Установка поршней на шатуны ваз 2110
ВАЗ 2110 | Снятие и установка поршней и шатунов
2.30. Снятие и установка поршней и шатунов
| ОБЩИЕ СВЕДЕНИЯ |
При установке необходимо использовать новые болты крепления крышек шатунов.
Нанесение меток идентификации на крышку и нижнюю головку шатуна| ПОРЯДОК ВЫПОЛНЕНИЯ | |||||||||||
|
Установка
Установка поршня в цилиндр на двигателе 1,6 л| При установке поршня в цилиндр стрелка на поршне должна быть направлена в сторону зубчатого ремня на двигателе 1,6 л. |
| При установке поршня в цилиндра стрелка на поршне должна быть направлена в сторону зубчатого ремня на двигателе 2,0 л. |
| Выступы на шатуне и крышке шатуна должны быть направлены в сторону маховика на двигателе 1,6 л. |
| ПОРЯДОК ВЫПОЛНЕНИЯ | |||||||||
|
automn.ru
Собираем двигатель ВАЗ 21126 часть третья. Сборка шатунно поршневой группы - 7 Апреля 2012
Собираем двигатель ВАЗ 21126 часть третья . Сборка шатунно поршневой группы
Собирая мотор было бы очень неплохо, отбалансировать шатуны и поршни. Хотя и заводские поршни у меня были почти одинакового веса, пришлось немного доработатьих и добиться одинаковой развесовки всех поршней с точностью до 0,5 гр.


Донышки поршней я заполировал с помошью абразивной бумаги разной зернистости и пасты ГОИ. Сделанно это для того чтоб снизить нагарообразование в камере сгорания. На рисунке изображен полированный и обычный поршни.


Вставляем шатун в поршень, таким образом, чтоб метка на шатуне (обычно ввиде двух точек, одна на шатуне, другая на крышке шатуна, отмеченны стрелками ) была обращена в сторону привода ремня ГРМ, туда же должна указывать стрелка выбитая на верхней части поршня. Т.е и направление стрелки и метка на шатуне должны быть обращены к передней части двигателя, в сторону привода ремня ГРМ.




Смажьте поршневой палец моторным маслом и вставьте палец в поршень и шатун. Палец должен входить в поршень с небольшим усилием, от руки, но без люфтов.

Затем установите стопорные кольца с обеих сторон пальца. При этом обратите внимание на то, что кольца должны быть четко установлены в канавках поршня. Обратите на это особое внимание, вылетевшее стопорное кольцо может привести к серьёзным повреждениям двигателя.

Устанавливаем поршневые кольца, обычно это делают начиная с разжимной пружины маслосъемного кольца, затем устанавливают само маслосъемное кольцо, таким образом чтоб замок пружины был на 180 ° повернут относительно стыка маслосъемного кольца.
Кольца устанавливаем надписю «GOE» или «TOP» вверх (к днищу поршня)

Затем устанавливаем, широкое компрессионное кольцо, после этого самое верхнее узкое компрессионное кольцо. Устанавливать кольца можно или специальным съёмником, или при помощи трех тонких стальных пластинок, которые располагаются по середине и по краям кольца. Пластинки позволяют аккуратно разжать кольцо и сдвинуть его по поршню.
Установив кольца, проверяем, чтоб кольца легко вращались , и не заедали в поршне. Перед установкой в блок располагаем замки колец на 120° относительно друг друга.
Затем тщательно протираем шатунные шейки коленвала и зеркала цилиндров, смазываем их тонким слоем моторного масла.
Откручиваем болты крепления крышек шатуна, вставляем вкладыши, таким образом, чтоб усики вкладышей вошли в проточки на шатуне и крышке шатуна. Смазываем вкладыши тонким слоем моторного масла.

$IMAGE15$
Для удобства, проворачиваем колен вал таким образом чтоб его шатунная шейка, поршня который мы вставляем находился в НМТ.

Затем ориентируя поршень стрелкой в сторону привода ремня ГРМ, при помощи специальной оправки вставляем в блок. Если нет специальной оправки её можно изготовить из стальной полосы и хомута подходящего размера, также можно воспользоваться стальной пружинкой согнутой по форме цилиндра.

Будьте очень осторожны, чтоб не повредить поршневые кольца
После установки поршня с шатуном в блок устанавливаем крышку шатуна на шейку коленчатого вала, таким образом, чтоб метки на крышке совпали с метками на шатуне. Это или приливы на корпусе шатуна ввиде двух точек, или на шатуне и его крыке маркирован индивидуальный номер.

