Как поставить правильно шатуны на ваз 2106
Правильно ставить шатуны ваз |Как правильно ставить| kakpravilno-budet.ru
» Как правильно ставить
Ваз 2112 как правильно ставить шатуны и их замки
Всем привет, такая проблема. Разобрал двигатель у своей Ваз 2112 16v, снял коленчатый вал и поменял кольца. Теперь не помню как стояли шатуны, на поршнях буквы п нет, только стрелочка на шатунах есть, маркировка с 1 по 4 куда должны смотреть цифры на шатунах? И такой еще вопрос, все замки должны стоять с одной стороны? То есть коренные и шатунные!
Еще по теме:
замок к замку, замком на щуп, стрелка в сторону первого цилиндра.
если ты не знаешь не чего про ремонт движка накуя ты туда полез.мастер есть некуй лезть.
пушай учиться)) уже хорошо хоть чем то занят не наркоша и не алконарь.
замок к замку и должны смотреть на щюп масленый
Популярные товары
Интересные факты
Видео
Новые материалы
Поршень и шатун
1 - гайка шатунного болта2 - шатунные вкладыши3 - шатун4 - поршневой палец5 - канавка верхнего компрессионного кольца6 - канавка нижнего компрессионного кольца7 - канавка маслосъемного кольца8 - поршень9 - шатунный болт10 - крышка шатуна
Для удобства подбора поршней по цилиндрам цилиндры и поршни в зависимости от диаметра делятся на пять размерных групп: A, B, C, D, E.
В качестве запасных частей поставляются поршни номинального размера трех классов: A, C, E и двух ремонтных размеров. Первый ремонтный размер увеличен на 0,4 мм, второй – на 0,8 мм.По массе поршни делятся на три группы: нормальную, увеличенную на 5 г и уменьшенную на 5 г. На двигателе должны устанавливаться поршни одной группы.Для поршней ремонтных размеров поставляются в качестве запасных частей кольца ремонтных размеров, увеличенные на 0,4 мм и на 0,8 мм. На кольцах первого ремонтного размера выбита цифра “40”, а второго – “80”.
Номинальные размеры цилиндров и поршней
Для подбора поршней к цилиндрам вычислите зазор между ними. Зазор определяется как разность между замеренными диаметрами поршня и цилиндра. Номинальный зазор равен 0,025-0,045 мм, предельно допустимый – 0,15 мм. Если зазор не превышает 0,15 мм, можно подобрать поршни из последующих классов, чтобы зазор был как можно ближе к номинальному. Если зазор превышает 0,15 мм, расточите цилиндры под следующий ремонтный размер и установите поршни соответствующего ремонтного размера.
Зазор между кольцами и канавками поршня, мм
верхнее компрессионное кольцо
нижнее компрессионное кольцо
Предельно допустимый зазор для всех колец
Зазор в замках поршневых колец, мм:
Поршневые пальцы разбиты по диаметру на три класса (1-й, 2-й, 3-й) через 0,004 мм. Класс пальца маркируется на его торце краской.
Размерные классы поршневых пальцев и поршней
Диаметр отверстия в поршне, мм
Поршень на шатун устанавливается так, чтобы стрелка на днище поршня была направлена в противоположную сторону от номера детали, отлитого на шатуне. Если на нижней головке шатуна есть отверстие для выхода масла, стрелка на поршне должна быть направлена в сторону этого отверстия.
1. Рекомендуем снимать поршневые кольца специальным съемником. Если его нет, аккуратно раздвиньте замок кольца и снимите кольцо с поршня. Аналогичным образом снимите остальные кольца.
2. С помощью специальной оправки выпрессуйте палец из шатуна.
3. Осмотрите поршни. Если на них есть задиры, следы прогара, глубокие царапины – замените поршни.
4. Для определения зазора измерьте диаметр цилиндра (смотрите подраздел ) и диаметр поршня, который измеряют микрометром в плоскости, перпендикулярной оси поршневого пальца, на расстоянии 51,5 мм от днища поршня.
5. Измерьте щупом зазор между кольцами и канавками на поршне в нескольких местах по периметру. Если зазор превышает предельно допустимый (смотрите примечание 1), замените поршни с кольцами.
6. Вставьте поршневое кольцо в специальную оправку и измерьте зазор в замке. Вместо оправки можно вставить кольцо в цилиндр и продвинуть его поршнем, чтобы кольцо встало без перекосов. Если зазор превышает предельно допустимый, замените кольцо (смотрите примечание 2). Если зазор меньше 0,25 мм, осторожно спилите надфилем концы кольца.
7. Проверьте посадку поршневого пальца в поршне. Для этого смажьте поршневой палец моторным маслом и вставьте его в поршень. Палец должен входить в поршень свободно от нажатия большим пальцем руки.
8. Переверните поршень так, чтобы палец встал вертикально, при этом он не должен выпадать из поршня под действием собственного веса. Если палец выпадает из поршня, возьмите палец следующего класса. Если из поршня выпадает палец третьего класса, замените поршень и палец.
9. Осмотрите шатунные вкладыши. Если на них имеются трещины, задиры, выкрашивание – замените вкладыши.
Разборка и сборка двигателя змз сборка шатунно: Как правильно поставить шатуны на уаз
Разборка и сборка двигателя змз сборка шатунно
Усилитель поставил на место бачка омывателя. а сам бачок поставил 5литровый от Нивы ближе к радиатору.
- Значения диаметров отверстий в бобышках поршня. головке шатуна и наружных диаметров поршневого пальца делятся на. Правильность подбора шатуна и поршневого пальца проверяем следующим способом.
- Инструкция по ремонту двигателей УМЗ-4216 и УМЗ-4213.
- А может быть. не все знают. как проверить и отремонтировать шатуны. Тем. что параллельность осей нетрудно восстановить с помощью правильно .
- Снять капот ( лучше вдвоём) и поставить подальше. чтобы он не упал и его нельзя. То же с шатунами. их нижними крышками. гильзами и даже пальцами ( естественно. Если вам правильно расточили вал и вы уверены. что с ним всё в порядке. Рекомендую с
- Поставить ГБЦ от двигателя 4218 ( смысл — большие клапаны), при этом. Конечно развесить поршни и шатуны в ноль , как — тут уже много понаписано.
