Установка шатунов ваз 2106
ВАЗ 2106 | Снятие, ремонт и установка шатунно-поршневой группы
Вам потребуются: ключи «на 10», «на 12», «на 14», головки «на 15», «на 19», молоток.
1. Снимите головку блока цилиндров (см. «Замена прокладки головки блока цилиндров»).
2. Снимите масляный картер двигателя и прокладку картера (см. «Замена уплотнения масляного картера»).
3. Снимите масляный насос (см. «Снятие, ремонт и установка масляного насоса»).
4. Отверните гайки 1 шатунных болтов и снимите крышку 2 шатуна. Если крышка сидит плотно, сбейте ее несильными ударами молотка. Выньте из крышки вкладыш.
5. Протолкните поршень, чтобы он вышел из цилиндра, и выньте его вместе с шатуном. Выньте из шатуна вкладыш.
|
Примечания Если собираетесь устанавливать прежние вкладыши, пометьте их номером цилиндра. Вынимать поршень с шатуном из цилиндра нужно осторожно, чтобы не повредить зеркало цилиндра. Проверьте метки на шатуне и крышке шатуна. Если метки не видны, пометьте шатун и крышку номером цилиндра. |
6. Выньте остальные поршни с шатунами.
7. С помощью съемника снимите поршневые кольца, при отсутствии съемника осторожно разогните кольца у замков.
|
Предупреждение Не разгибайте кольца больше, чем это требуется для их снятия, иначе возможно нарушение формы колец или их поломка. |
|
8. Снимите стопорные кольца с двух сторон поршня. |
9. Выпрессуйте специальным приспособлением поршневые пальцы. Если нет приспособления, можно выбить поршневые пальцы легкими ударами молотка через оправку 1, это необходимо делать на весу, чтобы не повредить поршень. Выньте шатун 2 из поршня 3. |
10. Снимите остальные поршни с шатунов.
11. Промойте все детали в бензине. Очистите поршни от нагара. Очистите от нагара канавки под поршневые кольца обломком старого поршневого кольца.
12. Осмотрите поршни. Если на них есть задиры, следы прогара, замените поршни. Измерьте диаметр поршня. Если он меньше 95,4 мм, замените поршень. Диаметр поршня измеряют в плоскости, перпендикулярной оси поршневого пальца, на 8,0 мм ниже его оси. Поршень установлен в цилиндре с зазором 0,036–0,060 мм. Поршни разбиты по диаметру на пять размерных групп: А, Б, В, Г, Д. Буквенная маркировка выбита на днище поршня. При подборе поршня к цилиндру нужно обеспечить указанный выше зазор. Предельно допустимый зазор между поршнем и цилиндром 0,25 мм. Зазор между поршнем и цилиндром можно определить замером поршня и цилиндра. В запасные части поставляют поршни двух ремонтных размеров: с увеличенным на 0,5 и 1,0 мм диаметром. На одной из бобышек под поршневой палец отлита надпись: «409» (поршень номинального диаметра), «409АР» (диаметр, увеличенный на 0,5 мм) или «409БР» (диаметр, увеличенный на 1,0 мм).
|
13. Измерьте зазор между поршневым кольцом и канавкой на поршне в нескольких местах по окружности поршня. Зазор должен быть в пределах 0,096–0,060 мм для компрессионных колец и 0,115–0,365 мм для маслосъемного кольца. Если зазоры превышают указанные значения, кольца или поршни нужно заменить. |
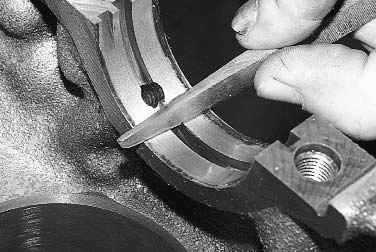
14. Измерьте зазоры в замках поршневых колец. Для этого вставьте кольцо в цилиндр и продвиньте поршнем как оправкой, чтобы кольцо встало в цилиндре ровно, без перекосов. Измерьте щупом зазор в замке (в разъеме) кольца, он должен быть в пределах 0,3–0,6 мм для компрессионных колец и 0,5–1,0 мм для маслосъемных дисков. Если зазор превышает указанный, замените кольцо. Если зазор меньше, можно опилить концы кольца напильником, зажатым в тиски. При этом кольцо перемещайте по напильнику вверх-вниз. |
15. Проверьте посадку поршневого пальца в верхней головке шатуна. Зазор между пальцем и втулкой верхней головки шатуна должен быть в пределах 0,0045–0,0095 мм. Пальцы, поршни и шатуны разбиты на четыре размерные группы и промаркированы краской. Палец маркируют на внутренней поверхности с одного конца, шатун — на стержне, поршень — на нижней поверхности одной из бобышек или выбивают римскую цифру на днище поршня. Размерные группы поршней, шатунов и пальцев приведены в табл. 5.3.