Заворачиваем болты крепления крышек с моментом 4,42-5,46 кгс/м.
Есть ещё другая методика, когда болты сначала затягивают моментом 20 Н/м а затем проворачивают на 135º . Вообще болты рассчитаны на 3 затягивания, но их рекомендуется каждый раз менять во избежании вытягивания болта и его последующего обрыва.
Таким же образом устанавливаем остальные поршни.
zazsila.ru
Поршни ВАЗ 2112: Замена, Размеры, Маркировка, Кованые
 Для любого автомобиля двигатель – основная его составляющая. От того насколько надежно работает силовой агрегат зависит безопасность движения, срок эксплуатации машины, комфорт водителя и пассажиров при перемещении.
Для любого автомобиля двигатель – основная его составляющая. От того насколько надежно работает силовой агрегат зависит безопасность движения, срок эксплуатации машины, комфорт водителя и пассажиров при перемещении.
Вырывающийся позади автомобиля из выхлопной трубы сизый дым указывает на неполадки мотора. Чаще всего в этом случае требуется замена поршневой на ВАЗ 2112.
Оглавление
ЗаменаРазмерыМаркировкаКованые
Замена
Замена поршня ВАЗ 2112 производится с учетом соответствия определенному классу поршня новое поршневое кольцо.
Кольца выбираются согласно их обозначения:
на кольцах с номинальными размерами обозначение отсутствует;
маркировку «40» имеет ремонтное кольцо, диаметр которого больше на 0,4 миллиметра;
маркировку «80», увеличенное на 0,8 миллиметров.
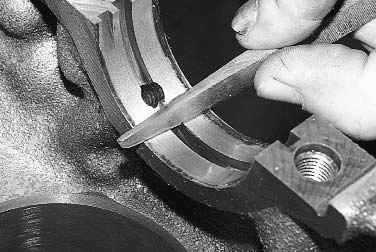
Перед установкой колец щупами нужно замерять зазор между кольцом и поршневой стенкой соответствующей кольцу канавки. На фото показан пример выполнения операции.Существует инструкция, указывающая допустимые зазоры между элементами. Такие данные приведены в таблице.
Кольцо Допустимые зазоры между кольцами и стенками канавок на поршне
Кольцо верхнее компрессионное 0,04 — 0,075
Кольцо нижнее компрессионное 0,03 — 0,065
Кольцо для съема масла 0,02 — 0,055
Если величина допустимого зазора больше, нужно заменить поршневые кольца на автомобиле ВАЗ 2112.
Для установки маслосъемного и верхнего компрессионного кольца существует маркировка «ТОР» или «ВАЗ», которая после монтажа должна находиться вверху.
Вниз проточкой нужно ориентировать нижнее компрессионное кольцо.
Процесс установки элементов на поршень:
замок детали раздвигается таким образом, чтобы его удобно было одеть на поршень;
сначала замок кольца нужно завести на поршень;
затем ставится на место тыльная часть элемента.
Начало установки на поршень новых колец от расширителя кольца маслосъемного. После установки кольца замок расширителя и замок кольца должны быть развернутыми между собой на 180 градусов.
По окончании монтажа элементов на поршень, нужно их сориентировать так, чтобы на компрессионном верхнем кольце замок располагался под углом 45 градусов к оси расположения поршневого пальца. Замок нижнего компрессионного кольца разворачивается на 180 градусов, поворачивается на 90 градусов замок на маслосъемном кольце по отношению такого же элемента на верхнем компрессионном кольце.
Итак:
При нарушении технологии установки деталей на поршень может в цилиндр проникать масло, а это послужит причиной образования нагара, располагающегося на стенках в камере сгорания. Помимо этого из глушителя будет виден дымный выпуск, и к тому же увеличится расход масла.
Кольца на поршень можно одевать только специальными щипцами, а лучше в специальном приспособлении.
После сборки кольца, поршень, зеркало цилиндра хорошо нужно смазать новым маслом для двигателя.
Оправка, которой обжимаются кольца, надевается на поршень. Для того чтобы детали самоустановились нужно по оправке слегка постучать ручкой молотка.
Перед установкой вкладышей в нижней крышке шатуна нужно насухо вытереть постели шатуна и крышки.
Внутренняя часть вкладышей и шатунная шейка коленвала смазываются новым маслом для моторов.