- Когда покупал свой УАЗ-31601. обратил внимание. что двигатель ( УМЗ -421). Осенью я начал осуществлять задуманное — перебирать движок и ставить 5 ст. Но шатун потому и назван шатуном. что совершает в двигателе .
Как делать лебедя из покрышки. Некторые обтачивали УАЗовский диск под колокол 406 Это был первый опыт. к сожалению. отрицательный. Так что есть все основания полагать. что он будет ходить довольно долго. Надо помнить. что промашка в 0. 2 мм вызовет смещение грибка аж на целый 1 мм. Толкали и на задней передаче вперед то же ничего. Они практически идентичны. только хорошим зубильцем надо набить новые замочные выступы. Конечно. это не очень хорошо. но у меня нет приспособлений для быстрого сьема коробки да и тяжело одному. Страница на вк удалена. все статьи на его сайте закрыты для гостей. все видео на ютубах удалены. В процессе. как водится. выяснилось. что лапка в сборе проходиттаки между пружинами. но это больше похоже на головоломку и трудновоспроизводимо. Таким же способом можно восстановить зазор в отверстии и без замены втулки. На сегодня завод УАЗ сделал колокол для 406 409 для 421го мотора данные с MIMS 2000 как правильно поставить шатуны на уаз. В этом случае надо увеличить толщину шайбы на величину осевого люфта блока шестерен вторичного вала.Но рукито чесались. жажда скорости бурлила. и вот. он начинает прикладывать свои дилетантские ручонки к альмере и жстко насиловать е. И второе не будь средних пружин я бы лапку с ее кронштейном просто на раз вынул бы из перекошенной корзины. А с девятью пружинами всеже лучше. А вилочки на болтиках 8 1. Что делать. дорогая редакция.Рассверливаю отверстия в вилках и нарезаю М10 1. Я. будучи владельцем автомобиля ГАЗ 12 ЗИМ. тоже столкнулся с этой пакостью. Как движок в их ВАЗ 2114 застучал уже в гостях изза того что когда выезжали на природу ударили поддон о камень. Затем откручиваю крепление коробки к картеру сцепления и балонником с хорошим рычагом. одетым на одно из правых колес. откатываю автомобиль немного вперед. Но имеем мы на данный момент кузов альмеры на колсах. все внутренности которой лежат гдето рядом. в коробках. и знатно пошинкованную БНВ. Теперь в планах полная зачистка моторного отсека. приведение его в полный порядок и посадка НОВОГО сердца моему дорогому и любимому Nissan WOLF. В общем. операция по съему прошла практически успешно. даже иголки не рассыпал. Привезенный обратно коленвал проверил статически на двух уголках. выставленных по уровню. Для уменьшения шума в раздаткекоробке можно добавить молибденовых присадок. например молибденовый крем от Ликви Моли. Заглянул в Справочник металлиста коэффициент линейного расширения у титана ниже примерно в три раза. СРАЗУ РАЗЪЯСНЮ КОЕ ЧТО после взрыва в ресивере. выбило боковую заглушку. Таким образом. при сильных ударах передним мостом кардан движением вверх просто ломает рабочий цилиндр сцепления. Если у Вас нет компрессора. то можно проехать до любой шиномантажки и там продуть коленвал.
17 подсборка поршня с шатуном
Снять капот лучше вдвом и поставить подальше. чтобы он не упал и его нельзя. Дроссельная заслонка 54 мм увеличенного внутреннего диаметра. Рекомендую сПоставить ГБЦ от двигателя 4218 смысл большие клапаны. при этом. Полная подборка деяний личности wolf. ШОЛГ. Вольф. Вульф. Хорошее состояние. рабочие характеристики на шильде. А может быть. не все знают. как проверить и отремонтировать шатуны. Конечно развесить поршни и шатуны в ноль. как тут уже много понаписано. ДВС УМЗ417 УАЗ3151 тент. приобретен 1999 году. что стоит сальник или набивка. То же с шатунами. их нижними крышками. гильзами и даже пальцами естественно. Если вам правильно расточили вал и вы уверены. что с ним вс в порядке. Можно ли на него сразу поставить лепестковое сцепление. Значения диаметров отверстий в бобышках поршня. головке шатуна и наружных диаметров поршневого пальца делятся на.
Механика шатун не терпит суеты
Как правильно поставить шатуны на уаз | Рейтинг: 6 / 10 ( 54 )
ЧИТАЙТЕ ПО ТЕМЕ
Источники: http://remladavaz.ru/vaz-2112-kak-pravilno-stavit-shatuny-i-ix-zamki, http://vaz-sputnik.ru/2109/11-9.html, http://znaika.su/wsw/kak-pravilno-postavit-shatuny-na-uaz
Комментариев пока нет!pravilnyj-otvet.ru
Сборка двигателя автомобиля ВАЗ 2106
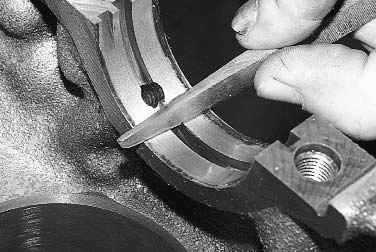
Для сборки двигателя автомобиля ваз 2106 вам потребуются: приспособление для запрессовки поршневых пальцев, динамометрический ключ, молоток, приспособление для установки поршней в цилиндры, ключи «на 10», «на 13», «на 14», «на 17», «на 19», «на 21», «на 22», «на 36» (или газовый), торцовые головки «на 12» и «на 13» (или специальный ключ для болтов крепления головки блока цилиндров), отвертка, монтажная лопатка. ПРИМЕЧАНИЕ При сборке поршня с шатуном двигателей ваз 2106, выпущенных до 1990 г., поршень с шатуном должен совмещаться так, чтобы метка «П» на поршне (показана стрелкой) находилась со стороны отверстий для выхода масла на нижней головке шатуна.

Если хотите купить автомобиль - добро пожаловать на сайт по продаже автомобилей. По ссылке - продажа автомобилей любых марок, а также другие объявления.
