широкую часть юбки снизу сужаясь к кольцевому поясу.

У поршней для двигателей с очень высокой выходной мощностью (больше, чем 100 кВт/л) может быть выполнен охлаждающий канал.
Поршни EVOTEC®

Самый большой потенциал для того, чтобы уменьшить поршневую массу в четырехтактных бензиновых двигателях несут в себе поршни EVOTEC®, в котором прежде всего стоит отметить трапециевидные поддержки бобышек, что позволяет расположить палец особенно глубоко, близко к днищу, сократив всю длину и массу поршня. В посте Масса поршня мы уже говорили о достоинстве такого расположения пальца. Такое расположение стенок юбки позволяет очень хорошо усилить верхнюю часть бобышек имея небольшую толщину перегородок и облегчить нижнюю выполнив поршень асимметричной формы. Юбка достаточно узкая и на краях имеет прочные перегородки, переходящие к бобышкам, это тоже является большим плюсом. Такая компоновка поршня очень хорошо препятствует боковым нагрузкам, мала вероятность деформации юбки, при этом толщина юбки намного меньше чем в обычном поршне, что тоже сокращает общий вес. На всем фоне отмеченных выше достоинств поршень значительно похудел, это позволяет сделать бобышки тоньше, так как инерционная нагрузка на нижние стенки бобышек стала меньше.
Кованные алюминиевые поршни
В двигателях с очень большими удельными нагрузками - такими как турбонадув или впрыск закиси азота используют кованные поршни. Преимуществом несомненно является прочность кованного алюминиевого сплава. Выдерживают более высокую температуру и лучше противостоят детонации. Из недостатков отмечается более высокая цена, невозможность применения некоторых технологий, например, некоторые из тех что описаны выше из-за технологического процесса изготовления.

Кованный поршень для Формулы 1
В следующем посте поговорим о поршнях для двухтактных и дизельных двигателей, где нагрузки и температуры еще больше. Поршни дизельных двигателей
enginepower.pro