Поршень заводится в гильзу блока. Но перед этим его нужно сориентировать так, чтобы имеющаяся на днище детали стрелка, была направлена в сторону, где находится шкив коленчатого вала.
Поршень утопится в цилиндре. При этом оправку прижимают к блоку, а по низу поршня аккуратно простукивается ручкой молотка. Вместе с тем нужно следить, за правильным продвижением шатуна к шейке коленчатого вала.
На шатун крепится крышка, моментом, приблизительно пять кгс/м затягиваются гайки.
Совет: Шатунные крышки изготавливаются не взаимозаменяемыми деталями. На них и на самом шатуне указан номер цилиндра, где должен устанавливаться шатун. Когда замена поршневой произведена, цифры на шатуне располагаются с одной стороны.
После монтажа последнего поршня силовой агрегат собирается в последовательности обратной его разборки.
Размеры
ПОРШЕНЬ 2112-1004015
Диаметр поршня (номинальный), мм: 82,0
Диаметр поршня (1-й ремонт), мм: 82,4
Диаметр поршня (2-й ремонт), мм: 82,8
Высота поршня(без вытеснителя), мм: 64,3
Компрессионная высота, мм: 37,9
Жаровой пояс, мм: 7,5
Высота канавки под 1-е компрессионное кольцо, мм: 1,53 — 1,55
Высота канавки под 2-е компрессионное кольцо, мм: 2,02 — 2,04
Высота канавки под маслосъемное кольцо, мм: 3,957 — 3,977
Смещение отвертия под палец, мм: 1
Рекомендованный зазор в цилиндре, мм: 0,025-0,045
Поверхность днища поршня: с вытеснителем
Высота вытеснителя, мм: 1,25
Объем вытеснителя, см 3: 3,41 ±0,03
Глубина выборки под впускной клапан, мм: 3,19
Глубина выборки под выпускной клапан, мм: 3,06
Общий объем выборок в поршне, см 3: 0,638 ± 0,08
Расстояние, на котором определяется фактический диаметр поршня, мм: 55
Покрытие / микропрофиль: микропрофиль
Вес, г.: 350,0
Поршневой палец 2110-1004020
Диаметр поршневого пальца, мм: 22
Поршневые кольца 21083-1000100
Высота колец, мм: 1,5/2,0/3,95
Стопорные кольца 21213-1004022
Маркировка
Основные маркировки в литье, нанесенные на деталь.
1. Обозначение модели изделия символы 21 и 12, в районе отверстия под палец. 2. Обозначение производителя ВАЗ, на юбке с внутренней стороны. 3.
Обозначение литейной оснастки -буквы и цифры, на юбке с внутренней стороны. 4. Обозначение литейного сплава АЛ40 40, на юбке с внутренней стороны. Основные маркировки наносимые на днище. Все маркировки наносимые на днище соответствуют маркировкам применяемым для поршней 21083, 2110, 2112.
Основные размеры Классы диаметров поршней и классы отверстий под поршневой палец соответствуют размерам применяемым для моделей 21083, 2110, 2112. Применяемость поршня 2112-1004015. * — расчетные размеры могут отличаться от фактических в пределах допусков на изготовление указанных деталей.
Кованые
Понятно, что поршень должен быть как можно легче, прочнее и как можно меньше изменять свою форму при нагреве и других воздействиях.
Вот типичный портрет современного поршня для двигателя автомобиля или мотоцикла. Он (поршень) отливается из аллюминиевого сплава с добавлением кремния и в холодном состоянии имеет овальную форму, чтобы при нагреве поршня, в силу упомянутых выше причин, приблизиться к цилиндрической. А для того, чтобы оптимизировать по форме пятно контакта юбки поршня с цилиндром, профиль юбки поршня делают бочкоообразным – причем с запасом, чтобы поршень сохранил форму бочонка и в горячем состоянии.
Кроме того, с целью свести к минимуму температурную деформацию поршня, в тело поршня заливают стальные, термокомпенсирующие вставки, которые призваны удерживать область бобышек от чрезмерного расширения. Главный недостаток литых поршней – процесс литья не свободен от большого процента технологического брака, внутри металла будущего поршня остаются пустоты, возникают трещины. Да и твердость сплава после литья и закалки относительно не высока: 80 единиц по шкале Бринеля.