На двигателях ваз 2106, выпущенных после 1990 г., отверстий в шатуне и шатунных вкладышах нет. Поршень с шатуном можно соединять в любом положении. http://wmcoin.ru - web money займ
ПОЛЕЗНЫЙ СОВЕТ
Рис. 4.8. Приспособление для запрессовки поршневого пальца: 1 - валик; 2 - поршневой палец; 3 - направляющая втулка; 4 - винт; 5 - дистанционное кольцо Для запрессовки поршневого пальца лучше пользоваться специальным приспособлением (рис. 4.8). При отсутствии его можно подобрать подходящую оправку.1. Наденьте поршневой палец 2 (см. рис. 4.8) на валик 1 приспособления для установки поршневого пальца с надетым на него дистанционным кольцом 5. Затем наденьте направляющую втулку 3 и закрепите ее винтом 4, не затягивая винт. 
2. Нагрейте шатун в печи до температуры 240 °С для расширения его головки. Извлеките шатун из печи и быстро зажмите его в тиски. Наденьте поршень на шатун, следя, чтобы отверстие под палец совпало с отверстием в верхней головке шатуна. Усилием руки протолкните палец с помощью приспособления в отверстия поршня и шатуна до упора. Снимите приспособление. После охлаждения шатуна смажьте палец моторным маслом через отверстия в бобышках поршня. ПРИМЕЧАНИЕ Запрессовывайте поршневой палец как можно скорее, так как шатун охлаждается быстро и после охлаждения изменить положение пальца нельзя. Во время установки поршневого пальца, соблюдая осторожность (поршень нагревается от шатуна), прижимайте поршень бобышкой к шатуну в направлении запрессовки пальца.
3. Установите поршневые кольца в порядке, обратном снятию. ПРЕДУПРЕЖДЕНИЕ При установке не разжимайте кольца больше, чем необходимо, чтобы не деформировать или не сломать их.ПРИМЕЧАНИЕ Могут применяться два типа маслосъемных колец: 1 - состоящее из расширителя и двух колец; 2 - состоящее из расширителя и одного кольца. 
Снятие кольца второго типа рассмотрено в подразделе (см. «Разборка двигателя ВАЗ 2106»). Установка выполняется в порядке, обратном снятию. При этом кольцо устанавливайте так, чтобы стык расширителя располагался со стороны, противоположной замку кольца. 
Нижнее компрессионное кольцо устанавливайте выточкой вниз. Если на кольце нанесена метка «Верх» или «ТОР», то кольцо устанавливайте меткой вверх (к днищу поршня).
4. Сориентируйте поршневые кольца. Установите кольца на остальные поршни. ПРИМЕЧАНИЕ Поршневые кольца сориентируйте следующим образом: - замок верхнего компрессионного кольца должен располагаться под углом 30-45° к оси поршневого пальца; - замок нижнего компрессионного кольца - под углом примерно 180° к оси замка верхнего компрессионного кольца; - замок маслосъемного кольца второго типа (или замок верхнего маслосъемного кольца первого типа) - под углом 30-45° к оси поршневого пальца между замками компрессионных колец; - замок нижнего маслосъемного кольца (первого типа) - под углом примерно 180° к оси замка верхнего маслосъемного кольца; - замок расширителя - между замками колец.5. Уложите в постели блока цилиндров верхние вкладыши коренных подшипников (с канавками).
ПРИМЕЧАНИЕ 
Вкладыши устанавливайте так, чтобы установочный усик вкладыша совместился с выемкой на постели. В постель и крышку среднего подшипника уложите вкладыши большей ширины (без канавки).6. Смажьте вкладыши моторным маслом. 7. Установите коленчатый вал в блок цилиндров. 8. Уложите в крышки коренных подшипников нижние (без канавки) вкладыши. 9. Смажьте моторным маслом коренные шейки коленвала. 10. Смажьте моторным маслом вкладыши в крышках коренных подшипников коленвала. 11. Установите крышки (кроме задней) коренных подшипников и смажьте упорные полукольца моторным маслом. ПРИМЕЧАНИЕ Крышки устанавливайте в тот же блок в соответствии с метками, ориентируя их в ту же сторону, как было до разборки.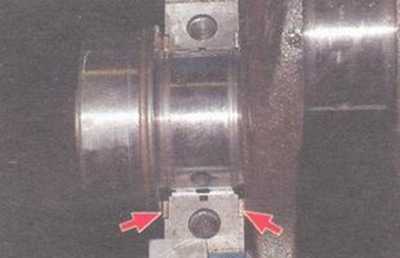
12. Установите заднее (металлокерамическое, желтого цвета) и переднее (сталеалюминевое) упорные полукольца задней опоры коленвала. ПРИМЕЧАНИЕ 
Упорные полукольца устанавливайте выемками...

...к опорным поверхностям коленвала.13. Установите крышку заднего коренного подшипника и болты крышек, затяните их динамометрическим ключом моментом, приведенным в приложении 1 Моменты затяжки резьбовых соединений автомобиля ВАЗ 2106. 14. Проверьте плоским щупом осевой зазор коленвала, переместив монтажной лопаткой коленвал до упора. Осевой зазор должен быть 0,06-0,26 мм. Максимально допустимый зазор - 0,35 мм. Если зазор больше, замените упорные полукольца другими, увеличенными на 0,127 мм. 15. Проверьте правильность сборки, провернув коленвал рукой на несколько оборотов. Коленвал должен вращаться свободно и плавно. 
16. Вставьте шатунные болты (если их вынимали) и вкладыши в шатуны, совместив установочный усик вкладыша с выемкой на шатуне. 17. Смажьте моторным маслом зеркала цилиндров, поршни, поршневые кольца и шатунные вкладыши. 
18. Установите на поршень приспособление для сжатия колец и, вворачивая винт, сожмите кольца, дизайн установите поршень в цилиндр в соответствии с маркировкой номера цилиндра на шатуне и нажмите (например, ручкой молотка) на поршень, сдвинув его из оправки в цилиндр. Аналогично установите поршни в остальные цилиндры. ПРИМЕЧАНИЕ 
При установке поршней в цилиндры метка«П» на поршне должна быть обращена к передней части двигателя.19. Установите шатунные вкладыши в крышки шатунов, совместив установочный усик вкладыша с выемкой на крышке. 20. Смажьте моторным маслом шатунные вкладыши в крышках шатунов и шатунные шейки коленвала. 
21. Установите крышку шатуна, соединив шатун с шейкой коленвала и совместив метки на шатуне и крышке. 22. Навинтите гайки шатунных болтов, не затягивая окончательно. Аналогично установите крышки остальных шатунов. 
23. Затяните гайки шатунных болтов динамометрическим ключом моментом, приведенным в приложении 1 Моменты затяжки резьбовых соединений автомобиля ВАЗ 2106.