Слегка смажьте поршневой палец чистым моторным маслом и вставьте в верхнюю головку шатуна. Палец должен входить в головку от усилия руки ровно, без заеданий. Шатун должен проворачиваться на поршневом пальце под действием собственного веса из горизонтального положения. В вертикальном положении палец не должен выдвигаться или выпадать из головки шатуна под действием собственного веса. Поршневой палец и шатун должны быть одной или соседних размерных групп.
Таблица 5.3 Размерные группы поршней, шатунов и пальцев двигателей мод. ЗМЗ-409.10
16. Поршни с поршневыми кольцами, пальцами и шатунами в сборе подбирают по массе. Разница по массе для одного двигателя должна быть не больше 10 г.
17. Осмотрите шатунные вкладыши. Если на них есть задиры, выкрашивания и прочие дефекты, замените вкладыши.
18. Установите на шатуны крышки и измерьте диаметр отверстия в нижней головке шатуна. Номинальный диаметр отверстия 60+0,019 мм, предельно допустимый – 60,03 мм. Если измеренный диаметр превышает предельно допустимый, замените шатун с крышкой. Измерьте диаметр отверстия во втулке верхней головки шатуна. Номинальный диаметр отверстия 22+0,007 –0,003 мм, предельно допустимый – 22,01 мм. Если измеренный диаметр превышает предельно допустимый, замените шатун. Размеры шатунно-поршневой группы приведены в табл. 5.4.
Таблица 5.4 Номинальные и предельно допустимые размеры и посадка сопрягаемых деталей шатунно-поршневой группы двигателя мод. ЗМЗ-409.10
*Допуск 0,06 мм разбит на пять групп (через 0,012 мм).
19. Соберите поршень 4 с шатуном 3. Предварительно нагрейте поршень до температуры 60–80 °С. Затем быстро вставьте шатун в поршень так, чтобы надпись «Перед» на поршне и выступ А на шатуне были с одной стороны, и запрессуйте поршневой палец 6 с максимальным натягом 0,0025 мм. Установите стопорные кольца 5. Наденьте с помощью съемника поршневые кольца на поршень.
|
Примечание На верхнем компрессионном кольце имеется надпись «Верх». Кольцо необходимо устанавливать на поршень этой надписью к днищу поршня. На нижнем компрессионном кольце с внутренней стороны есть проточка, кольцо надо устанавливать этой проточкой вверх к днищу поршня. |
Вставьте вкладыш 7 в нижнюю головку шатуна, при этом фиксирующий выступ («замок») на вкладыше должен войти в выемку в нижней головке поршня. Вставьте вкладыш 1 в крышку 2 шатуна, при этом фиксирующий выступ («замок») вкладыша должен войти в выемку в крышке. Смажьте цилиндр, поршень 4, шатунную шейку коленчатого вала и вкладыши 1 и 7 чистым моторным маслом. Поверните поршневые кольца так, чтобы замки компрессионных колец расположились под углом 180° друг к другу, замки дисков маслосъемного кольца — под углом 180° друг к другу и под углом 90° к замкам компрессионных колец, замок расширителя маслосъемного кольца под углом 45° к замку одного из дисков маслосъемного кольца. Поверните коленчатый вал так, чтобы шатунная шейка цилиндра, в который устанавливают поршень, находилась в нижней мертвой точке (НМТ). Вставьте поршень с шатуном в цилиндр так, чтобы надпись «Перед» на бобышке поршня была обращена к передней части двигателя (к приводу распределительных валов).