Поэтому, чтобы соблюсти необходимую прочность литого поршня, его массу приходится увеличивать. К примеру обычный, заводской поршень для 16V двигателя ВАЗ, получаемый литьем в кокиль, весит 370 грамм. Как альтернатива заводским, литым поршням появились кованые поршни. В принципе их правильнее называть штампованными, т.к. поршни получают не многократной обработкой давлением, а однократной. Заготовка поршня помещается в матрицу, прижимается пуансоном и полуфабрикат поршня готов. Естественно окончательную форму поршня он приобретет только после механической обработки.
Штамповка поршня под давлением позволяет упрочнить металл и одновременно сделать поршень гораздо более легким, прочным, надежным и долговечным.При этом возникает проблема невозможности ( вернее большой сложности ) запрессовки в поршень термокомпенсирующих вставок и вследствии этого необходимость в более тщательном подборе профиля поршня.
В качестве сырья для изготовления кованных поршней используют высококремнистый алюминий (содержание кремния 10-18%), подвергнутый предварительной деформации, в виде прутка, прошедшего многократную протяжку через фильеры. В процессе такой протяжки сечение прутка уменьшается вчетверо и при этом ликвидируются поры в металле будущего поршня и изменяется его структура. Пруток режется, и болванками закладывается в гидравлический пресс.
Усилие в 250 тонн и температура 500градусов, поддерживаемая системой индукционного нагрева, делает чудеса: металл будущего поршня, словно пластилин, за несколько секунд растекается между матрицей и пуансоном, принимая форму заготовки поршня. Поскольку процесс изготовления поршня протекает при неизменной температуре, называется он изотермической штамповкой. Постоянный нагрев играет здесь большую роль, ведь если температура в зоне матрицы упадет, то возможна недоштамповка поршня, те неравномерное распределение металла.
Если температура повысится – то алюминий будущего поршня попросту начнет плавиться. В результате изотермической штамповки из предварительно деформированного металла и последующего цикла закалки и обязательного старения, получается заготовка под будущий кованый поршень с высокими механическими характеристиками – твердость 130 единиц и отсутствие технологического брака типа каверн, раковин и трещин. Комплект облеченных поршней версии «Тюнинг» весит на 50 грамм легче, по сравнению со стандартными, заводскими ВАЗ-овскими поршнями.
«Революционным» в национальных гоночных классах стал переход на поршни с 2мя кольцами, без среднего кольца. При этом за счет одновременного изменения профиля поршня заметного возрастания расхода масла не произошло.
vz12-up.ru
ВАЗ 2110 | Снятие, проверка состояния и установка шатунно-поршневых сборок
Снятие, проверка состояния и установка шатунно-поршневых сборок
Маркировка на днище поршня|
1 — Стрелка, указывающая направление вращения коленчатого вала 2 — Учетный номер завода-изготовителя 3 — Дата выпуска |
4 — Товарный знак завода-изготовителя 5 — Диаметр поршня (обозначается литерами А, В или С) |
|
1 — Первое (верхнее) компрессионное кольцо 2 — Второе (нижнее) компрессионное кольцо |
3 — Маслосъемное кольцо |
Двигатель 1.3 л
Поршни
Поршни выполнены из алюминиевого сплава, отличающегося высокой термостойкостью, значительной долговечностью и твердостью.
Поршень состоит из юбки и днища. Форма юбки обеспечивает должное прилегание поршня к стенкам гильзы/цилиндра, исключая возможность заклинивания его во время работы.
Внутри поршня в бобышках установлен поршневой палец, при помощи которого сборка крепится к верхней головке шатуна.
Ось отверстия под поршневой палец смещена относительно оси поршня. Такая асимметрия имеет целью сведение к минимуму нагрузок, возникающих во время прохождения сборкой ВМТ.
Используемые в рассматриваемых двигателях поршни имеют биметаллическую конструкцию: в зоне отверстий под поршневой палец предусмотрены четыре стальных пояска, ограничивающих колебания диаметра поршня, связанные с изменениями температуры. Благодаря такой защите стало возможным снизить зазоры между стенками поршней и зеркалом цилиндров до величины 0.02 мм.
На поверхности поршня предусмотрены три канавки под установку поршневых колец. Над канавкой первого (верхнего компрессионного кольца выполнены три дополнительных канавки, имеющих целью ограничение теплоотдачи от горячего днища поршня к верхнему кольцу, находящемуся в наиболее тяжелых эксплуатационных условиях.
На днище поршня нанесены обозначения.