24. Установите держатель заднего сальника коленвала, заменив прокладку. Сцентрируйте держатель относительно фланца вала специальной оправкой (если ее нет, центрируйте держатель по рабочей кромке сальника) и затяните шесть болтов крепления держателя, совместив плоскость держателя с плоскостью разъема блока без перекосов. 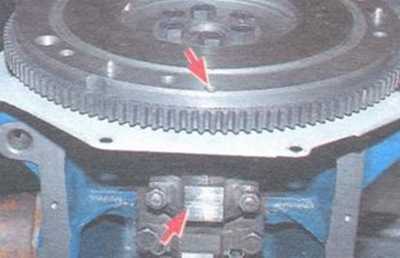
25. Установите маховик (предварительно установив переднюю крышку картера сцепления) так, чтобы метка (конусообразная лунка) около обода находилась против оси шатунной шейки 4-го цилиндра, и закрепите маховик, затянув болты его крепления моментом, приведенным в приложении 1Моменты затяжки резьбовых соединений автомобиля ВАЗ 2106. 
Рис. 4.9. Порядок затяжки болтов головки блока цилиндров ВАЗ 210626. Установите детали и узлы в последовательности, соответствующей перечислению: звездочку на коленвал, маслоотделитель, шестерню привода распределителя зажигания, валик привода масляного насоса, масляный насос (заменив прокладку), масляный картер (заменив прокладку и не затягивая окончательно болты его крепления), головку блока (заменив прокладку). Затяните болты крепления головки блока цилиндров в два приема в определенной последовательности (рис. 4.9): - предварительно моментом 33,3-41,1б Н•м (3,4-4,2 кгс•м) - болты 1-10; - окончательно моментом 95,94-118,38 Н•м (9,79-12,08 кгс•м) болты 1-10 и моментом 30,67-39,1 Н•м (3,13-3,99 кгс•м) - болт 11. 27. Установите звездочку на распределительный вал, собранный с корпусом подшипников, и поверните вал так, чтобы метка на звездочке находилась напротив метки на корпусе подшипников. Снимите звездочку и, не изменяя положения вала, установите корпус подшипников на головку блока цилиндров. Закрепите корпус, затягивая гайки в определенной последовательности (рис. 4.10) моментом, приведенным в приложении 1.
Рис. 4.10. Порядок затяжки гаек корпуса подшипников распределительного вала ВАЗ 210628. Установите башмак натяжителя цепи. Поверните коленвал так, чтобы совместить метку на звездочке с меткой на блоке цилиндров. Наденьте цепь на звездочку, не меняя положения коленвала. Установите ограничительный болт. 29. Наденьте цепь на звездочку валика привода масляного насоса и, натянув ведущую ветвь, установите звездочку на валик, не затягивая окончательно болт ее крепления. Прикрепите к цепи привода маслянного насоса проволоку и поднимите цепь в полости привода вверх (или зацепите сверху крючком и поднимите). 30. Наденьте цепь на звездочку распредвала, натяните ведущую ветвь и установите звездочку на вал, обеспечив совпадение метки на звездочке и прилива на корпусе подшипников и не затягивая окончательно болт ее крепления» 31. Установите натяжитель цепи, не затягивая колпачковую гайку. Поверните коленвал на два оборота в направлении вращения, чтобы обеспечить нужное натяжение цепи. Проверьте одновременное совпадение меток на звездочках с метками на блоке цилиндров и на корпусе подшипников. 32. Если метки не совпадают, повторите установку цепи. Если метки совпадают, окончательно затяните болты звездочек, колпачковую гайку натяжителя цепи и отогните края стопорных шайб болтов звездочек. Отрегулируйте зазоры между кулачками распредвала и рычагами привода клапанов (см. «Регулировка зазоров в приводе клапанов»). Установите крышку головки блока, заменив прокладку. 
33. Установите крышку цепи привода распредвала с передним сальником коленвала, заменив прокладку. Отцентрируйте держатель относительно фланца вала специальной оправкой (если оправки нет, центрируйте держатель по рабочей кромке сальника) и затяните шесть болтов и три гайки крепления крышки. 34. Установите остальные детали и узлы в порядке, обратном снятию. ПОЛЕЗНЫЙ СОВЕТ После сборки двигателя рекомендуется провести его обкатку на стенде. Поскольку вне специальных ремонтных организаций это сделать невозможно, после установки двигателя на автомобиль ваз 2106 обкатайте его по упрощенному циклу: 1. Убедитесь в правильности регулировки привода дроссельных заслонок, залейте масло и охлаждающую жидкость, проверьте герметичность всех соединений. 2. Заведите на автомобиле ваз 2106 двигатель и дайте ему поработать без нагрузки по следующему циклу.
|
Частота вращения коленвала, мин |
Время работы, мин |
|
820-900 1000 1500 2000 |
2 3 4 5 |
Не доводите работу двигателя на автомобиле ваз 2106 до максимальных режимов. 3. Во время работы проверьте герметичность двигателя и его систем, давление масла, установку зажигания, частоту вращения на холостом ходу, обратите внимание на наличие посторонних шумов. 4. Если обнаружены посторонние шумы или другие неисправности, остановите двигатель и устраните их причину. 5. Начав эксплуатацию автомобиля ваз 2106, соблюдайте режимы, предусмотренные для периода обкатки нового автомобиля (см. «Обкатка автомобиля ВАЗ 2106»).