|
Полезный совет Для того чтобы не повредить зеркало цилиндра, рекомендуется надеть на шатунные болты втулки из мягкого материала (например, обрезки резиновых или пластмассовых шлангов). |
С помощью специальной оправки обожмите поршневые кольца и легкими ударами рукояткой молотка протолкните поршень в цилиндр, при этом оправка должна быть плотно прижата к блоку, иначе поршневые кольца можно сломать. Продвиньте поршень вниз, чтобы нижняя головка шатуна села на шатунную шейку коленчатого вала, и снимите с шатунных болтов обрезки шлангов. Установите крышку 2 шатуна на шатунные болты, уступ Б на крышке шатуна должен быть с той же стороны, что и выступ А на нижней головке шатуна, номера цилиндров, выбитые на шатуне и крышке, должны быть расположены с одной стороны, а «замки» вкладышей — друг против друга.
20. Заверните гайки шатунных болтов и затяните моментом 68–75 Н·м (6,8–7,5 кгс·м).
21. Аналогично установите остальные поршни с шатунами.
22. Несколько раз проверните коленчатый вал, он должен вращаться легко, без заеданий.
23. Установите масляный насос, масляный картер и головку блока цилиндров.
automn.ru
ВАЗ 2106 | Установка поршней и шатунов
Для установки поршней и шатунов необходимо выполнить следующее:
- тщательно смазать зеркало цилиндров;
.
|
Рис. 60. Шатунный подшипник |
|
Рис. 66. Детали поршня и шатуна двигателя объемом 1,0 л (на других двигателях болты шатуна вворачиваются в него снизу): 1 — поршневые кольца; 2 — поршень; 3 — шатун; 4 — крышка подшипника шатуна; 5 — гайка подшипника шатуна, 30 Н·м + 90°; 6 — вкладыш подшипника шатуна; 7 — блок цилиндров; 8 — болт шатуна (всегда заменять), на двигателях объемом 1,3, 1,4 и 1,6 л затягивать моментом 30 Н·м + 90°; 9 — стопорное кольцо поршневого пальца; 10 — поршневой палец |
- стрелки на днищах поршней должны указывать на переднюю часть двигателя;
- расположить замки поршневых колец, чтобы они находились на равном расстоянии друг от друга по окружности поршня под углом 120°. На рис. 66 показано смещение замков по отношению к поршневому пальцу; - установить стяжной ленточный хомут вокруг поршневого кольца, как показано на рис. 72, и нажатием руки установить поршневые кольца в канавки. Проверить надежность посадки колец;|
Рис. 72. Установка стяжного ленточного хомута |
- надеть на шпильки шатуна короткие обрезки резиновой или пластиковой трубки (только для двигателя объемом 1,0 л), чтобы не поцарапать зеркало цилиндра;
- проворачивать коленчатый вал двигателя до тех пор, пока две шатунные шейки коленчатого вала не окажутся в НМТ;
- вставить сверху шатун в цилиндр. Положить для этого двигатель на бок, чтобы можно было установить шатун на опорной шейке, не допуская появления царапин в цилиндре или на шейке коленчатого вала. Вкладыш подшипника шатуна должен находиться в шатуне, а его установочный язычок — в соответствующей прорези в шатуне;
- вставить поршень в отверстие цилиндра, пока кольца поочередно не войдут в канал, а нижняя головка шатуна не сядет на шатунную шейку коленчатого вала;
- вставить второй вкладыш в крышку подшипника, хорошо его смазать, прижать крышку подшипника к шпилькам шатуна и слегка постучать (для двигателя объемом 1,0 л) или ввернуть болты в шатун через крышку подшипника шатуна. В этом случае смазать маслом нижнюю сторону головок болтов и резьбу, сняв предварительно резиновые трубки (если они использовались). Обязательно следить за тем, чтобы были совмещены друг с другом оба прилива;
- смазать поверхности прилегания гаек к крышке подшипника шатуна, резьбы болтов шатуна (двигатель объемом 1,0 л). Затянуть гайки или болты шатуна в два приема следующим образом:
1) затянуть гайки или болты шатуна попеременно до момента 30 Н·м;
2) довернуть еще на 90°;
- после установки шатуна провернуть несколько раз коленчатый вал, чтобы выявить заедание;
- еще раз проверить обозначение всех шатунов и убедиться, что поршни установлены правильно;
- измерить с помощью щупа зазор между боковой поверхностью шатуна и рабочей поверхностью коленчатого вала, как показано на рис. 73. Это осевой зазор подшипников шатуна, который не должен превышать 0,40 мм. Обычно он составляет 0,05–0,31 мм. Измерять зазор лучше перед разборкой двигателя;|
Рис. 73. Проверка осевого зазора подшипника шатуна на коленчатом валу с помощью щупа |
- далее проводить работы в последовательности, обратной снятию, в заключение установить поддон (подразд. 3.1.). При этом следует обратить внимание на различие в способах крепления (начиная с марта 1995 г.).