Поршни должны подбираться к гильзам/цилиндрам, соответствуя им по размерным группам. При установке шатунно-поршневых сборок в двигатель следите, чтобы метка в виде стрелки оказывалась развернутой в напрвлении вращения коленчатого вала (т.е. влево по двигателю).
|
Поверхность юбки поршня имеет сложную форму, вследствие чего замер диаметра необходимо выполнять строго в установленном месте, на высоте 8 мм от нижнего среза юбки. Измерение следует производить в плоскости, перпендикулярной оси поршневого пальца. При этом, температура как самого поршня, так и измерительного инструмента должна равняться 20°С. |
Поршни выпускаются только номинальных размеров и делятся по диаметру на три размерных группы (А, В и С).
С целью обеспечения стабильной работы двигателя все четыре поршня должны иметь одну и ту же массу. Для соблюдения этого условия в процессе изготовления производится взвешивание поршней. Разброс масс корректируется путем удаления металла с юбки. Поршневые пальцы
Поршневой палец обеспечивает шарнирное соединение поршня с шатуном. Палец выполнен из высококачественной стали, отшлифован и отполирован. На среднюю часть пальца садится верхняя головка шатуна. Концы пальца продеты в отверстия в бобышках поршня. Для фиксации заправленного в сборку пальца используются стопорные кольца.
Новый палец устанавливается в поршне с малым натягом, без зазора или с минимальным зазором. Во втулку верхней головки шатуна палец сажается с зазором. При чрезмерных люфта пальцы при повышении нагрузки на двигатель начинают стучать.
Перед установкой пальца с одной из сторон поршня устанавливается стопорное кольцо (пользуйтесь для посадки кольца специальным приспособлением). Затем, с противоположной стороны в поршень заправляется слегка смазанный двигательным маслом поршневой палец. Палец заправляется настолько, чтобы его конец выступал внутри поршня на величину 1 ÷ 1.5 мм. Далее в поршень заправляется верхняя головка шатуна, также слегка смазанная двигательным маслом (проследите, чтобы отверстие маслотока в верхней части шатуна оказалось направлено в сторону, противоположную, указываемой стрелкой, нанесенной на днище поршня). Далее заправьте палец до упора его торцом в заправленное в поршень стопорное кольцо и установите второе стопорное кольцо с другой стороны пальца.
Поршневые кольца
Каждый из поршней оснащается тремя поршневыми кольцами, устанавливаемыми в специально проделанные в верхней части стенок поршня канавки. Форма и порядок посадки колец в канавках показаны на иллюстрации.
Верхнее компрессионное кольцо изготовлено из стали и хромировано снаружи с целью снижения компонента трения, а также защиты металла от агрессивного воздействия горячих отработавших газов. Кольцо имеет правильную круглую форму и симметричное сечение в форме прямоугольника с усеченными углами.
Второе (нижнее) компрессионное кольцо выполнено из чугуна и имеет несимметричное поперечное сечение в форме прямоугольника с наклонной внешней стороной. Угол наклона наружной грани кольца составляет около 1°, благодаря чему прижим кольца к зеркалу цилиндра приходится на очень незначительную площадь. Износ контактной площадки обеспечивает плотность прилегания кольца. На одной из торцевой поверхностей этого кольца имеется метка в виде надписи “ТОР”. Кольцо следует устанавливать на поршень этой меткой вверх.
Маслосъемное кольцо состоит из трех отдельных секций: двух узких боковых колец и помещенного между ними волнообразного расширителя. Общая толщина сборки составляет 3 мм.
Масло, снимаемое кольцом с зеркала цилиндра отводится через отверстия в канавке внутрь поршня и, далее, в поддон картера двигателя.
Все поршневые кольца имеют разрезную конструкцию. Разрезы колец называются замками, обеспечивают возможность установки колец на поршни, а, кроме того, служат для компенсации теплового расширения.
Новое кольцо плотнее всего прижимается к зеркалу цилиндра в районе замка. В процессе дальнейшей приработки прижимное усилие постепенно выравнивается по периметру кольца, обеспечивая максимальную герметизацию сборки.
Замена поршневых колец на изношенном двигателе, цилиндры которого утратили первоначальную форму, приводит лишь к кратковременному восстановлению компрессии, поскольку кольцо не может принять форму изношенного цилиндра и плотность его прилегания распределена неравномерно.