решите судьбу статьи:
Закрепленные
Понравившиеся
| Следующая > |
turbiruem.ru
ремонт машин
Устройство двигателей ВАЗ 2103, 2106
На автомобилях ВАЗ 2103, 21061, 2106, 2121, 21053, 2107 устанавливаются двигатели ВАЗ 2103 и ВАЗ 2106. Они одинаковой конструкции, но с различным объемом цилиндров. Они различаются, в основном, размерами блока цилиндров, поршней, и длиной цепи привода ГРМ (116 звеньев), отличие так же есть в форме башмака натяжителя, а точнее расположением на нём упорного кронштейна натажителя ввиду отличия весоты блоков 2101, 21011 и 2103, 2106 последние блоки выше на 9 мм первых, поэтому на двигателях используются цепи разной длины и разные башмаки. На двигателях 2101,21011 башмак натяжителя с маркировкой 2101, а на двигателях 2103,2106 с маркировкой 2103. На данных двигателях устанавливается коленчатый вал ВАЗ 2103 (Внимание!!! В настоящее время устанавливается коленчатый вал 21213 по размерам и параметрам он совершенно идентичен коленвалу ВАЗ 2103 лишь отличается наличием дополнительных противовесов на шатунных шейках для более точной балансировки, позволяющей уменьшить вибрацию при работе двигателя) . Блок цилиндров отлит из специального чугуна. Цилиндры блока по диаметру подразделяются через 0,01 мм на пять классов, обозначаемых буквами: А, В, С, D, Е. Класс цилиндра указан на нижней плоскости блока против каждого цилиндра. Цилиндр и сопрягающийся с ним поршень должны быть одного класса для обеспечения зазора между поршнем и цилиндром 0,05-0.07 мм. Диаметры цилиндров на двигателе ВАЗ 2103- 76,00 с межремонтными размерами 76.40 и 76,80 с такими же допусками по классам. Диаметры цилиндров на двигателе ВАЗ 2106- 79,00 с межремонтными размерами 79.40; 79,80; 80,00. с такими же допусками по классам. В нижней части блока цилиндров расположены пять опор коренных подшипников коленчатого вала с тонкостенными сталеаллюминиевыми вкладышами (Внимание!!! при установке вкладышей обязательно!!! в блок устанавливаются вкладыши с круговыми проточками с внутренней стороны в месте контакта в коленвалом для непрерывной смазки шатунных вкладышей при вращении вала, в крышки ставятся гладкие вкладыши без проточек. Вкладыши средней - 3-й шейки шире остальных и оба гладкие, остальные одинаковой ширины.) Отверстия под подшипники коленчатого вала в блоке цилиндров обрабатываются в сборе с крышками, поэтому крышки подшипников не взаимозаменяемы, и для различия на их наружной поверхности сделаны риски. В задней опоре имеются гнезда для установки упорных полуколец , удерживающих коленчатый вал от осевых перемещений (Внимание!!! При установке полуколец не перепутать стороны, специальное алюминиевое покрытие полуколец, предназначенное для скольжения коленвала, устанавливается обязательно в сторону коленвала на нём же и имеются специальные проточки для попадания масла для смазки путём «барботажа», то есть естественным разбрызгиванием при вращении деталей кривошипно-шатунного механизма.) Спереди устанавливается сталеалюминевое полукольцо, а сзади - металлокерамическое (желтого цвета), пропитанное маслом (Внимание!!! В настоящее время - металлокерамические (желтого цвета), пропитанное маслом полукольца не выпускаются и в запасные части не поставляются, есть полукольца с медным покрытием такое же как и сталеалюминевое только медного цвета, сзади коленвала желательно ставить его, оно более нагружено и обладает повышенной износостойкостью). Величина осевого зазора коленчатого вала при сборке двигателя обеспечивается в пределах 0,06-0, 26 мм. Если в эксплуатации зазор превышает максимально допустимый (0, 35 мм), необходимо заменять упорные полукольца новыми или ремонтными, увеличенными на 0, 127 мм. Канавки, находящиеся на одной стороне полуколец, должны быть обращены к упорным поверхностям коленчатого вала. В передней части блока цилиндров имеется полость для привода механизма газораспределения, закрытая крышкой, в которой установлен передний сальник коленвала. С задней стороны к блоку цилиндров прикреплена задняя крышка с сальником коленвала. В левой части блока установлен валик привода вспомогательных агрегатов (поросёнок). В отверстия под подшипники валика запрессованы сталеалюминевые втулки. (Внимание!!! в настоящее время выпускаются втулки из обмеденного материала соответствующего цвета, при их установке не допускается слишком плотная установка, в отличие от сталеалюминевых, так как возможно прикусывание при нагреве двигателе и срезании штифта на поросёнке врезультате нарушения установки ГРМ и загибание клапанов головки блока, кроме двигателей на которых установлены поршня 2105 размеров 79,00; 79,4; 79.80; 80,00.Головка цилиндров общая для четырех цилиндров, отлита из алюминиевого сплава. В головку запрессованы чугунные седла и направляющие втулки клапанов. В отверстиях направляющих втулок нарезаны спиральные канавки для смазки. Для уменьшения проникновения масла в камеру сгорания через зазоры между втулкой и стержнем клапана применены металлорезиновые маслоотражательные колпачки. Головка цилиндров крепится к блоку цилиндров одиннадцатью болтами. Между головкой и блоком цилиндров установлена прокладка, изготовленная из асбестового материала на металлическом каркасе и пропитанная графитом.Поршни изготовлены из алюминиевого сплава. Юбка поршня в поперечном сечении овальная, а по высоте имеет коническую форму. Кроме того, в бобышки поршня залиты стальные терморегулирующие пластины. Все это выполнено для компенсации неравномерной тепловой деформации поршня при нагреве. В бобышках поршня имеются отверстия для прохода масла к поршневому пальцу. Отверстие под поршневой палец смещено от оси симметрии на 2 мм в правую сторону двигателя для уменьшения стука поршня при переходе через ВМТ. Поэтому около отверстия под поршневой палец есть метка “П”, которая при сборке должна быть обращена в сторону передней части двигателя. Поршни, как и цилиндры, по наружному диаметру сортируются на пять классов через 0,01 мм, а по диаметру отверстия под поршневой палец - на три категории через 0,001 мм, обозначаемые цифрами 1. 2, 3. Класс поршня (буква) и категория отверстия под поршневой палец (цифра) клеймятся на днище поршня. Поршни по массе в одном и том же двигателе должны быть подобраны с максимально допустимым отклонением (2.5 г).Поршневые палены изготовлены из чугуна. Наружная поверхность верхнего компрессионного кольца хромирована для повышения износостойкости и для улучшения прирабатываемости имеет бочкообразную форму образующей. Нижнее компрессионное кольцо скребкового типа (с проточкой по наружной поверхности), фосфатированное. Кольцо надо устанавливать проточкой вниз. Маслосъемное кольцо имеет прорези для снимаемого с цилиндра масла и внутреннюю витую пружину (расширитель). Шатуны стальные, кованые, с разъемной нижней головкой, в которой устанавливаются вкладыши шатунного подшипника.