automn.ru
Разборка двигателя ВАЗ 2106 может осущетсвляться прямо в гараже
Автолюбители должны усвоить одно золотое правило: качественная сборка двигателя после проведения ремонтных работ обеспечит безотказную работу агрегата на достаточно долгое время, Поэтому к этому процессу следует относиться с большой ответственностью.
В интернете легко можно найти видео по сборке двигателя ВАЗ 2106, которое позволяет практически любому водителю научиться самостоятельно обслуживать силовой агрегат своего автомобиля.

Такие технологические операции, как сборка/разборка двигателя ВАЗ 2106, предполагают, наряду с наличием полного комплекта слесарных инструментов, комплекта обновленных запчастей, наличие определенных навыков слесарных работ и помощь специалиста.
Собираем поршни с шатуном. При этом процессе следует помнить, что в моторах комплектации до 1990 г. поршень и шатун соединяются таким образом, чтобы поршневая отметка «П» располагалась со стороны масляных магистралей на донной поверхности шатуна. В силовых установках последующего периода выпуска такие канавки отсутствуют, что позволяет проводить сочленение поршневого элемента и шатунного хода в разных положениях.
На моторных установках ВАЗ 2106, сошедших с конвейера завода после 1990 г., конструктивные отверстия в шатуне и вкладышах отсутствуют. Сопряжение шатунно-поршневой пары можно произвести в любых вариациях.
Приводим температурное значение шатуна в муфельной печи к показателю 240°С, чтобы металл головки изделия получил тепловое расширение, после чего горячее изделие помещаем в слесарные зажимы. Соединяем эту шатунно-поршневую пару так, что должно произойти совпадение позиции пальца с позицией шатуна в верхнем утолщении. Устанавливаем палец и смазываем его двигательной смазкой. В связи с быстрым остыванием изделия операция должна проводиться короткий промежуток времени.

Устанавливаем кольца поршневой группы в обратной последовательности демонтажа. При монтаже колец их излишнее разжимание может привести к деформации или поломке. При их установке могут использоваться 2 вида колец маслосъемного типа, различающиеся по комплектности:
- в комплект входят расширитель и 2 изделия;
- в комплект входят расширитель и 1 изделие.
При наличии в комплекте одного изделия установка происходит со стороны, расположенной напротив кольцевого замка. При наличии в комплекте двух изделий донное кольцо фиксируется выточкой, направленной в нижнюю плоскость. Если присутствует отметка «Верх» (ТОР), то кольцо фиксируется меткой, направленной в верхнюю плоскость (по направлению к поршневой донной части). Корректно ориентируем кольца и устанавливаем на оставшуюся поршневую группу.
Делаем закладку коренных вкладышей верхнего расположения (с наличием канавок). Важно совместить выемку на изделии с постановочным местом постели. Далее устанавливаются более широкие вкладыши, изготовленные без проточек. После этого вкладыши смазывается двигательной смазки.
Производим закладку коленвала в агрегатный блок. Устанавливаем с посадочные места нижних крышек коренные вкладыши без проточек. На шейки коренных подшипников и их крышек наносим двигательную смазку. Монтируем все крышки подшипников коренного типа, кроме кормовой, и наносим на полукольца упорного типа двигательной смазкой.