Шатуны
Шатуны откованы из специальной стали. Шатун состоит из верхней головки, соединительного стержня и нижней, разрезной головки. В верхнюю головку шатуна запрессована бронзовая втулка, выполняющая роль подшипника под посадку поршневого пальца. Соединительный стержень имеет двутавровое сечение. Нижняя головка разрезана в плоскости, перпендикулярной продольной оси сборки.
|
Поверхность постелей под установку вкладышей шатунных подшипников в разрезной нижней головке шатуна тщательно обработана. В результате такой обработки утрачивается взаимозаменяемость крышек шатунных подшипников, ввиду чего на крышках и нижних головках предусмотрены специальные установочные метки. При заводской сборке метки обычно соответствуют нумерации цилиндров. |
|
В верхней головке шатуна предусмотрено сквозное отверстие, сквозь которое масло во время работы двигателя подается на стенки цилиндра. При установке шатуна следует проследить, чтобы это отверстие было направлено в сторону от распределительного вала. |
|
По массе шатуны делятся на две группы. Более легкие (с массой 590 ÷ 598 г) промаркированы желтой меткой, нанесенной на головку. На более тяжелых шатунах (600 ÷ 609 г) метка имеет голубой цвет. Все шатуны в двигателе должны иметь одинаковую массу, при чем при корректировке масса более тяжелых шатунов приводится к массе более легких, а не наоборот. |
|
Схема процедуры измерения мастерской автосервиса шатуна показана на иллюстрации. Во время взвешивания шатун должен располагаться горизонтально. Разница масс шатунов, взвешенных как со стороны нижней, так и со стороны верхней головок должна составлять не более 2 ÷ 6 г. Корректировка массы производится путем снятия материала с верхней головки и крышки нижней головки в местах, обозначенных стрелками на иллюстрации. Максимальная допустимая толщина снимаемого с верхней головки слоя ограничивается расстоянием от плоскости, остающейся после обработки до оси отверстия под установку поршневого пальца. Из соображений прочности данное расстояние должно составлять не менее 15 мм. В случае нижней головки расстояние измеряется от обработанной плоскости до оси шатунного подшипника и должно составлять не менее 35 мм. |
В целом конструкция шатунно-поршневых сборок аналогична описанной для двигателей 1.3 л, с тем отличием, что предусмотрена возможность установки шатунов ремонтных размеров (см. Спецификации). Кроме того, в дизельных двигателях шатуны оборудованы маслораспылителями охлаждения поршней.
СНЯТИЕ
Двигатель 1.3 л
|
|
ПРОВЕРКА
|
automn.ru
ВАЗ 2110 | Установка шатунно-поршневой группы
Не допускается прилагать усилие при установке поршня в цилиндр, независимо от причины вызвавшей сопротивление вхождению поршня. В противном случае можно поломать кольца или поршень.
На двигателях 1,6 и 1,8 л после затяжки гаек доверните их на 90°.
automn.ru
шатунно-поршневая группа двигателя ваз 2110 | ваз 2111 | ваз 2112
Особенности устройства шатунно-поршневой группы ваз 2110, ваз 2111, ваз 2112 Основные размеры шатунно-поршневой группы даны на рис. 2-34. На части двигателей 2110 может быть установлена шатунно-поршневая группа от двигателей 21083. Ремонт ее описан в Руководстве по ремонту автомобилей ваз 2108, ваз 2109.