Шатун обрабатывают вместе с крышкой, поэтому при сборке номера на шатуне и крышке должны быть одинаковы. Коленчатый вал пятиопорный, отлит из чугуна. Шейки вала закалены токами высокой частоты на глубину 2-3 мм. В заднем конце коленчатого вала выполнено гнездо под передний подшипник первичного вала коробки передач, по наружному диаметру которого центрируется маховик. Маховик устанавливается на коленчатый вал так, чтобы метка (конусообразная лунка около зубчатого обода маховика) и ось шатунной шейки первого цилиндра находились в одной плоскости и по одну от оси коленчатого вала.Вкладыши коренных и шатунных подшипников - тонкостенные, сталеалюминиевые. Все шатунные вкладыши одинаковые и взаимозаменяемые. Верхние вкладыши 1-го, 2-го, 4-го и 5-го коренных подшипников одинаковые, с канавкой на внутренней поверхности, а нижние без канавки. Вкладыши З-го коренного подшипника отличаются от остальных большей шириной и отсутствием канавки на внутренней поверхности.Газораспределительный механизм обеспечивает наполнение цилиндров двигателя горючей смесью и выпуск отработавших газов в соответствии с принятым для двигателя порядком работы цилиндров и фазами газораспределения. К деталям механизма относятся: распределительный вал, клапаны и направляющие втулки, пружины с деталями крепления, рычаги привода клапанов. Распределительный вал, управляющий открытием и закрытием клапанов, чугунный, литой. Трущиеся поверхности кулачков подвергнуты отбеливанию. Этот процесс заключается в электродуговом оплавлении поверхностей, в результате которого образуется слой так называемого “белого” чугуна, обладающего высокой твердостью. Вал вращается на пяти опорах в специальном корпусе, а от осевых перемещений удерживается упорным фланцем, помещенным в проточке передней опорной шейки вала.Клапаны (впускной и выпускной) расположены в головке цилиндров наклонно в один ряд. Головка впускного клапана имеет больший диаметр для лучшего наполнения цилиндра, а рабочая фаска выпускного клапана, работающая при высоких температурах в агрессивной среде выпускных газов, имеет наплавку из жаростойкого сплава. Пружины прижимают клапан к седлу и не позволяют ему отрываться от рычага привода. Верхняя опорная тарелка пружин удерживается на стержне клапана двумя сухарями, имеющими в сложенном виде форму усеченного конуса. Рычаги передают усилие от кулачка распределительного вала к клапану. Рычаг одним концом опирается на сферическую головку регулировочного болта, а другим на торец клапана. Регулировочный болт ввернут во втулку и стопорится контргайкой.Привод вспомогательных агрегатов. Вспомогательные агрегаты двигателя и механизм газораспределения приводятся в действие от коленчатого вала с помощью цепной передачи. Она состоит из двухрядной втулочно-роликовой цепи типа «Галля». ведущей звездочки на коленчатом валу, ведомой звездочки распределительного вала, успокоителя цепи и натяжителя с башмаком. Башмак натяжителя и успокоитель цепи имеют стальной каркас с привулканизированным слоем резины. При отворачивании фиксирующей гайки цепь натягивается башмаком, на который действуют пружины через плунжер. Башмак натяжителя вращается вокруг болта крепления. После затяжки гайки стержень зажимается пантами сухаря, вследствие чего блокируется пружина натяжителя цепи.При работе двигателя на плунжер воздействует только внутренняя пружина, обеспечивающая благодаря зазору 0, 2-0, 5 мм в механизме натяжителя компенсацию колебаний цепи. Успокоитель цепи гасит колебания ведущей ветви цепи. При работе двигателя цепь вытягивается. Она считается работоспособной, если натяжитель обеспечивает ее натяжение, т.е. если цепь вытянулась не более, чем на 4 мм. Валик привода масляного насоса, распределителя зажигания и топливного насоса установлен вдоль двигателя и имеет две опорные шейки, винтовую шестерню и эксцентрик, который через толкатель приводит в действие топливный насос. Винтовая шестерня валика находится в зацеплении с шестерней, которая приводит в действие распределитель зажигания и масляный насос.Шестерня вращается в металлокерамической втулке, запрессованной в блок цилиндров. В шестерне выполнено отверстие со шлицами, в которое входят шлицевые концы валиков распределителя зажигания и масляного насоса. Работа двигателя. За один рабочий цикл в цилиндре двигателя происходит четыре такта впуск горячей смеси, сжатие, рабочий ход и выпуск отработавших газов. Эти такты осуществляются за два оборота коленчатого вала, т.е. каждый такт происходит за пол-оборота (180) коленчатого вала. Впускной клапан начинает открываться за 12 до подхода поршня к верхней мертвой точке (ВМТ). Это необходимо для того, чтобы клапан был полностью открытым, когда поршень пойдет вниз. Закрывается клапан через 40 после прохождения поршнем нижней мертвой точки (НМТ).Вследствие инерционного напора струи всасываемой горючей смеси она продолжает поступать в цилиндр, когда поршень уже начал движение вверх, и тем самым обеспечивается лучшее наполнение цилиндра. Выпускной клапан начинает открываться за 42 до НМТ. В этот момент давление в цилиндре еще довольно велико, и газы начинают интенсивно истекать из цилиндра. Закрывается клапан через 10 после прохождения поршнем ВМТ. Существует такой момент (22 поворота коленчатого вала около ВМТ), когда открыты одновременно оба клапана впускной и выпускной. Такое положение называется перекрытием клапанов.Из-за малого промежутка времени перекрытие клапанов не приводит к проникновению отработавших газов во впускной трубопровод, а наоборот, инерция потока отработавших газов вызывает подсос горючей смеси в цилиндр и улучшает его наполнение. Чтобы обеспечить согласование моментов открытия и закрытия клапанов с углами поворота коленчатого вала (т.е. обеспечить правильную установку фаз газораспределения), на звездочках коленчатого и распределительного валов имеются метки , а также на блоке цилиндров и 41 (выступ) на корпусе подшипников распределительного вала. Если фазы газораспределения установлены правильно, то при положении поршня четвертого цилиндра в ВМТ в конце такта сжатия метка 41 должна совпадать с меткой , а метка 48 с меткой 47. Когда полость привода распределительного вала закрыта крышкой, то положение коленчатого вала можно определить по меткам на шкиве коленчатого вала и крышке привода распределительного вала. Чтобы обеспечить правильную работу механизма газораспределения при тепловом расширении деталей на работающем двигателе, зазоры между кулачками и рычагами привода клапана устанавливаются равными 0, 15 мм на холодном двигателе. Если зазоры больше, то клапаны будут открываться с запаздыванием и закрываться с опережением. Если зазора нет, то клапаны на работающем двигателе будут оставаться немного приоткрытыми. В результате резко сократится долговечность клапанов и седел, упадет мощность двигателя.