Устанавливаем крышки в незамененный блок по отметкам, сделанным в процессе демонтажа. Ставим полукольца упорного приницпа действия кормового размещения выемками к опорам коленчатого вала. Монтируем кормовую крышку с крепежами, затягиваем динамометрическим ключом с требуемым усилием.
Проводим замер осевого расстояния коленчатого вала, при необходимости применив «монтажку». Он должен находиться в пределах 0,06-0,26 мм. при предельном значении 0,35 мм. При увеличенном расстоянии требуется применение ремкомплекта с изделиями со значением +0,127 мм. При этом коленчатый вал мотора должен совершать круговое вращение в свободном режиме.
Комплектуем шатунную группу крепежом, проводя необходимые действия по совмещению выемок, и наносим двигательную смазку на зеркальную плоскость цилиндров, поршневую группу и ее компоненты. При монтаже поршневых элементов в цилиндры поршневая отметка «П» направляется к фронтальной части мотора. Фиксируем вкладыши шатунов в крышки, проведя совмещение усика изделия с выступом на крышке, и смазываем сопряженные детали двигательной смазкой.
Монтируем шатунную крышку, не забыв соединить риски. Не до конца закручиваем крепеж болтов шатуна. Аналогичную работу проделать со всеми шатунными крышками. Закручиваем до упора крепеж болтов шатуна специальным ключом с динамометрической шкалой. Ставим на место крепеж сальника коленчатого вала кормового типа, перед этим предварительно поменяв прокладку. Центруем крепеж относительно фланца коленвала особенной правкой и до упора закручиваем болты, проведя необходимые совмещения деталей.

Монтируем маховик сцепления, до этого поставив фронтальный кожух картера совпадением всех отметок. Крепеж закручиваем специальным динамометрическим ключом.
На этом процесс сборки двигателя ВАЗ 2106 закончена, далее его необходимо проверить на стенде (по возможности), а если такового нет, требуется провести обкатку двигателя на минимальных оборотах.
avtovx.ru
ВАЗ 2106 | Установка шатунно-поршневой группы
Не допускается прилагать усилие при установке поршня в цилиндр, независимо от причины вызвавшей сопротивление вхождению поршня. В противном случае можно поломать кольца или поршень.
На двигателях 1,6 и 1,8 л после затяжки гаек доверните их на 90°.
automn.ru
ВАЗ 2106 | Установка шатунов и поршней, проверка зазоров в шатунных подшипниках
3.2.29. Установка шатунов и поршней, проверка зазоров в шатунных подшипниках
| ОБЩИЕ СВЕДЕНИЯ |
Перед установкой поршней в сборе с шатунами поверхность цилиндра должна быть абсолютно чистой, с кромок цилиндров должна быть снята фаска, а коленвал установлен в блок цилиндров.
| ПОРЯДОК ВЫПОЛНЕНИЯ | ||||||||||||||||||
|
||||||||||||||||||
| ПОРЯДОК ВЫПОЛНЕНИЯ | ||||
|
automn.ru
ВАЗ 2106 | Поршни и шатуны
Поршни и шатуны
Снятие и установка
Детали поршня
| 1 — поршневой палец 2 — поршень 3 — поршневые кольца 4 — шатунный болт 5 — шатун 6 — вкладыши шатунного подшипника 7 — крышка шатунного подшипника 8 — гайка шатунного подшипника |
Детали поршня показаны на иллюстрации выше. Для снятия поршней двигатель должен быть демонтирован и головка цилиндров снята. Поддон картера также должен быть снят, чтобы добраться до шатунных подшипников. Ознакомьтесь с относящимися к этому разделами.
Поршни и шатуны выталкиваются рукояткой молотка с внутренней стороны блока цилиндров, после того как будут сняты крышки и вкладыши шатунных подшипников. Перед выполнением этих работ следует ознакомиться с нижеследующими указаниями относительно обозначения и направления установки:
Каждый поршень и соответствующий шатун следует обозначить номером цилиндра, с которого они снимаются. Это лучше всего сделать написав на днище поршня номер цилиндра. Также нанести на поршень стрелку указывающую на переднюю сторону двигателя. Когда поршень позднее будет очищаться от масляного нагара, стрелку следует нанести еще раз.