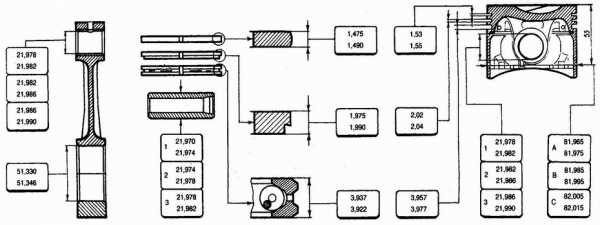
Рис. 2-34. Основные размеры шатунно-поршневой группы ваз 2110, ваз 2111, ваз 2112Поршень - алюминиевый, литой. При изготовлении строго выдерживается масса поршней. Поэтому при сборке двигателя подбирать поршни одной группы по массе не требуется. По наружному диаметру поршни разбиты на пять классов (А, В, С, D, Е) через 0,01 мм. Наружная поверхность поршня имеет сложную форму. Поэтому измерять диаметр поршня необходимо только в плоскости, перпендикулярной поршневому пальцу, на расстоянии 55 мм от днища поршня. По диаметру отверстия под поршневой палец поршни подразделяются на три класса (1, 2, 3) через 0,004 мм. Классы диаметров поршня и отверстия под поршневой палец клеймятся на днище поршня (рис. 2-35). Поршни ремонтных размеров изготавливаются с увеличенным на 0,4 и 0,8 мм наружным диаметром. Увеличению на 0,4 мм соответствует маркировка в виде треугольника, а увеличению на 0,8 мм - в виде квадрата. Стрелка на днище поршня показывает как правильно ориентировать поршень при его установке в цилиндр. Она должна быть направлена в сторону привода распределительного вала. Поршневой палец - стальной, полый, плавающего типа, т.е. свободно вращается в бобышках поршня и втулке шатуна. В отверстии поршня палец фиксируется двумя пружинными стопорными кольцами. По наружному диаметру пальцы подразделяются на три класса через 0,004 мм. Класс маркируется краской на торце пальца: синяя метка - первый, зеленая - второй, а красная - третий класс. Поршневые кольца изготовлены из чугуна. Верхнее компрессионное кольцо - с хромированной бочкообразной наружной поверхностью. Нижнее компрессионное кольцо скребкового типа. Маслосъемное кольцо - с хромированными рабочими кромками и с разжимной витой пружиной. На кольцах ремонтных размеров ставится цифровая маркировка "40" или "80", что соответствует увеличению наружного диаметра на 0,4 или 0,8 мм. Шатун - стальной, кованый. Он обрабатывается вместе с крышкой и поэтому они в отдельности невзаимозаменяемы. Чтобы при сборке не перепутать крышки и шатуны, на них клеймится номер цилиндра, в который они устанавливаются (см. рис. 2-35). В верхнюю головку шатуна запрессована стале-бронзовая втулка. По диаметру отверстия этой втулки шатуны подразделяются на три класса через 0,004 мм (так же, как и поршни). Номер 5 класса клеймится на крышке шатуна. По массе верхней и нижней головок шатуны подразделяются на классы (табл. 2-1), маркируемые либо буквой, либо краской на крышке шатуна. На двигатель должны устанавливаться шатуны одного класса по массе. Подгонять массу шатунов можно удалением металла с бобышек на верхней головке и на крышке до минимальных размеров 33 и 32 мм (рис. 2-36). После удаления металла с крышки шатуна, на ней необходимо клеймить классы шатуна по отверстию под поршневой палец и по массе.
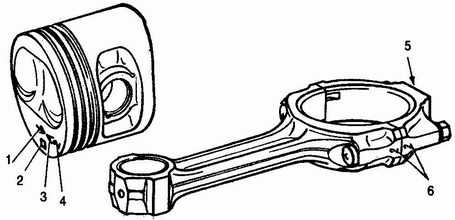
Рис. 2-35. Маркировка поршня и шатуна: 1 - стрелка для ориентирования поршня в цилиндре; 2 - ремонтный размер; 3 - класс поршня; 4 - класс отверстия для поршневого пальца; 5 - классы шатуна по массе и по отверстию в верхней головке; 6 - номер цилиндра
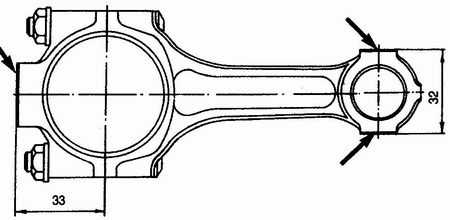
Рис. 2-36. Места, на которых допускается удалять металл, при подгонке массы верхней и нижней головок шатуна
Таблица 2-1 Масса головок шатуна Класс
Цвет маркировки верхний нижний 184±2 489±3 495±3 501±3 Ф Л Б Красный Зеленый 188±2 489±3 495±3 501±3 Х М В 192±2 489±3 495±3 501±3 Ц Н Г
Голубой Подбор поршня к цилиндру Расчетный зазор между поршнем и цилиндром (для новых деталей) равен 0,025-0,045 мм. Он определяется промером деталей и обеспечивается установкой поршней того же класса, что и цилиндры. Максимально допустимый зазор (при износе деталей) - 0,15 мм. Если у двигателя, бывшего в эксплуатации, зазор превышает 0,15 мм, то необходимо заново подобрать поршни к цилиндрам, чтобы зазор был возможно ближе к расчетному. В запасные части поставляются поршни классов А, С, Е. Этих классов достаточно для подбора поршня к любому цилиндру при ремонте двигателя, так как поршни и цилиндры разбиты на классы с небольшим перекрытием размеров. Например, к цилиндрам классов В и D может подойти поршень класса С.