Двигатель ВАЗ-2106Описание конструкции
На автомобиль устанавливается бензиновый, четырехтактный, четырехцилиндровый, рядный, восьмиклапанный двигатель, с верхним расположением распределительного вала. Система питания – карбюраторная. Порядок работы цилиндров: 1–3–4–2, отсчет – от шкива коленчатого вала.Двигатель ВАЗ-2103 отличается от двигателя ВАЗ-2106 меньшим диаметром цилиндров (76 мм против 79) и, соответственно, блоком цилиндров, размером поршней и поршневых колец, а также прокладкой головки блока цилиндров. Головки блока у обоих двигателей одинаковы и их детали взаимозаменяемы. Цилиндры двигателей расположены вертикально в один ряд и объединены в блок. Сверху на него устанавливается общая для всех цилиндров головка блока. Снизу блок цилиндров закрыт стальным штампованным поддоном, который одновременно служит емкостью для масла.
Поршни имеют два компрессионных и одно маслосъемное кольцо. Коленчатый вал вращается в пяти опорах в блоке цилиндров. От шкива на его переднем конце клиноременной передачей приводятся во вращение генератор и насос охлаждающей жидкости, расположенные с правой стороны двигателя.
В передней части двигателя находится привод распределительного вала и валика привода вспомогательных агрегатов: распределителя зажигания, топливного и масляного насосов. Привод осуществляется двухрядной втулочно-роликовой цепью.
С правой стороны двигателя, кроме генератора, размещены выпускной коллектор, стартер и впускной трубопровод с карбюратором и воздушным фильтром. С левой стороны находится масляный фильтр.
Для установки двигателя в сборе с коробкой передач и сцеплением применена трехточечная схема подвески. Две передние опоры находятся по обе стороны блока цилиндров и крепятся к поперечине передней подвески автомобиля. Задняя опора расположена на коробке передач и опирается на поперечину, закрепленную под полом кузова.
Эластичные подушки передних опор состоят из резины с привулканизированными стальными шайбами и болтами крепления. Для увеличения жесткости опор в центральном отверстии подушек находятся пружины, опирающиеся на изолирующие кольца, а для смягчения ударов внутри пружин расположены резинометаллические буферы. Подушки крепятся к кронштейнам с помощью промежуточных пластин. Правая подушка предохраняется от нагрева со стороны приемной трубы глушителей защитным кожухом.
Задняя опора также резинометаллическая, она состоит из трех стальных пластин с разделяющей их резиной. Средняя пластина крепится к коробке передач, а наружные – к поперечине задней подвески двигателя. Между полками поперечины ставятся стальные дистанционные втулки, предохраняющие полки от деформации при затягивании болтов крепления.
Блок цилиндров изготавливается методом литья из специального высокопрочного чугуна. Отверстия под цилиндры растачиваются непосредственно в блоке и дополнительные вставки (гильзы) в цилиндрах не применяются. Для получения специального профиля и чистоты поверхности цилиндры хонингуются. По диаметру цилиндры подразделяются на 5 классов через 0,01 мм, обозначаемые латинскими буквами A, B, C, D и E. Класс каждого цилиндра маркируется на нижней плоскости блока цилиндров.
Отверстия под коренные подшипники коленчатого вала растачиваются в сборе с крышками подшипников. Поэтому они невзаимозаменяемы ни между собой, ни с крышками других блоков цилиндров. Чтобы не перепутать крышки, на них делается маркировка. Крышки подшипников крепятся к блоку цилиндров самоконтрящимися болтами, замена которых на какие-либо иные недопустима.
Валик привода вспомогательных агрегатов вращается в двух втулках, запрессованных в блок цилиндров. Передняя втулка сталеалюминиевая, а задняя – металлокерамическая, бронзографитная. В запасные части поставляются втулки номинального и ремонтного размеров с уменьшенным на 0,3 мм внутренним диаметром.
Поршни отлиты из алюминиевого сплава. Наружная поверхность поршня для улучшения ее прирабатываемости к стенкам цилиндра покрыта тонким слоем олова. Для компенсации неравномерного теплового расширения юбка поршня имеет сложную форму. По высоте она коническая, а в поперечном сечении овальная. Поэтому измерять диаметр поршня необходимо только в плоскости, перпендикулярной поршневому пальцу и на расстоянии 52,4 мм от днища поршня.
По наружному диаметру поршни (так же как и цилиндры) подразделяются на пять классов: А, В, С, D и Е через 0,01 мм, а по диаметру отверстия под поршневой палец – на три категории через 0,004 мм. Категория указывается краской на торце (первая – синяя, вторая – зеленая, третья – красная). Класс поршня (латинская буква) и категория (цифра) маркируются на днище поршня.
В запасные части поставляются поршни классов A, C, E, которых вполне достаточно для подбора поршня к любому цилиндру, так как поршни и цилиндры разбиты на классы с некоторым перекрытием размеров.
Отверстие под поршневой палец смещено от оси симметрии на 5 мм в правую сторону двигателя. Поэтому на поршне имеется метка в виде буквы П для правильной ориентировки поршня в цилиндре. Метка должна быть обращена в сторону передней части двигателя.
С 1986 г. поршни ремонтных размеров для всех моделей двигателей ВАЗ изготавливаются с увеличенным на 0,4 и 0,8 мм наружным диаметром. До 1986 г. поршни ремонтных размеров для двигателей 2103 и 2106 выпускались с увеличением на 0,4; 0,7 и 1,00 мм. Поршни двигателей 2103 и 2106 различаются только размером (диаметром).
Поршневые кольца изготовлены из чугуна. Верхнее компрессионное кольцо с бочкообразной хромированной наружной поверхностью. Нижнее компрессионное кольцо скребкового типа, фосфатированное.
Поршневые пальцы запрессовываются в верхнюю головку шатуна и свободно вращаются в бобышках поршня. По наружному диаметру пальцы разбиты на три категории через 0,004 мм. Категория пальца маркируется на его торце соответствующим цветом: 1-я – синим, 2-я – зеленым и 3-я – красным.