При снятии поршня с шатуном соблюдайте точное установочное положение крышки шатунного подшипника и сразу после снятия проверьте шатун и крышку подшипника на наличие номера цилиндра на одной стороне.
Днища поршней имеют засечку на кромке (инжекторный двигатель) или стрелку (карбюраторный двигатель), которая должна быть обращена вперед. Шатуны имеют маслораспылительные отверстия. При установленных деталях масляные отверстия, обозначения шатунных подшипников и направление «вперед» должны находиться в показанном на иллюстрации ниже положении. На иллюстрации изображены детали инжекторного двигателя. На карбюраторном двигателе наоборот, т. е. номер шатуна и крышки находится на той же стороне, что и маслораспылительное отверстие.
Правильно собранный поршень и шатун инжекторного двигателя. У карбюраторного двигателя метки (4) и маслораспылительное отверстие (2) должны лежать на одной стороне
| 1 — перед 2 — маслораспылительное отверстие 3 — размер поршня 4 — номер цилиндра |
|
Проверка поршней и шатунов
|
Измерение люфта шатунных подшипников
Эта работа описывается в Разделе Коленвал и подшипники коленвала в связи с коленчатым валом. Она производится с помощью полимерного волоска "Plastigage" или можно измерить внутренний диаметр шатунного подшипника и внешней диаметр шейки коленвала.
Сборка поршней и шатунов
Нагрейте проушину шатуна до температуры 60 - 70°С (опустите в горячую воду). Подготовьте подходящий стержень, который вставляется во внутреннюю часть поршневого пальца.
Хорошо смажьте поршневой палец и отверстие проушины шатуна.
Вставьте стопорное кольцо поршневого пальца с одной стороны в поршень. Проверьте, чтобы оно хорошо село в паз.
Запрессуйте палец подходящей оправкой в нагретый шатун.
При сборке должны соблюдаться следующие указания:
- Стрелка на днище поршня (или нарисованная, или на новых поршнях выбитая — см. иллюстрацию) должна указывать на переднюю часть двигателя.
- Обозначения номеров цилиндров на шатунах и крышках подшипников должны совпадать (иллюстрация). Учитывайте разницу между инжекторным и карбюраторным двигателем.
|
Сборка поршней и шатунов
|
automn.ru
ВАЗ 2106 | Проверка поршней и шатунов
|
Рис. 58. Замер вертикальных зазоров в канавках поршневых колец с помощью щупа |
|
Рис. 59. Замер зазоров в замках поршневых колец, находящихся в цилиндрах двигателя |
Проверить поршневые пальцы и шатунные втулки на износ и наличие задиров. В этом случае допускается одиночная замена неисправного шатуна, однако масса нового шатуна не должна отличаться от массы заменяемого шатуна более чем на 5 г. Замену втулок в верхних головках шатунов рекомендуем проводить на специализированных СТО.
|
Рис. 60. Замер диаметров податливой части болтов крепления крышек шатунных подшипников |
|
Рис. 61. Контроль шатуна на легкость хода |
Не рекомендуется повторно использовать шатуны, которые были однажды перегреты из-за неисправности подшипника (шатуны с цветом побежалости).
Шатуны и крышки шатунных подшипников подобраны друг к другу и промаркированы.
Новые шатуны поставляются с расточенными втулками в верхних головках, их можно сразу устанавливать на двигатель.
Установить на болты крышки шатунных подшипников с вкладышами и с помощью нутромера промерить внутренний диаметр подшипников. Если полученный результат превысит значение 51,619 мм или будет выявлена некоторая конусность, то опорную поверхность крышки шатунного подшипника можно скорректировать на ровной плите до 0,02 мм.
|
Рис. 62. Шатун: 1 — втулка верхней головки шатуна; 2 — шатун; 3 — верхний вкладыш подшипника; 4 — упругие зажимные штифты; 5 — нижний вкладыш подшипника; 6 — болт крышки шатунного подшипника; L=145 мм; B=24,0 мм; D=47,95 мм; D1=29,50 мм; D2=26,0 мм (допуск 0,018–0,024 мм) |
automn.ru