Разборка и сборка Разборка. Извлеките из поршня стопорные кольца поршневого пальца, выньте палец и отсоедините шатун от поршня. Снимите поршневые кольца. Шатунные болты запрессованы в шатун. При разборке двигателя и шатунно-поршневой группы выпрессовывать болты из шатунов не допускается. Если некоторые детали шатунно-поршневой группы не повреждены и мало изношены, то они могут быть использованы снова. Поэтому при разборке пометьте их, чтобы в дальнейшем собрать группу с теми же деталями и установить в прежний цилиндр двигателя. Сборка. Перед сборкой подберите палец к поршню и шатуну. У новых деталей класс отверстий под палец в шатуне и поршне должен быть идентичен классу пальца. У деталей бывших в эксплуатации, для правильного сопряжения необходимо, чтобы поршневой палец, смазанный моторным маслом, входил в отверстие поршня от простого нажатия большого пальца руки (рис. 2-37) и не выпадал из него, если держать поршень как показано на рис. 2-38. Выпадающий палец замените другим, следующей категории. Если в поршень вставлялся палец третьей категории, то замените поршень, палец и шатун. Сборка шатунно-поршневой группы выполняется в порядке, обратном разборке. Перед сборкой смажьте поршневой палец моторным маслом. Поршневые кольца устанавливайте в следующем порядке. Смажьте моторным маслом канавки на поршне и поршневые кольца. Ориентируйте поршневые кольца так, чтобы замок верхнего компрессионного кольца располагался под углом приблизительно 45° к оси поршневого пальца, замок нижнего компрессионного кольца - под углом приблизительно 180° к оси замка верхнего компрессионного кольца, а замок маслосъемного кольца - под углом приблизительно 90° к оси замка верхнего компрессионного кольца. Нижнее компрессионное кольцо устанавливайте выточкой вниз (см. рис. 2-34). Если на кольце нанесена метка "Верх" или "ТОР", то кольцо устанавливайте меткой вверх (к днищу поршня). Перед установкой маслосъемного кольца проверьте, чтобы стык пружинного расширителя располагался со стороны, противоположной замку кольца.
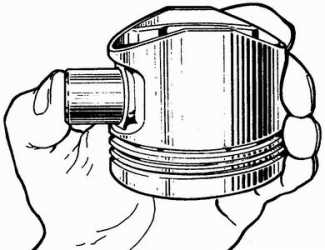
Рис. 2-37. Поршневой палец должен устанавливаться нажатием большого пальца руки
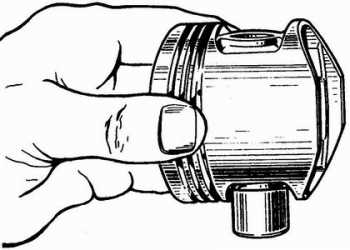
Рис. 2-38. Проверка посадки поршневого пальца
Проверка технического состояния Очистите поршень от нагара и удалите все отложения из смазочных каналов поршня и шатуна. Тщательно осмотрите детали. Трещины любого характера на поршне, поршневых кольцах, пальце, на шатуне и его крышке не допускаются. Если на рабочей поверхности вкладышей имеются глубокие риски, то замените вкладыши новыми. Зазор между поршневыми кольцами и канавками проверяйте набором щупов, как показано на рис. 2-39, вставляя кольцо в соответствующую канавку. Расчетный зазор (округленный до 0,01 мм) для новых деталей составляет для верхнего компрессионного кольца составляет 0,04-0,07 мм, для нижнего - 0,03-0,06 мм и для маслосъемного - 0,02-0,05 мм. Предельно допустимые зазоры при износе - 0,15 мм. Зазор в замке поршневых колец проверяйте набором щупов, вставляя кольца в калибр (рис. 2-40), имеющий диаметр отверстия, равный номинальному диаметру кольца с допуском ±0,003 мм. Для колец нормального размера диаметром 82 мм можно применять калибр 67.8125.9502. Зазор должен быть в пределах 0,25-0,45 мм для всех новых колец. Предельно допустимый зазор при износе - 1 мм.

Рис. 2-39. Проверка зазора между поршневыми кольцами и канавками

Рис. 2-40. Проверка зазора в замке колец
remont-dvigatelja.ru