Шатун стальной, кованый. Нижняя головка шатуна разъемная, в ней устанавливаются шатунные вкладыши. Шатун обрабатывается вместе с крышкой и поэтому они невзаимозаменяемы с крышками других шатунов. Чтобы при сборке не перепутать крышки шатунов, на шатуне и его крышке (сбоку) имеется клеймо номера цилиндров, в который они устанавливаются. При сборке цифры на шатуне и крышке должны находиться на одной стороне.
Коленчатый вал отлит из высокопрочного чугуна и имеет пять опорных (коренных) шеек, закаленных током высокой частоты на глубину 2–3 мм. В заднем конце коленчатого вала имеется гнездо, куда вставляется подшипник ведущего вала коробки передач. Смазочные каналы в шейках коленчатого вала закрыты колпачковыми заглушками, которые запрессованы и для надежности зачеканены в трех точках.
Для продления срока службы коленчатого вала предусмотрена возможность перешлифовки шеек коленчатого вала при износе или повреждении их поверхностей. Шлифованием диаметры шеек уменьшаются на 0,25; 0,5; 0,75 и 1,00 мм.
Осевое перемещение коленчатого вала ограничено двумя упорными полукольцами, установленными в блоке цилиндров по обе стороны заднего коренного подшипника. С передней стороны подшипника ставится сталеалюминиевое полукольцо, а с задней – металлокерамическое (желтого цвета).
Вкладыши коренных и шатунных подшипников тонкостенные, биметаллические, сталеалюминиевые. Вкладыши для 1, 2, 4 и 5-го коренных подшипников имеют на внутренней поверхности канавку (с 1987 г. нижние вкладыши этих подшипников устанавливаются без канавки). Вкладыши центрального коренного подшипника отличаются от остальных вкладышей отсутствием канавки на внутренней поверхности и большей шириной. Все вкладыши шатунных подшипников без канавок, одинаковые и взаимозаменяемые. Ремонтные вкладыши изготавливаются увеличенной толщины под шейки коленчатого вала, уменьшенные на 0,25; 0,5; 0,75 и 1 мм.
Маховик отливается из чугуна и имеет стальной напрессованный зубчатый венец для пуска двигателя стартером. Маховики взаимозаменяемые, так как балансируются отдельно от коленчатого вала. Центрируется маховик с коленчатым валом передним подшипником ведущего вала коробки передач.
Маховик крепится к фланцу коленчатого вала шестью самоконтрящимися болтами, под которые подкладывается одна общая шайба. Заменять эти болты какими-либо другими недопустимо.
maks-smirnovv-hgh.blogspot.ru
ВАЗ 2106 | Сборка шатунно-поршневой группы
Если на нижней головке шатуна имеется отверстие для выхода масла, то поршень с шатуном должен соединяться так, чтобы метка «П» на поршне находилась со стороны отверстия для выхода масла на нижней головке шатуна.
automn.ru
ВАЗ 2107 | Поршни и шатуны
Поршни и шатуны
Снятие и установка
Детали поршня
| 1 — поршневой палец 2 — поршень 3 — поршневые кольца 4 — шатунный болт 5 — шатун 6 — вкладыши шатунного подшипника 7 — крышка шатунного подшипника 8 — гайка шатунного подшипника |
Детали поршня показаны на иллюстрации выше. Для снятия поршней двигатель должен быть демонтирован и головка цилиндров снята. Поддон картера также должен быть снят, чтобы добраться до шатунных подшипников. Ознакомьтесь с относящимися к этому разделами.
Поршни и шатуны выталкиваются рукояткой молотка с внутренней стороны блока цилиндров, после того как будут сняты крышки и вкладыши шатунных подшипников. Перед выполнением этих работ следует ознакомиться с нижеследующими указаниями относительно обозначения и направления установки:
Каждый поршень и соответствующий шатун следует обозначить номером цилиндра, с которого они снимаются. Это лучше всего сделать написав на днище поршня номер цилиндра. Также нанести на поршень стрелку указывающую на переднюю сторону двигателя. Когда поршень позднее будет очищаться от масляного нагара, стрелку следует нанести еще раз.
При снятии поршня с шатуном соблюдайте точное установочное положение крышки шатунного подшипника и сразу после снятия проверьте шатун и крышку подшипника на наличие номера цилиндра на одной стороне.
Днища поршней имеют засечку на кромке (инжекторный двигатель) или стрелку (карбюраторный двигатель), которая должна быть обращена вперед. Шатуны имеют маслораспылительные отверстия. При установленных деталях масляные отверстия, обозначения шатунных подшипников и направление «вперед» должны находиться в показанном на иллюстрации ниже положении. На иллюстрации изображены детали инжекторного двигателя. На карбюраторном двигателе наоборот, т. е. номер шатуна и крышки находится на той же стороне, что и маслораспылительное отверстие.
Правильно собранный поршень и шатун инжекторного двигателя. У карбюраторного двигателя метки (4) и маслораспылительное отверстие (2) должны лежать на одной стороне
| 1 — перед 2 — маслораспылительное отверстие 3 — размер поршня 4 — номер цилиндра |
|
Проверка поршней и шатунов
|
Измерение люфта шатунных подшипников
Эта работа описывается в Разделе Коленвал и подшипники коленвала в связи с коленчатым валом. Она производится с помощью полимерного волоска "Plastigage" или можно измерить внутренний диаметр шатунного подшипника и внешней диаметр шейки коленвала.
Сборка поршней и шатунов
Нагрейте проушину шатуна до температуры 60 - 70°С (опустите в горячую воду). Подготовьте подходящий стержень, который вставляется во внутреннюю часть поршневого пальца.
Хорошо смажьте поршневой палец и отверстие проушины шатуна.
Вставьте стопорное кольцо поршневого пальца с одной стороны в поршень. Проверьте, чтобы оно хорошо село в паз.
Запрессуйте палец подходящей оправкой в нагретый шатун.
При сборке должны соблюдаться следующие указания:
- Стрелка на днище поршня (или нарисованная, или на новых поршнях выбитая — см. иллюстрацию) должна указывать на переднюю часть двигателя.
- Обозначения номеров цилиндров на шатунах и крышках подшипников должны совпадать (иллюстрация). Учитывайте разницу между инжекторным и карбюраторным двигателем.
|
Сборка поршней и шатунов
|
automn.ru